4 4
4
DEDE
5
Technologien und Komponenten sowie unter Wahrung der
höchsten Qualitätsstandards entworfen und angefertigt.
VOR INBETRIEBNAHME MUSS DIE ANLEITUNG
GENAU DURCHGELESEN
UND VERSTANDEN WERDEN.
Für einen langen und zuverlässigen Betrieb des Geräts
muss auf die richtige Handhabung und Wartung
entsprechend, den in dieser Anleitung angeführten
Vorgaben, geachtet werden. Die in dieser Anleitung
angegebenen technischen Daten und die Spezikation sind
aktuell. Der Hersteller behält sich das Recht vor, im Rahmen
der Verbesserung der Qualität Änderungen vorzunehmen.
Unter Berücksichtigung des technischen Fortschritts und
der Geräuschreduzierung wurde das Gerät so entworfen
und produziert, dass das infolge der Geräuschemission
entstehende Risiko auf dem niedrigsten Niveau gehalten
wird.
3. SICHERHEITSHINWEISE
ACHTUNG! Lesen Sie alle Sicherheitshinweise und
alle Anweisungen durch.
Die Nichtbeachtung der Warnungen und Anweisungen
kann zu elektrischen Schlägen, Feuer und/oder schweren
Verletzungen oder Tod führen.
3.1. ALLGEMEINE BEMERKUNGEN
• Sorgen Sie für die eigene, sowie für die
Sicherheit Dritter und befolgen Sie die in der
Bedienungsanleitung enthaltenen Anweisungen
genau.
• Für die Inbetriebnahme, Bedienung, Reparatur und
den Maschinenbetrieb dürfen nur entsprechend
qualizierte Personen zuständig sein.
• Das Gerät ist ausschließlich gemäß seinem Zweck zu
benutzen.
3.2. VORBEREITUNG DER SCHWEISSARBEITSSTELLE
BEIM SCHWEISSEN KANN ES ZUM BRAND ODER ZUR
EXPLOSION KOMMEN!
• Die Sicherheits – und Arbeitsschutzvorschriften
in Bezug auf Schweißen sind zu befolgen.
Die Arbeitsstelle muss mit einem geeigneten
Feuerlöscher ausgerüstet werden.
• Das Schweißen ist an den Stellen, wo es zur
Entzündung von leicht entammbaren Werkstoen
kommen kann, verboten.
• Das Schweißen ist verboten, wenn sich in der Luft
entammbare Partikel oder Dämpfe benden.
• Alle brennbaren Werkstoe, innerhalb einer
Reichweite von 12 m von der Schweißstelle, sind
zu entfernen oder nach Möglichkeit mit einer
feuerfesten Decke zu schützen.
• Es sind Schutzmaßnahmen gegen Funken und
glühende Metallpartikel zu ergreifen.
• Es sollte insbesondere darauf geachtet werden,
dass Funken oder heiße Metallspritzer nicht durch
Schlitze oder Önungen im Gehäuse, oder durch
den Schutzschirm gelangen können.
• Es dürfen keine Behälter oder Fässer geschweißt
werden, die leichtbrennbare Substanzen enthalten
oder enthielten. Das Schweißen in der unmittelbaren
Nähe ist ebenfalls untersagt.
• Es dürfen keine Druckbehälter, Drucktanks oder
Leitungen von Druckanlagen geschweißt werden.
• Sorgen Sie immer für eine ausreichende Belüftung!
• Nehmen Sie für die Schweißarbeit eine stabile
Position ein.
3.3. PERSÖNLICHE SCHUTZMITTEL
DIE STRAHLUNG DES ELEKTRISCHEN BOGENS
KANN AUGENLEIDEN UND HAUTSTÖRUNGEN
VERURSACHEN!
• Beim Schweißen tragen Sie bitte eine saubere,
feuerfeste und nichtleitende Schutzkleidung
ohne Ölspuren (Leder, dicke Baumwolle,
Schweißhandschuhe, Lederschürze,
Sicherheitsschuhe).
