9
Припустима товщина різання
Fig.2
Паз на хомуті єтовщиноміром для різання листа з
м'якої або нержавіючої сталі. Якщо матеріал
вміщається впаз, то його можна різати.
Товщина матеріалів, що різатимуться, залежить від
типу (міцності) матеріалу. Максимальна товщина
різання для різних матеріалів наведена втаблиці
нижче. Спроби різати матеріали, товщина яких
більше вказаної, призведуть до поломки інструмента
та/або створять можливість поранення. Слід
дотримуватись товщини, що вказана втаблиці.
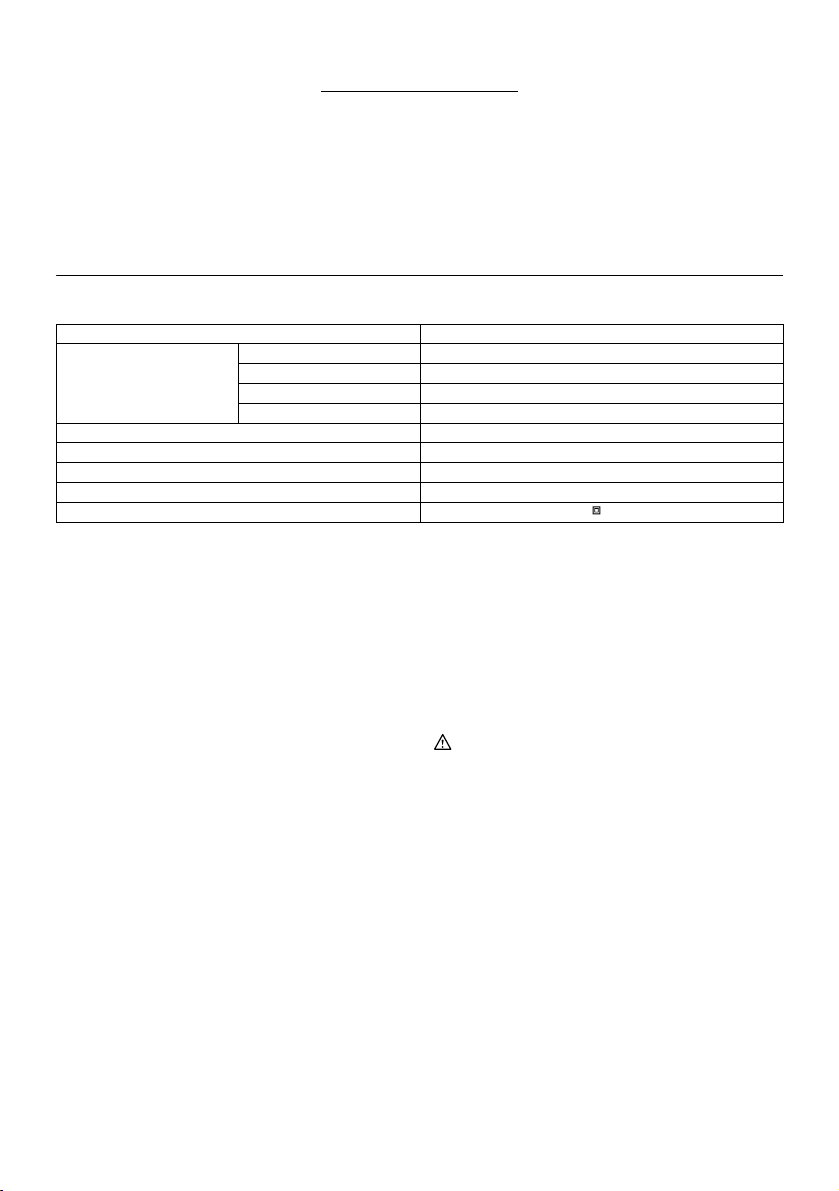
Макс. ріжуча спроможність мм калібр
Сталь до 400 Н/мм
2
3,2 10
Сталь до 600 Н/мм
2
2,5 13
Сталь до 800 Н/мм
2
1,5 17
Алюміній до 200 Н/мм
2
4,0 9
006426
КОМПЛЕКТУВАННЯ
ОБЕРЕЖНО:
• Перед тим, як зайнятись комплектуванням
інструменту, переконайтеся втому, що він
вимкнений та відключений від мережі.
Перевірка леза
Перед використанням інструмента слід перевірити
леза на предмет зносу. Тупі та зношені леза
погіршують різання та скорочують термін служби
інструмента.
Термін служби лез буває різним взалежності від
матеріалів, що різатимуться, атакож фіксованого
зазору між лезами. Приблизно кажучи одною ріжучою
кромкою лезо може розрізати 500 мм'якої сталі
товщиною 3,2 мм (загалом 2000 мдля чотирьох
ріжучих кромок).
Повертання або заміна лез
Як верхні, так інижні леза мають чотири ріжучих
кромки зкожної сторони (передні та задні). Коли
ріжуча кромка затупляється, слід повернути верхні та
нижні леза на 90 градусів для зміни на нові ріжучі
кромки.
Коли всі вісім кромок верхніх та нижніх лез стають
тупими, слід замінити обидва леза на нові. Кожного
разу, коли леза повертаються, або заміняються, слід
виконувати наступну процедуру.
Fig.3
Зніміть болти кріплення леза за допомогою
шестигранного ключа, що додається, апотім
поверніть або замініть леза.
Встановіть верхнє лезо та затягніть його болтом
кріплення леза за допомогою шестигранного ключа.
Під час затягування верхнього леза його слід
підштовхувати вгору.
Fig.4
Після фіксації верхнього леза слід перевірити, щоб
між верхнім лезом та скошеною поверхнею не було
зазору.
Fig.5
Потім слід встановити нижнє лезо таким же чином, як
іверхнє, регулюючи зазор між верхнім та нижнім
лезами. Під час регулювання верхнє лезо повинно
бути вопущеному положенні.
Fig.6
Спочатку слід наполовину затягнути болт кріплення
нижнього леза, апотім вставити товщиномір для
забезпечення необхідного зазору. Товщина різання
вказана на товщиномірі, тобто слід використовувати
сполучення, вказані втаблиці нижче. Повертайте
гвинт встановлення положення нижнього леза на
хомуті, доки зазор не стане таким, що товщиномір
просувається уньому із зусиллям. Потім слід надійно
затягнути болт кріплення нижнього леза. Наприкінці
слід затягнути шестигранну гайку гвинта
встановлення положення нижнього леза.
Fig.7
Сполучення товщиноміра
Товщина матеріалу
2,3 мм (14 калібр) 2,5 мм (13 калібр) 3,2 мм (10 калібр)
Сполучення
товщиноміра 1,0 +1,5 1,0 +1,5 1,5 + 2,0
006427
ЗАСТОСУВАННЯ
Утримання матеріалу
Fig.8
Матеріали призначені для різання повинні бути
закріплені на верстаті за допомогою затискних
пристроїв.
Метод різання
Fig.9
Для виконання гладкого розрізу під час просування
інструмент слід злегка відхилити назад.
Максимальна ширина різання
Fig.10
Слід дотримуватись вказаної ширини різання ("А"): У
разі довжини 1800 мм.
М'яка сталь (товщина) 3,2 mm Менше 2,3 мм
Макс. ширина різання (А)
90 мм Без обмежень
Нержавіюча сталь (товщина)
2,5 mm Менше 2,0 мм
Макс. ширина різання (А)
70 мм Без обмежень
006432
Мінімальний радіус різання
Мінімальний радіус різання складає 50 мм під час
різання м'якої сталі товщиною 2,3 мм.