10. REPLACING THE COLLET CHUCK
①Stop the coolant air of motor.
②Supply air pressure : from 0.55 - 0.6MPa to Air Inlet Joint to keep the collet chuck opened.
Do not take off the tool when the air pressure is supplied.
③Place the provided wrench 12mm on the wrench hook of the spindle shaft, and tighten the Spindle.
④Place the provided wrench 9mm on the collet chuck and turn it counterclockwise to loosen the collet chuck.
And take off the collet chuck with the tool from the spindle shaft.
⑤Remove the tool from another collet chuck.
⑥Insert the tool into another collet chuck and turn it
clockwise to be attached on the spindle shaft.
⑦Tight it lightly with the provided wrench 12mm and wrench 9mm. (Specified tightening torque : 1.0 N・m).
⑧Exhaust the air through 3-way valve.
⑨After the chuck is replaced, supply the coolant air of motor to the motor.
Fig. 6
Tighten
Collet chuck Loosen
Tool
12
14
11
9
Spindie Shaft
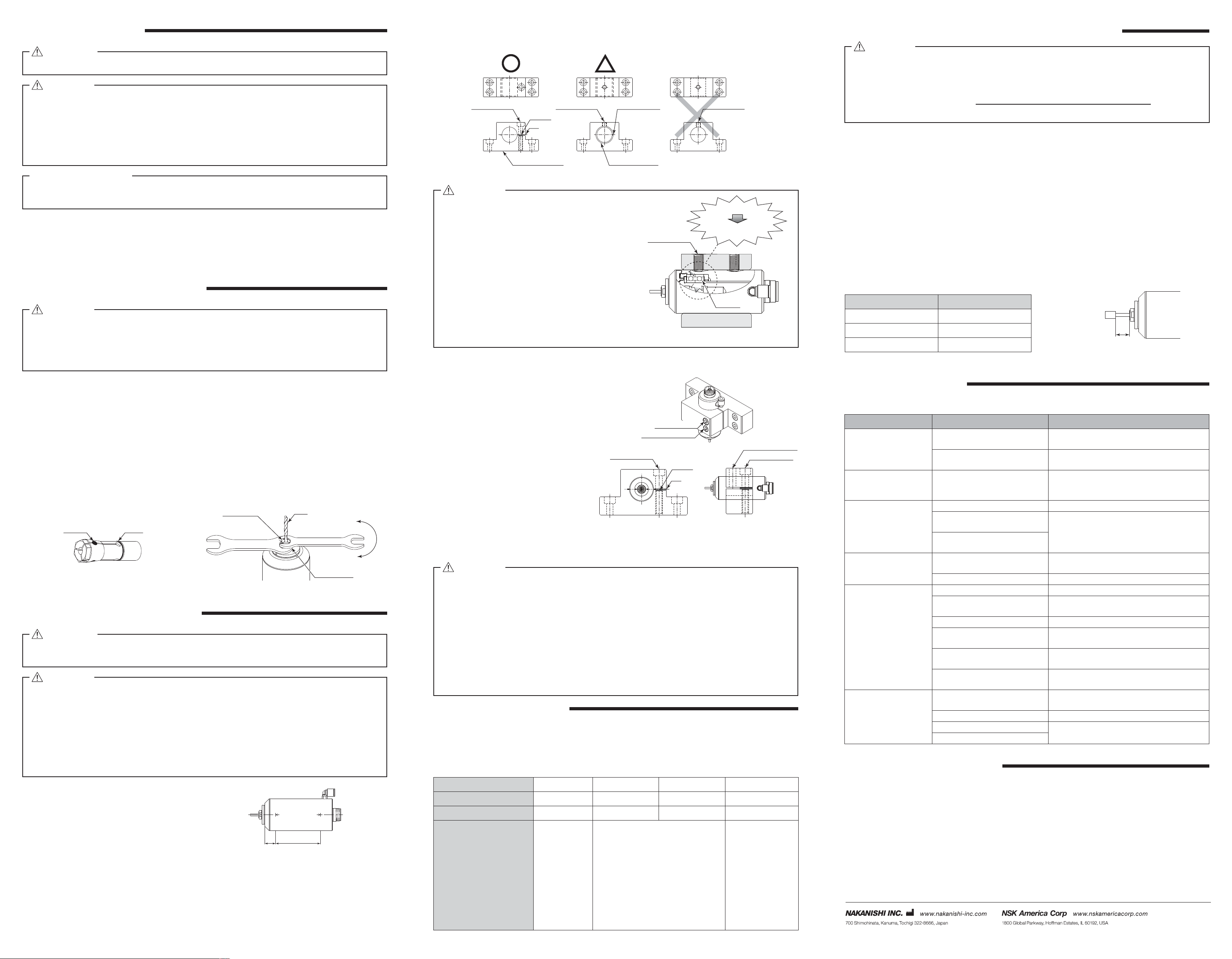
11. INSTALLATION OF THE SPINDLE
①When mounting a Spindle, refer to the Clamping Area
etched on the Spindle (Fig. 7).