• Vor dem Beginn der Arbeit sind alle leicht brennbaren
oder explosiven Gegenstände oder Materialien, wie
Propan-Butan, Feuerzeuge oder Streichhölzer außer
Reichweite zu bringen.
• Verwenden Sie einen Gesichtsschutz (Helm
oder Haube) und einen Augenschutz mit
einem entsprechenden Verdunklungslter,
die für das Sehvermögen des Schweißers und
für den Schweißstromwert geeignet sind. Die
Sicherheitsstandards geben den Farbton Nr. 9
(min. Nr. 8) für jede Stromstärke unter 300 A vor.
Niedrigere Werte dürfen verwendet werden, wenn
der bearbeitete Gegenstand den Bogen überdeckt.
• Verwenden Sie immer eine Schutzbrille mit
Seitenschutz und entsprechender Zulassung bzw.
eine andere Schutzabdeckung.
• Verwenden Sie Schutzabdeckungen an der
Arbeitsstelle, um andere Personen vor dem
blendenden Licht oder den Spritzern zu schützen.
• Tragen Sie immer Ohrstöpsel oder sonstige
Hörschutzmittel, um sich gegen überhöhte
Lärmwerte und vor den Funken zu schützen.
• Unbeteiligte Personen sind bezüglich der Gefahren
durch das Schauen auf den elektrischen Bogen zu
warnen.
3.4. STROMSCHLAGSCHUTZ
STROMSCHLAG KANN ZUM TODE FÜHREN!
• Die Stromversorgungsleitung ist an die am nächsten
gelegene Steckdose anzuschließen. Vermeiden Sie
eine fahrlässige Kabelverteilung im Raum und auf
nicht kontrollierten Oberächen, da dem Benutzer
ein Stromschlag oder ein Brand drohen kann.
• Ein Kontakt mit den elektrisch geladenen Teilen kann
zu einem Stromschlag oder zu einer ernsthaften
Verbrennung führen.
• Der Lichtbogen und der Arbeitsbereich sind bei
Stromdurchuss elektrisch geladen.
• Der Eingangskreislauf und der interne Stromkreislauf
stehen ständig unter Spannung.
• Die Bauteile, die unter Spannung stehen, dürfen
nicht berührt werden.
• Es sind Isolierungsmatten oder sonstige
Isolierungsbeschichtungen auf dem Boden zu
verwenden. Diese müssen ausreichend groß sein,
sodass der Kontakt des Körpers mit dem Gegenstand
oder mit dem Boden nicht möglich ist.
• Verwenden Sie trockene und unbeschädigte
Handschuhe, sowie passende Schutzkleidung.
• Der elektrische Bogen darf nicht berührt werden.
• Vor der Reinigung oder dem Austausch der Elektrode
ist die Stromversorgung abzuschalten.
• Man sollte überprüfen, ob das Erdungskabel sowie
der Stecker an die geerdete Steckdose richtig
angeschlossen wurden. Falscher Anschluss der
Geräteerdung kann zur Gefahr für Leben oder
Gesundheit führen.
• Man sollte die Stromkabel regelmäßig in Bezug
auf Beschädigungen oder mangelnde Isolierung
überprüfen. Das beschädigte Kabel ist auszutauschen.
Die fahrlässige Reparatur der Isolierung kann zum
Tod oder Gesundheitsproblemen führen.
• Bei Nichtbenutzung muss das Gerät ausgeschaltet
werden.
• Das Kabel darf nicht um den Körper herumgewickelt
werden.
• Der geschweißte Gegenstand ist richtig zu erden.
• Das Gerät darf ausschließlich im einwandfreien
Zustand verwendet werden.
• Beschädigte Bestandteile des Gerätes sind zu
reparieren oder auszutauschen. Bei Höhenarbeiten
sind Sicherheitsgurte zu verwenden.
• Alle Bestandteile der Ausrüstung und der
Sicherheitsgeräte sollten an einer Stelle aufbewahrt
werden.
• Bei der Einschaltung des Gerätes ist das Griende
möglichst weit vom Körper zu halten.
• Das Massekabel ist möglichst nah an dem
geschweißten Element anzuschließen (z.B. am
Arbeitstisch).
