4.0 Specifications
Model number.................................................................................................................................................................................PBD-2870
Stock number…………………………………………………………………….......................................................................................................... PBD-2870
Motor and electricals:
Motor type…………………………………………………….................................................................................................................Induction motor
Motor power....................................................................................................................................................................................1.1 kW
Power supply..................................................................................................................................................................1~230V, PE, 50 Hz
Protection class................................................................................................................................................................................... IP 54
Listed load amps................................................................................................................................................................................. 6.4 A
Machine lamp......................................................................................................................................................Halogen lamp 24V, 35 W
Coolant pump..................................................................................................................................................................................... 40 W
Capacities:
Centre height................................................................................................................................................................................. 140 mm
Swing over bed...............................................................................................................................................................................280 mm
Swing over cross slide.................................................................................................................................................................... 170 mm
Distance between Centres.............................................................................................................................................................700 mm
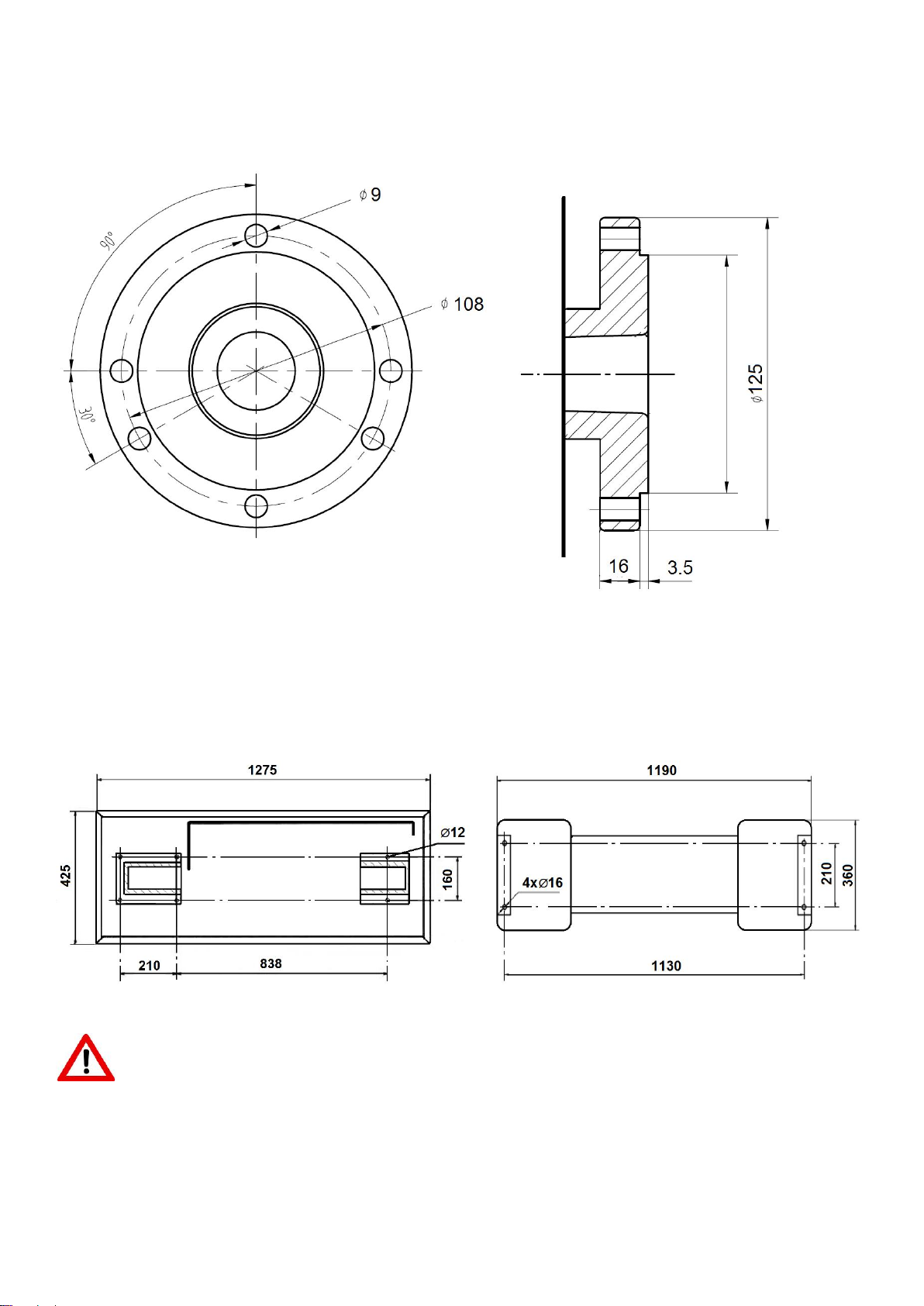
Spindle:
Spindle nose mounting.................................................................................cylindrical mount (Ø125mm, Ø96mm, Ø108-3xØ9 & 4xØ9)
Spindle bore..................................................................................................................................................................................... 26 mm
Spindle taper........................................................................................................................................................................................MT4
Number of spindle speeds........................................................................................................................................................................ 6
Range of spindle speeds................................................................................................................................................... 150 ~ 2000 /min
Tailstock:
Tailstock ram travel..........................................................................................................................................................................85 mm
Tailstock taper......................................................................................................................................................................................MT2
Bed and Slides:
Bed width.......................................................................................................................................................................................180 mm
Cross slide travel............................................................................................................................................................................ 160 mm
Top slide travel.................................................................................................................................................................................60 mm
Tool size max..............................................................................................................................................................................12x12 mm
Lead screw pitch................................................................................................................................................................................ 3 mm
Longitudinal feeds.........................................................................................................(6x) 0.07 / 0.1 / 0.14 / 0.2 / 0.28 / 0.40 mm/rev
Metric threads........................................................................................................................................................(21x) 0.2~4.0 mm/rev
Inch threads........................................................................................................................................................................(21x) 8 ~ 56 TPI
Materials:
Machine Bed............................................................................................................ Cast iron, induction hardened and precision ground
Headstock, tailstock, slides........................................................................................................................................................... Cast iron
Spindle bearings..............................................................................................................................Taper roller bearings, quality level P5
Sound emission in idle 1........................................................................................................................................................ 73.4 dB (LpA)
Sound emission during cutting 1............................................................................................................................................78.3 dB (LpA)
1Sound emission measured according to EN ISO 11202, in 1m distance, 1.6m above ground. The specified values are emission levels
and are not necessarily to be seen as safe operating levels. As workplace conditions vary, this information is intended to allow the user
to make a better estimation of the hazards and risks involved only.
Dimensions and Weights:
Overall dimensions, assembled (W x D x H)..................................................................................................1380 x 700 x 650 (1285) mm
Shipping dimensions (W x D x H) (Separate packing).......................................................... 1320 x 700 x 690mm & 820 x 680 x 430 mm
Shipping dimensions (W x D x H) (Whole packing)................................................................................................. 1400 x 700 x 1470mm
Net weight (approximate)................................................................................................................................................................. 280kg
Shipping weight (approximate)........................................................................................................................................................ 320 kg
L = length; W = width; H= height; D= depth
The specifications in this manual were current at time of publication, but because of our policy of continuous improvement, JET reserves
the right to change specifications at any time and without prior notice, without incurring obligations.