Fig. 7
(Clamping area)
70
17
CLAMPING AREA
③How to fabricate the Split Type Holder
(1)Rough bore the inside diameter of the
Split Type Holder.
(2)Cut a slit. (Ex. Slit 2mm) wide.
(3)Tighten the Screw for Removal and
Force Open the Slit Area.
(4)Insert a spacer (Ex. thickness = 2mm)
into the Slit Area.
(5)Loosen the Screw for Removal, and
tighten the fastening bolt with its
specified torque.
(6)Finish the Split Type Holder so that
the inside diameter of the Split Type
Holder is ȭ50 with its tolerance range
from
-
0.01mm to
-
0.015mm, and its
roundness and cylindricity of less than
5m.
(7)When inserting the Spindle loosen the
Fastening Bolt, and tighten the Screw
for Removal, widening the Slit Area.
Fastening Bolt
Screw for Removal
Fastening Bolt
Slit
Front View Side View
Screw for Removal
Spacer
Fastening Bolt
Fig. 12
12. BREAK-IN PROCEDURE
During transportation, storage or installation, the grease inside the bearings will settle. If the Spindle is suddenly run
at high-speed, the grease will be ejected from the bearings, causing excessive heat that will cause bearing damage.
After installation, repair, initial operation, or long periods of non operation, please follow the break-in procedure
detailed in Table. 2.
14. TROUBLESHOOTING
If a problem or concern occur, please check the following items prior to consulting your dealer.
15. DISPOSAL OF THE SPINDLE
When disposal of a Spindle is necessary, follow the instructions from your local government agency for proper
disposal of industrial components.
2015.12.04 002 י
9. CHANGING THE TOOL
①Stop the motor (Or check if the motor is stopped).
②Supply air pressure: from 0.55 - 0.6MPa to Air Inlet Joint through 3-way valve. Then, the chuck will be opened.
At the same time, the tool is pushed out by the air exhaust for the coolant of motor. So, need the tool holder
not to be damaged to the tool.
③Replace the tool.
④Exhaust the air through 3-way valve. The collet chuck will be closed and the tool can be fixed.
WARNING
Do not open and close the collet chuck while the brushless motor is runing.
CAUTION
・When the air is supplied to the inlet joint of the Spindle, the tool will be pushed out by exhausting
the coolant air of brushless motor from the edge of Spindle. Be careful not to be damaged to the
tool or be injured.
・Use the air on-off valve through which the air can be exhausted. Do not use 2 way valve, because
the 2 way valve is not echausted and the collet chuck is not closed.
・Do not open and close the collet chuck before the tool is not installed. Because this will cause
damage to the collet chuck or loss of precision.
RECOMMENDATION
Please set the cutting tools to minimize the overhang amount. 13mm is the maximum amount of
overhang to maintain high accuracy and safety.
WARNING
Whenever connecting a Spindle to a brushless motor, or when installing a spindle to a fixed base,
ensure that the fixed base is grounded in order to avoid risk of an electric shock.
CAUTION
・When installing a Spindle, do not hit, drop or cause shock to the Spindle. This may cause
damage to internal components and result in malfunctions.
・When mounting the Spindle, be sure to secure within Clamping area etched on the Spindle O.D.
If the Spindle is installed incorrectly, amage to the internal components is possible.
・Cautions when tightening the securing bolts on to a Split Type Holder
Do not over-tighten the bolt. This will cause damage to Spindle's precision.
Tighten the bolt until the Spindle body can not be rotated by hand within the fixture.
Extreme tightening is not necessary or recommended.
Apply working force and check that the Spindle is tight before using.
CAUTION
Do not allow set screws to come directly in contact
with the Spindle body as shown in Fig. 10, as this
will result in damage to the Spindle housing and
internal components.
When installing, never clamp directly over the
bearings, as this will result in bearing damage.
(Refer to Fig. 11)
Fig. 11
Bearing
Fastening Bolt
Deformation
Damage of internal
Components
CAUTION
・How to confirm the correct tightening or clamping of the Spindles in the holder
Measure the current value of the CONTROLLER's power cord by the clamp meter.
Fasten the holder so that the increase in the no-load current value (during rotation at the
maximum rotation speed) with the Spindle fastened is 10mA (for type 200V / 230V) or less,
compared to the no-load current value (during rotation at the maximum rotation speed) without
fastening the Spindle. Do not over-tighten the Fastening Bolt. It may damage Spindle's precision
and shorten the life of the bearings.
・The final responsibility for ensuring holder's safety for use in a given application is left to the
designer of the equipment in which NAKANISHI's Spindle is installed.
NAKANISHI offers Spindle with a wide variety of capabilities and specifications.
Please carefully check the Spindle's specifications against the requirements of your equipment
and verify suitability and safety of the Holder prior to initial use.