NACH DEM ABSCHALTEN DES VERSORGUNGSKABELS
KANN DAS GERÄT UNTER SPANNUNG STEHEN!
• Überprüfen Sie nach dem Ausschalten des Gerätes
und dem Abschalten des Spannungskabels
die Spannung am Eingangskondensator, um
sicherzugehen, dass der Spannungswert gleich Null
ist. Andernfalls dürfen die Bauteile des Gerätes nicht
berührt werden.
3.5. GAS UND RAUCH
ACHTUNG! GAS KANN GEFÄHRLICH FÜR DIE
GESUNDHEIT SEIN UND SOGAR ZUM TOD FÜHREN.
• Halten Sie Abstand vom Gasauslauf.
• Sorgen Sie für eine gute Belüftung beim Schweißen.
Das Einatmen von Gasen ist zu vermeiden.
• Von der Oberäche der geschweißten Gegenstände
sind die chemischen Substanzen (Schmiersubstanzen,
Lösungsmittel) zu entfernen, da sie unter Einuss
der Temperatur verbrennen und dabei gefährliche
gasförmige Substanzen freisetzen.
• Das Schweißen von verzinkten Teilen ist nur bei
vorhandenen, leistungsfähigen Abzügen, mit der
Möglichkeit der Filtrierung und Zuführung von
reiner Luft, zulässig. Die Zinkdämpfe sind sehr giftig.
Ein Symptom der Vergiftung ist das sog. Zinkeber.
4. BETRIEB
4.1. ALLGEMEINE BEMERKUNGEN
• Das Gerät ist zweckgemäß, unter Einhaltung der
Arbeitsschutzvorschriften und den Angaben aus dem
Typenschild zu verwenden (IP-Grad, Arbeitszyklus,
Versorgungsspannung etc.).
• Die Maschine darf nicht geönet werden, da
andernfalls die Garantie erlischt. Weiterhin können
nicht abgedeckte Teile im Falle einer Explosion, zu
erheblichen Körperverletzungen führen.
• Der Hersteller haftet nicht bei technischen
Änderungen des Geräts oder materiellen Schäden
infolge dieser Änderungen.
• Bei Störungen des Gerätes wenden Sie sich bitte an
die Serviceabteilung des Verkäufers.
• Belüftungsschlitze dürfen nicht zugedeckt werden.
Das Schweißgerät ist in ca. 30 cm Entfernung von
den umliegenden Gegenständen aufzustellen.
• Das Schweißgerät darf weder in Körpernähe noch
unter dem Arm gehalten werden.
• Die Maschine darf nicht in Räumen verwendet
werden, in denen hohe Abgaswerte oder viel Staub
auftreten. Auch in Räumen in denen sich Geräte
benden, die hohe Werte elektromagnetischer
Emissionen aufweisen, sollte das Schweißgerät nicht
verwendet werden.
4.2. LAGERUNG DES GERÄTES
• Das Schweißgerät ist vor Wasser und Feuchtigkeit zu
schützen.
• Das Schweißgerät darf nicht auf heiße Oberächen
gestellt werden.
• Das Schweißgerät ist in einem trockenen und
sauberen Raum zu lagern.
