MACHINE UNLOADING
INSPECTION & INSTALLATION
UNLOADING
Machine can be easily unloaded and transported by a forklift with a minimum capacity of 2500 lbs.
1. Carefully insert the forks into the lifting tubes to the maximum possible depth. Depending on the model, a forklift access
may be either at the turntable end of the machine frame, the tower end or both. In case of the mongoose machine enter
the forks under the frame or insert the forks in the tube brackets welded to the top of the machine.
2. Lift the machine (or other part of system) only to the necessary height to move it with no bouncing or friction on the
floor.
3. Sit the machine down assuring uniform contact with the floor, which is necessary to ensure correct and smooth
operation.
INSPECTION
1. Remove all packing and supporting additions -these may include the blocks under the carriage and the restraining bar
over the table. NOTE: when removing the stretchwrap film covering the machine, care must be taken not to cut any of
the electrical wires and/ or polyurethane covering on the film carriage rollers.
2. Perform a visual inspection of the electrical and mechanical parts for loosened joints and / or broken connections. Any
suspected shipping damage must be reported immediately to the freight carrier. Any transport damage cannot be claimed
to Orion Packaging Inc.
Items that are vulnerable to damage and must be inspected are as follows:
-Motors and transmissions
-Junction boxes
-Electrical conduits
-Proximity and limit switches
-Photocells
3. Check under the turntable to ensure that there is no crippling of the movable parts i.e. casters, center axle or drive assembly.
4.Verify the following:
-Turntable or rotary arm drive system to confirm that the reducer to drive the chain is snug and properly aligned.
-Verify the wires tight conduits for crushed sections or loose fittings.
-Verify the film carriage to be sure that it is correctly aligned with the tower
-Verify the tension on the lift chain.
-Verify all the dials and knobs on the control panel for smooth action.
MACHINE INSTALLATION
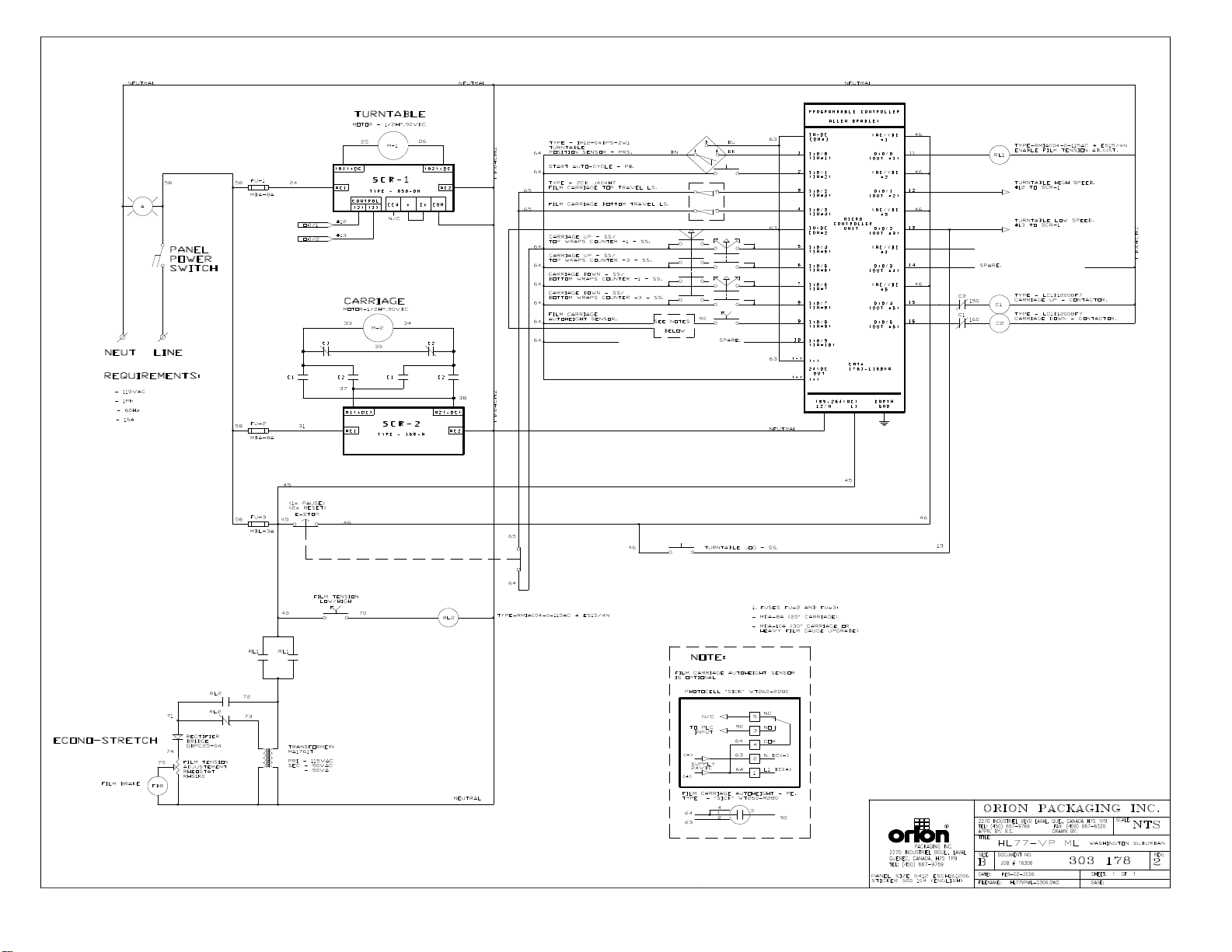
After the visual inspection has been completed, the electrical power and the compressed air shall be connected as
specified on the diagrams supplied with the machine.
An electrical diagram is provided with each machine in the envelope attached to the panel box.
ASSEMBLY PROCEDURE
The structural frames of the machine have to be installed on a leveled floor. Locate the main wrapper section into its final
position, keeping the tower assembly* away from any traffic. The wrapper mainframe section must be bolted to the floor
by the 1/2” concrete floor anchors (leg & shield or expandable type).
Any wiring that has been disconnected to facilitate transport is marked with a number located on the junction box to which
the wiring must be reconnected. Any wire run that appears too short or long may indicate that the position of the
mechanical components is incorrect. Verify the status of all assemblies before proceeding.
* The tower deviation from vertical must not exceed 1/4” on the distance of 10 feet (angle: 0 degrees 6’).
CONTROL PANEL
In the case of the free standing panel (console) place it adjacent to the system and anchor firmly to the floor. Connect the
liquid tight (rigid conduit) to the main junction box located on the wrapper main frame next to the tower.