Steps 1 2 3 4
Rotation Speed (min-1) (rpm) 15,000 30,000 40,000 50,000
Rotation Time(min)15 10 10 15
Items to Check
No Abnormal
Noises
The spindle housing temperature during
the break-in process should not exceed
20 degrees C (36 degrees F) above
ambient temperature. Should the spindle
exceed this limit, rest the spindle for at
least 20 minutes and re-start the break
in procedure from the beginning. If the
housing temperature rises again and
exceeds 20 degrees C (36 degrees F)
above ambient temperature, check the
spindle and motor for proper installation.
The spindle housing
temperature during
the break-in process
should not exceed
20 degrees C (36
degrees F) above
ambient temperature.
Table. 2
Trouble Cause Inspection/Corrective Action
Spindle does not rotate
or rotate smoothly.
The spindles ball bearings have
been damaged.
Replace the ball bearings.
(Return to NAKANISHI dealer service.)
The motor has been damaged. Replace the motor.
(Return to NAKANISHI dealer service.)
Overheating during
rotation.
Cutting debris has contaminated
the ball bearings, and the ball
bearings are damaged.
Replace the ball bearings.
(Return to NAKANISHI dealer service.)
Abnormal vibration or
noise during rotation.
The tool shank is bent. Replace the tool.
Cutting debris has contaminated
the ball bearing.
Replace the ball bearings.
(Return to NAKANISHI dealer service.)
The spindles ball bearings have
been damaged.
Tool slippage. Collet chuck is not correctly
installed.
Check and clean the collet chuck. Reinstall the
collet chuck.
The collet chuck is worn. Replace the collet chuck.
High run-out. The tool is bent. Change the tool.
Collet chuck is not correctly
installed.
Secure the collet chuck correctly.
The collet chuck is worn. Replace the collet chuck.
Inside of the Spindle is worn. Replace the Spindle shaft.
(Return to NAKANISHI dealer service.)
Contaminants inside the collet
chuck or the Spindle.
Clean the collet chuck and the inside of the
taper and Spindle.
The Spindle ball bearings has
been damaged.
Replace the ball bearings.
(Return to NAKANISHI dealer service.)
Check can not be opened
and closed.
Poor the air hose. Check all threaded joints and re-tighten if
necessary.
The air hose have been damaged. Replace the air hoses.
Low air pressure. Check and adjusting the air circuit.
Error connection of the air circuit.
Table. 3 Overhang and Speed
Overhang (mm) Max. Speed (min-1) (rpm)
20 N x 0.5
25 N x 0.3
50 N x 0.1
N=Max. Operating Speed with 13mm overhang. Fig. 13
13
13. CAUTIONS WHEN USING GRINDSTONES AND TOOLS
3.14 x Diameter (mm)x rotation speed (min-1) (rpm)
1,000 x 60
Surface Speed (m/s) =
CAUTION
The maximum surface speed or rpm is always specified for a grindstone. Do not exceed the
maximum speed with reference to the calculating chart below. Always follow the grindstone
manufacturer's recommendations.
①The proper surface speed for general grindstones is 10 - 30m/s.
②Do not exceed 13mm of overhang for mounted grindstones as shown in Fig. 13. If the overhang must
exceed 13mm, reduce the motor speed in accordance with Table. 3.
③Dress the grindstone prior to use.
④Do not use cutting tools with bent or broken shanks, cracks or excessive run-out.
⑤For grinding, the maximum depth of cut should not exceed 0.01mm radially or axially. Reciprocate the tool
several times after each pass to eliminate tool pressure.
⑥Always operate cutting tools within the allowable recommended speed of the cutting tools. Use of a cutting
tool outside of the allowable speed of the cutting tools could cause damage to the Spindle and injury to the
operator.
⑦Keep the cutting tool shank and collet chuck clean. If contaminants are left in the collet chuck or chuck nut,
excessive run-out will cause damage to the cutting tool and or Spindle.
⑧Do not strike or disassemble the Spindle.
⑨Please set the cutting tools to minimize the overhang amount. 13mm is the maximum amount of overhang to
maintain high accuracy and safety.
②When installing a Spindle to the holder, recommended installation method is shown Fig 8. Refer to " ③How to
fabricate the Split Type Holder ". If this is not possible, install as shown in Fig. 9.
Fig. 8
Fastening Bolt Fastening Bolt Fastening Bolt
Slit of Bushing
Slit
Spacer
Bushing with Slit
Split Type Holder
Fig. 9 Fig. 10
CAUTION
・Collet chuck will be worn and torn if it will be opened and colsed about 5,000 - 10,000 times.
Replace it with the new collet chuck at this time.
・Before replacing the collet chuck, ensure that the Bushings (3 pcs.) and the O-ring (1 pc.) are
properly and securely attached (Fig. 5). If any of these items are missing, install them before
replacing the collet chuck.
Fig. 5
O-ringBushing









