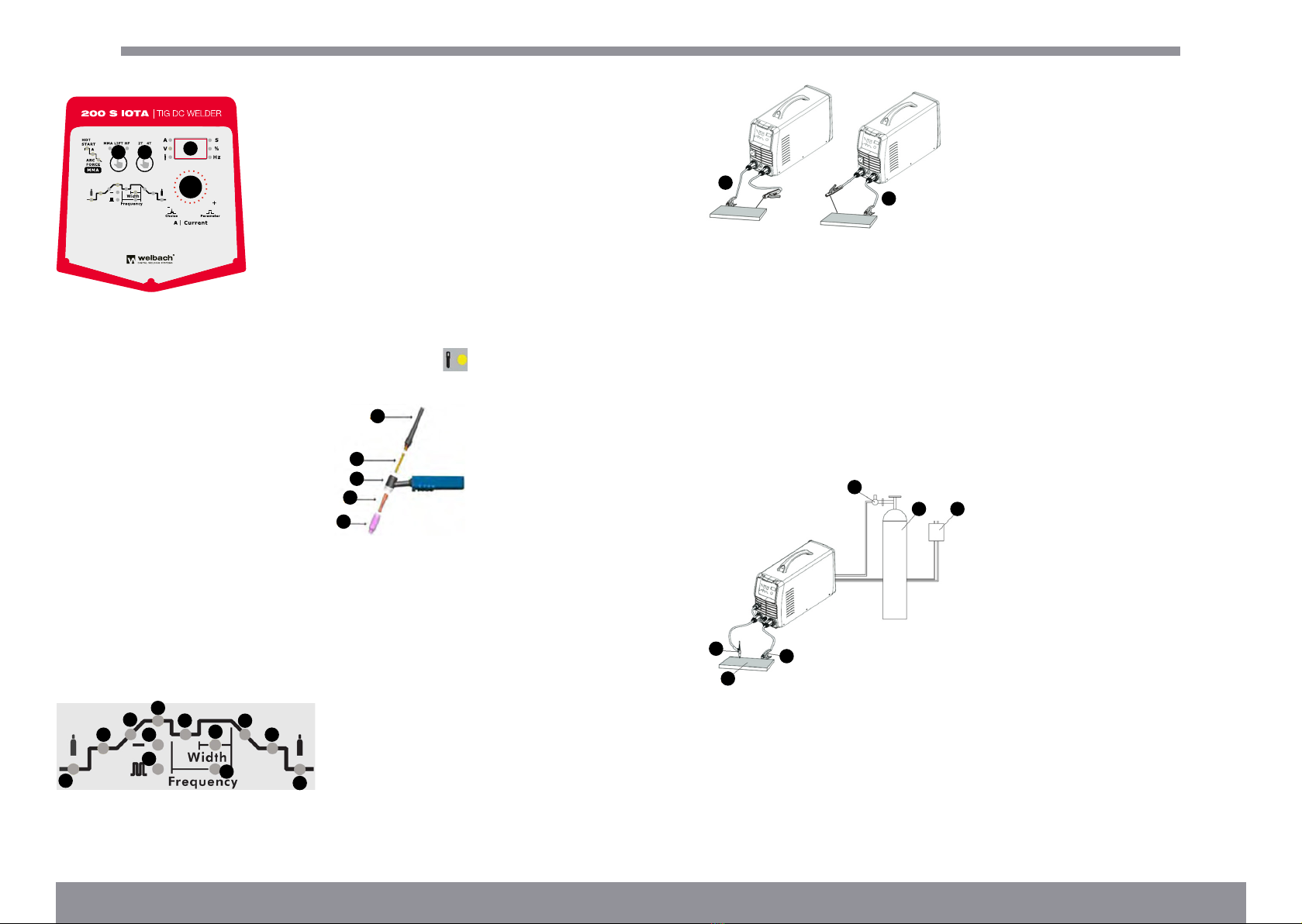
4.3. ANSCHLUSS DES GERÄTES
4.3.1 Stromanschluss
• Die Überprüfung des Stromanschlusses ist durch
eine qualizierte Person durchzuführen. Darüber
hinaus sollte eine entsprechend qualizierte Person
überprüfen, ob die Erdung und elektrische Anlage
den Sicherheitseinrichtungen und – vorschriften
entsprechen und sachgerecht funktionieren.
• Das Gerät ist in der Nähe des Arbeitsortes
aufzustellen.
• Der Anschluss von übermäßig langen Leitungen an
die Maschine sollte vermieden werden.
• Einphasige Schweißmaschinen sollten an eine
Steckdose angeschlossen werden, die mit einem
Erdungsstecker ausgerüstet ist.
• Die Schweißgeräte, die aus dem dreiphasigen Netz
versorgt werden, werden ohne Stecker geliefert.
Der Stecker muss selbständig beschat werden. Mit
der Montage ist eine dazu qualizierte Person zu
beauftragen.
ACHTUNG! DAS GERÄT DARF NUR BETRIEBEN WERDEN,
WENN DIE ANLAGE ÜBER EINE FUNKTIONSFÄHIGE
SICHERUNG VERFÜGT.
