DEUTSCH Übersicht
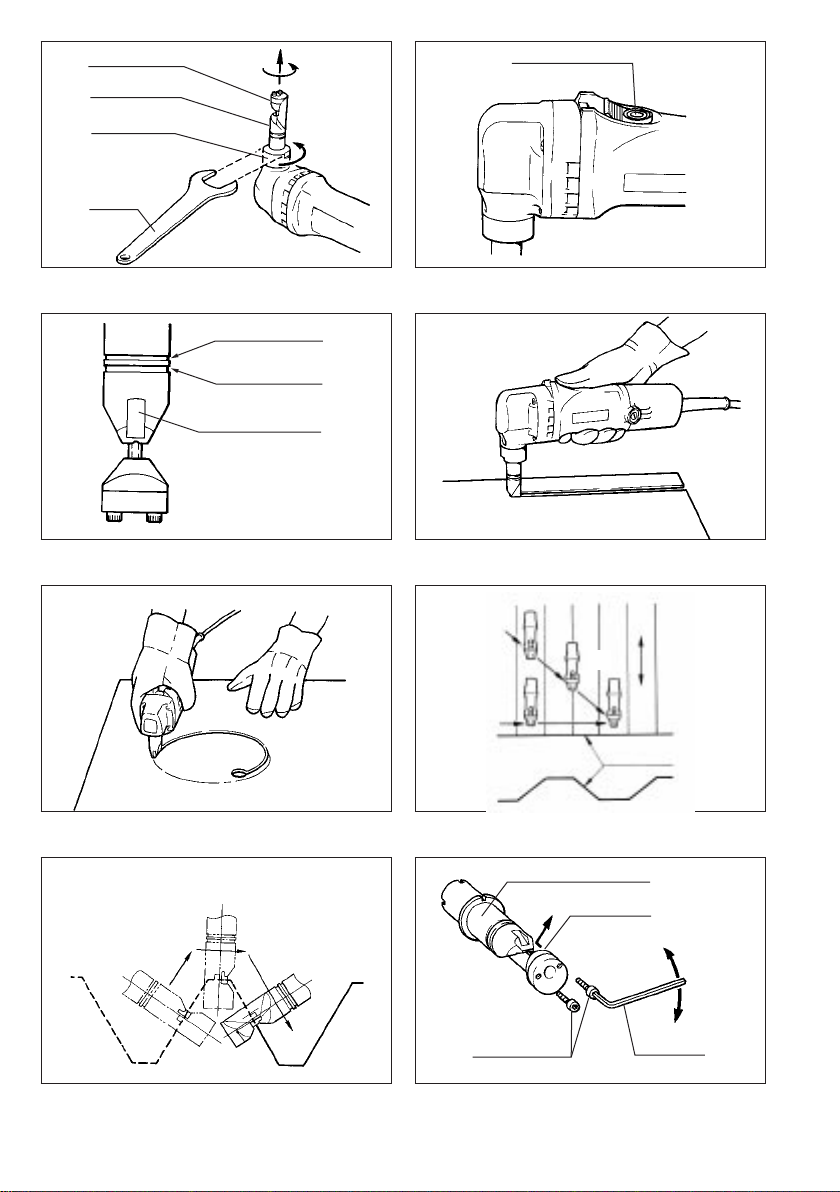
1 Matrize
2 Matrizenhalter
3 Sicherungsmutter
4 Gabelschlüssel
5 EIN-/AUS-Schalter
6 Meßnut für Edelstahl: 1,2 mm
7 Meßnut für Weichstahl:
1,6 mm
8 Nut
9 Ansicht von oben
10 Schnittverlauf im Winkel zur
Sicke
11 Schnittverlauf quer zur Sicke
12 Seitenansicht
13 Wellblech oder Trapezblech
14 Der Schneidkopf muß im
rechten Winkel (90°) zur
Schnittfläche stehen.
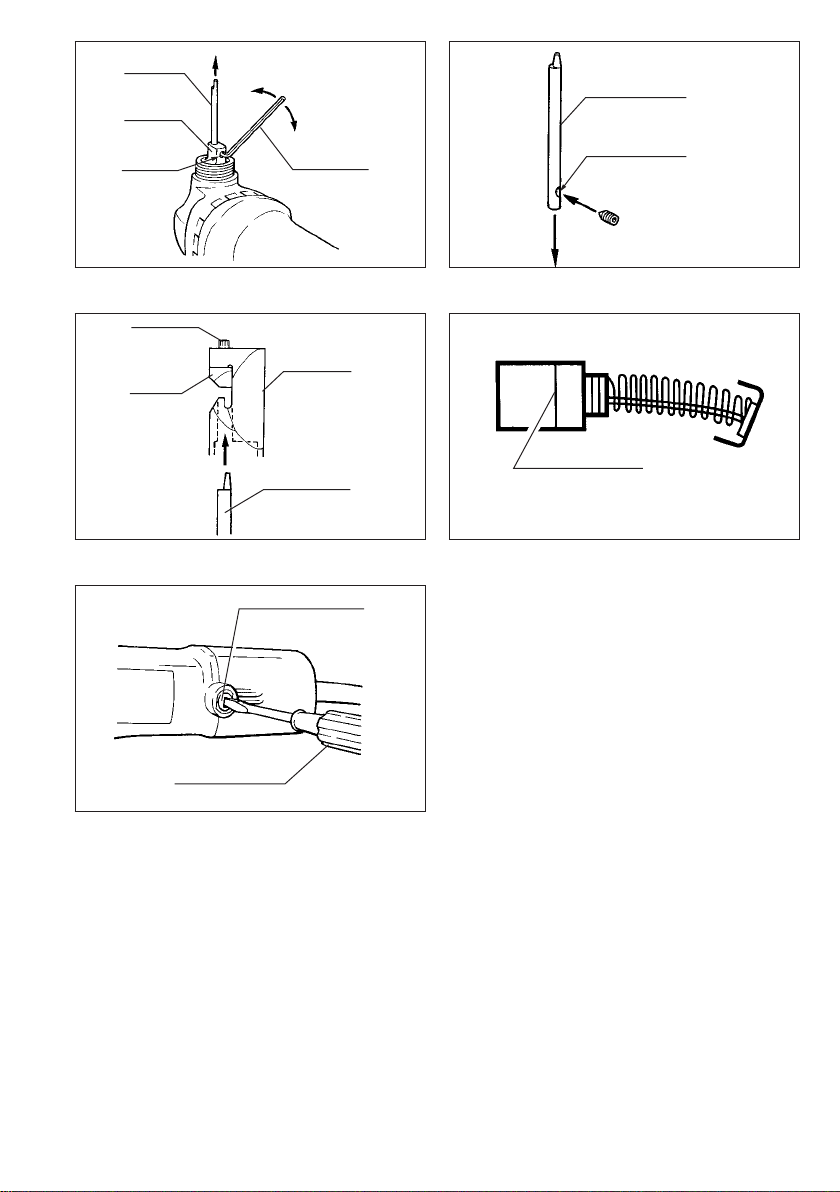
15 Lösen
16 Anziehen
17 Innensechskantschlüssel
18 Innensechskantschrauben
19 Kerbstift
20 Werkzeughalter
21 Innensechskantschraube
22 Verschleißgrenze
23 Kohlenbürstenkappe
24 Schraubendreher
TECHNISCHE DATEN
Modell JN1601
Schneidleistung max. in
Stahl bis zu 400 N/mm
2
................... 1,6 mm/16 ga
Stahl bis zu 600 N/mm
2
................... 1,2 mm/18 ga
Stahl bis zu 800 N/mm
2
................... 0,8 mm/22 ga
Aluminium bis zu 200 N/mm
2
.......... 2,5 mm/13 ga
Min. Schnittradius
Außen ........................................................ 50 mm
Innen ........................................................... 45 mm
Leerlaufhubzahl ............................................... 2.200
Gesamtlänge .............................................. 261 mm
Gewicht .......................................................... 1,6 kg
•Wir behalten uns vor, Änderungen im Zuge der
Entwicklung und des technischen Fortschritts ohne
vorherige Ankündigung vorzunehmen.
•Hinweis: Die technischen Daten können von Land
zu Land abweichen.
Netzanschluß
Die Maschine darf nur an die auf dem Typenschild
angegebene Netzspannung angeschlossen werden
und arbeitet nur mit Einphasen-Wechselspannung.
Sie ist entsprechend den Europäischen Richtlinien
doppelt schutzisoliert und kann daher auch an Steck-
dosen ohne Erdanschluß betrieben werden.
Sicherheitshinweise
Lesen und beachten Sie diese Hinweise, bevor Sie
das Gerät benutzen.
ZUSÄTZLICHE
SICHERHEITSBESTIMMUNGEN
1. Führen Sie die Anschlußleitung grundsätzlich
immer nach hinten von der Maschine weg.
