Bitte beachten Sie:
- Lötkolben nicht gegen harte Gegenstände schlagen, da der Keramikheizkörper
zerbrechlich ist. Zinn nicht abschlagen.
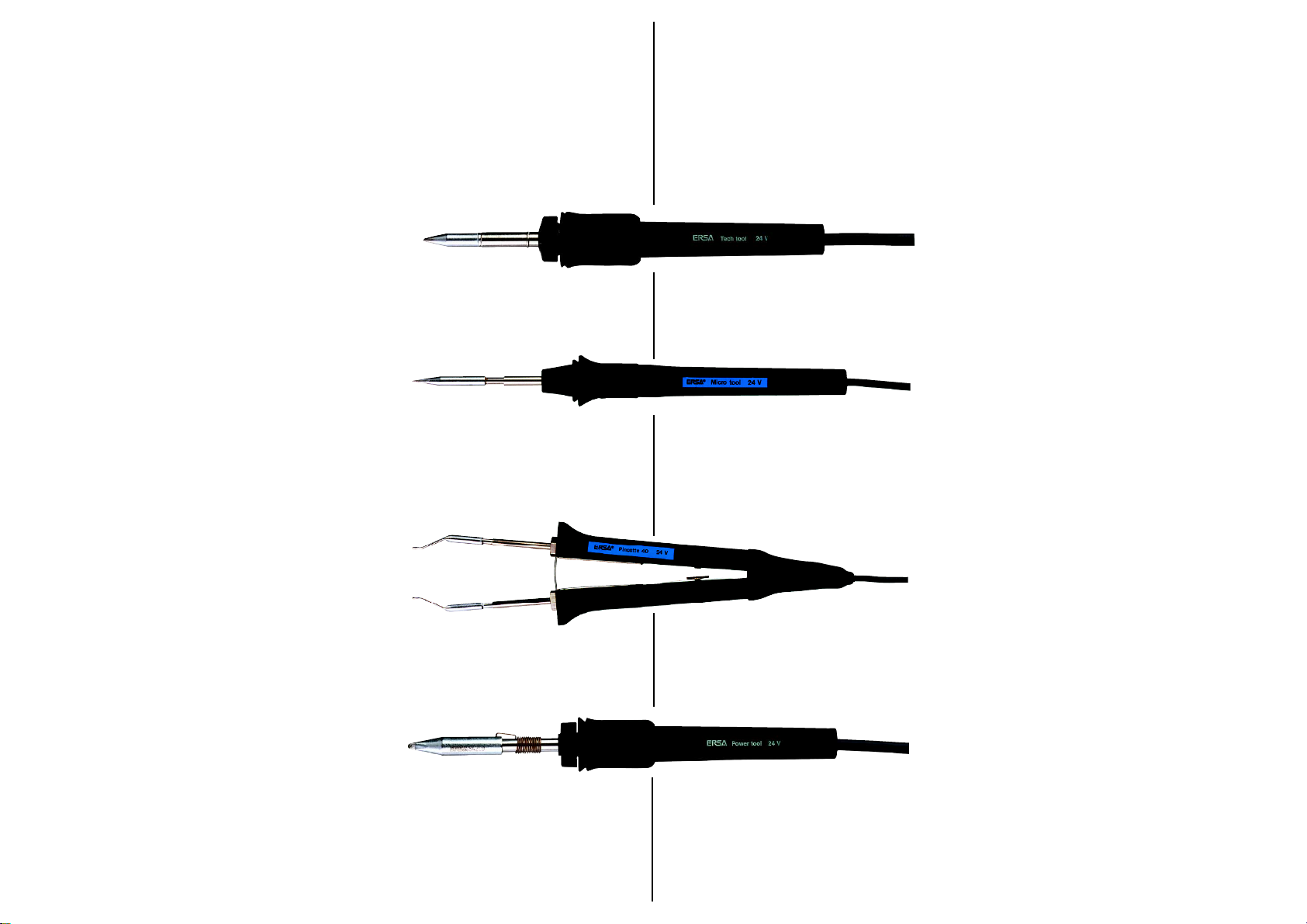
- Vor der Verwendung des Lötkolbens prüfen, ob die Lötspitze richtig befestigt ist
(Tech tool: Rändelmutter anziehen; Power tool: Feder einhaken;
Micro tool, SMD-Entlöt-Pincette 40: Spitzen bis zum Anschlag einstecken).