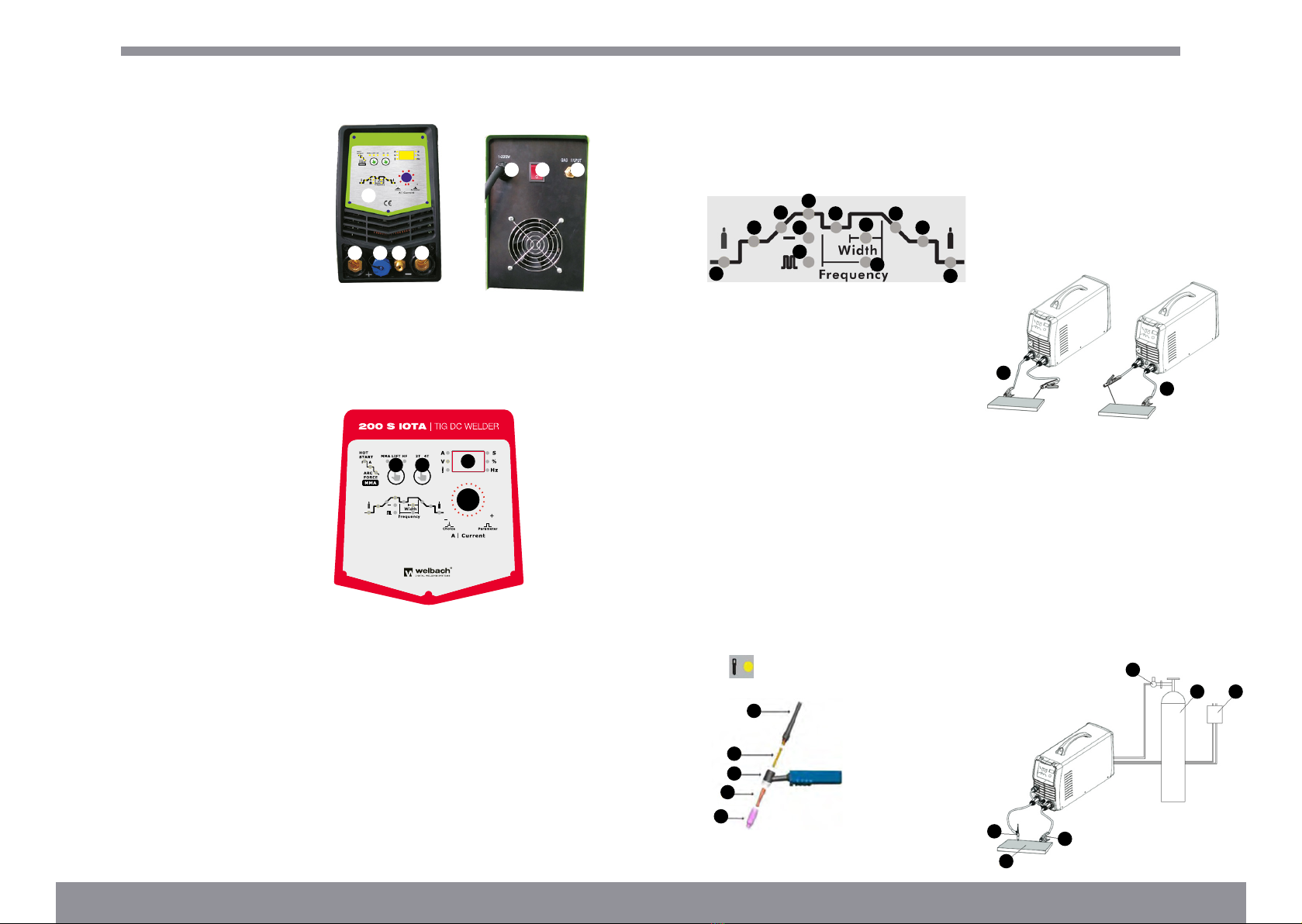
5. BEDIENUNG
5.1. SCHWEIßGERÄT
15.02.2018