2. Berühren Sie niemals unmittelbar nach Been-
digung der Arbeit das Schneidwerkzeug oder
das Werkstück, da diese Teile extrem heiß
werden, und eine Berührung zu Verbrennun-
gen führen kann.
BEWAHREN SIE DIESE HINWEISE
SORGFÄLTIG AUF.
BEDIENUNGSHINWEISE
Änderung der Matrizenposition (Abb. 1)
Wichtig:
Bevor Sie die Matrizenposition ändern, vergewissern
Sie sich grundsätzlich, daß das Gerät abgeschaltet
und der Netzstecker gezogen ist.
Die Matrizenposition ist um 360° verstellbar. Sie läßt
sich wie folgt verändern:
1. Lösen Sie die Sicherungsmutter mit dem
Gabelschlüssel.
2. Ziehen Sie leicht am Matrizenhalter und drehen
Sie ihn in die gewünschte Arbeitsposition.
3. Ziehen Sie die Sicherungsmutter an, um den
Matrizenhalter in der gewünschten Stellung zu
sichern.
Vier Festanschläge mit 90° Versatz sind vorgegeben.
vorgesehen: bei 0°, bei 90° rechts und links sowie bei
180°.
Sie können die Matrize auf einen der Festanschläge
wie folgt ausrichten:
1. Lösen Sie die Sicherungsmutter mit dem
Gabelschlüssel.
2. Den Matrizenhalter leicht ziehen und ihn in die
gewünschte Position drehen. Der Matrizenhalter
rastet in die gewünschte Festanschlagstellung
ein, wenn Sie während des Einstellvorgangs leicht
gegen den Matrizenhalter drücken.
3. Prüfen Sie durch leichtes Drehen, ob der Matri-
zenhalter in seiner richtigen Position eingerastet
ist.
4. Zum Sichern des Matrizenhalters die
Sicherungsmutter festziehen.
Schalterbetätigung (Abb. 2)
Achtung:
Vergewissern Sie sich vor dem Anschließen des
Geräts an das Stromnetz stets, daß der Schalter
ordnungsgemäß funktioniert und beim Drücken des
hinteren Teils der Schalterwippe in die Ausschaltstel-
lung zurückkehrt.
Zum Einschalten auf den hinteren Teil der Schalter-
wippe drücken und den Schalter nach vorn schieben.
Anschließend den vorderen Teil der Schalterwippe
herunterdrücken, um den Schalter in dieser Stellung
zu arretieren.
Zum Abschalten auf den hinteren Teil der Schalter-
wippe drücken.
JN1601 (G) (’101. 1. 9)
9