- VOR dem Löten Spitze auf dem feuchten Schwamm abstreifen.
- NACH dem Löten Spitze nicht abstreifen.
- Lötspitze nur am FEUCHTEN Schwamm abstreifen. Die Spitze wird sonst schnell
unbrauchbar.
- Lötkolben nicht ohne Spitze betreiben.
Nur bei Einsatz der SMD-Entlöt-Pincette 40:
- Kraftbegrenzung so einstellen, daß sich beim Greifen des Bauteils die Schenkel nicht
verbiegen (siehe Kapitel 6, Spitzenwechsel/Abb. 9)
3 Bedienung
3.1 Wechseln des Speicherplatzes
Die MICRO-CON verfügt über 8 voneinander unabhängig programmierbare Speicherplätze.
Das Abrufen der Programmspeicher ermöglicht es Ihnen, die Station schnell auf Ihre unter-
schiedlichen Lötaufgaben umzustellen. Wenn Sie einmal Ihre Einstellungen vorgenommen
haben, brauchen Sie später keine Temperaturen oder andere Parameter mehr an der Station
zu verändern. Das Wechseln des Speicherplatzes erfolgt mit den (+) und (-) Tasten. Nach
jedem Speicherplatzwechsel wird die aktuelle Solltemperatur für 2 Sek. angezeigt, anschlie-
ßend die Isttemperatur. Die Einstellungen werden sofort aktiv. Solange Sie noch keine
eigenen Werte eingegeben haben, gelten die werkseitigen Voreinstellungen (siehe Kapitel 12).
Wie Sie die vorgegebenen Einstellungen verändern können, wird im folgenden beschrieben.
3.2 Temperatureinstellung
Gewünschten Speicherplatz, wie oben beschrieben, auswählen. Die Temperatur kann mit
der folgenden Tastatureingabe verändert werden:
Taste Wirkung
ENTER: Eine weitere Menüzeile erscheint und der
Sollwert wird angezeigt.
(+): Drücken, bis Menüpunkt TEMP blinkt.
ENTER: SET wird links oben im Display angezeigt.
(+), (-): Betätigen, bis die gewünschte Temperatur
Please note:
- Do not strike the soldering iron against hard objects in order to remove the tin solder
because this may break the ceramic heater.
- Before using the soldering iron, make sure that the soldering tip is correctly inserted
(Tech Tool: tighten knurled nut; Power tool: secure spring;
Micro Tool, SMD-desoldering tweezers Pincette 40: insert tips up to the stop).
- BEFORE soldering, wipe the tip on the damp sponge.
- AFTER soldering, do not wipe the tip.
- Wipe soldering tips on the DAMP sponge only. Otherwise the tips will quickly become
unusable.
- Do not operate soldering irons without a tip.
When using the SMD-desoldering tweezers Pincette 40:
- Set force limitation so that the arms do not bend when the component is grasped (see
chapter 6: Changing the tip, Fig. 9)
3 Operating the soldering station
3.1 Changing the memory location
MICRO-CON has 8 independently programmable memory locations. By calling up the pro-
gram memory, you can quickly set the station for your various soldering jobs. Once you
have entered your settings, you will never again have to modify the temperature or other
parameters on the station. To change memory locations, use the (+) and (-) buttons. The
current rated temperature is displayed for 2 seconds followed by the actual temperature
every time the memory location is canged. The settings become active immediately. Until
you enter your own values, the factory settings continue to apply (see chapter 12). The
sections below tell you how to enter your settings.
3.2 Setting the temperature
Select the relevant memory location as described above. You can now change the
temperature using the following buttons:
Button Result
ENTER: Another menu line appears containing the specified value.
(+): Press this button until the TEMP menu item flashes.
ENTER: SET appears in the upper left-hand corner of the display.
(+), (-): Press these buttons until the desired temperature is displayed.