Gebrauchsanleitung für
914, 916, 918
Wichtig
Zur eigenen Sicherheit: Lesen Sie diese
Bedienungsanleitung genau bevor Sie die Maschine
aufbauen und benutzen. Machen Sie sich mit der
Bedienung, Anwendung und eventuellen Risiken dieser
Maschine vertraut.
Bewahren Sie diese Betriebsanleitung auf.
Betriebsanleitung
Transport und Handhabung
Die Maschine wird mit den Haltegriffen angehoben.
Maschine aufstellen
Diese Betriebsanleitung, sowie die beigefügte Sicherheitsbroschüre sind von allen
Personen,diemitArbeitenandieserMaschinebetrautwerden,vorderInbetriebnahme
zu lesen und anzuwenden. Wenden Sie sich in jedem Fall an einen RIDGID Händler,
wenn Unklarheiten über die Anwendung dieser Maschine bestehen.
914
Diese Maschine wurde für das Rollnuten per Hand an Rohren entwickelt.
RIDGID empfiehlt dem Benutzer, diese Maschine in keiner Weise zu verändern und/
oder für irgendwelche anderen Zwecke einzusetzen als für die bestimmungsgemäße
Verwendung. Eine Verbindung mit Kraftmaschinen ist auszuschließen.
916, 918
DieseMaschinewurdefürdasRollnutenanRohrenzusammenmitdendazugehörigen
RIDGIDGewindeschneidemaschinen,KraftmaschinenundZubehörentwickelt.RIDGID
empfiehlt dem Benutzer diese Maschine in keiner Weise zu verändern und/oder für
irgendwelcheanderenZweckeeinzusetzenalsfürdiebestimmungsgemäßeVerwendung.
EineVerbindung mit anderenKraftmaschinen istauszuschließen. Die Maschineist so
aufzustellen, daß der gesamte Arbeitsplatz vom Bedienungsstandort eingesehen
werdenkannunddaßsieeinenausreichendenAbstandvonTürenundTransportwegen
hat.DieMaschinedarfnichtinnasserUmgebungundOrtenmithoherLuftfeuchtigkeit
verwendet werden. Das Typenschild weist die Betriebsspannung auf, mit der die
Maschine an das Netz angeschlossen wird. Bevor die Maschine an das Netz
angeschlossen wird, ist der Fußschalter auf Funktion zu prüfen und auf AUS (0) zu
stellen. Die Maschine wird mit dem Fußschalter gesteuert; sie kann nur über diesen
eingeschaltet werden. Für die Sicherheit des Bedieners ist der Fußschalter auf
Leichtgängigkeit zu prüfen. Er ist so zu plazieren, daß sämtliche Steuerfunktionen
zugänglich sind.
Allgemeine Sicherheitshinweise für Rollnutmaschinen
1.Hände sind von den Nutrollen fernzuhalten. Finger können zwischen die Nut- und
Antriebsrollen geraten.
2.Die Rollnutmaschine ist auf einer gleichmäßigen Fläche aufzustellen. Dabei ist
sicherzustellen,daßdieMaschinemitGestellunddieRollnutmaschinestabilstehen
und nicht umkippen können.
3.Die festeVerbindung derRollnutmaschine mitdem Kraftantriebist sicherzustellen.
Der Anleitung zur Inbetriebnahme ist Folge zu leisten.
4.Die Rollnutmaschine wurde für das Walzen von Nuten an Rohre und Rohrprodukte
entwickelt. Sie ist nur bestimmungsgemäß zu verwenden.
5.Rohre sind durch einen Rohrständer sicher zu stützen.
6.Nur das vorgeschriebene Zubehör darf an der Maschine verwendet werden. Durch
anderesZubehörbestehtdieGefahrderKörperverletzung.VorgeschriebenesZubehör
ist in der Betriebsanleitung aufgeführt.
7.Die Maschine darf nicht in Betrieb genommen werden, wenn Schalter beschädigt
sind.
Installation
914 916 918
Abb. 1. Abb. 2 - 300 Abb. 5 - 300
Abb. 3 - 535 Abb. 6 - 1822
Abb. 4 -1233 Abb. 7 - 1233
Abb. 8 - 1224
Betrieb der Rollnutmaschinen modell 914, 916, 918
Vorbereitung der Rohre
DieRohrendensindsauberimrechtenWinkelabzuschneiden.KeinenSchneidbrenner
verwenden.Rohre,dienichtvollständigrundsind,dürfendieinTabelle1angegebenen
Toleranzen des Außendurchmessers nicht überschreiten.
Sämtliche inneren und äußeren Schweißnähte sind auf einer Länge von 5 cm (2 Zoll)
vom Rohrende plan zu schleifen.
Anmerkung: Die Dichtfläche darf beim Planschleifen nicht beschädigt werden.
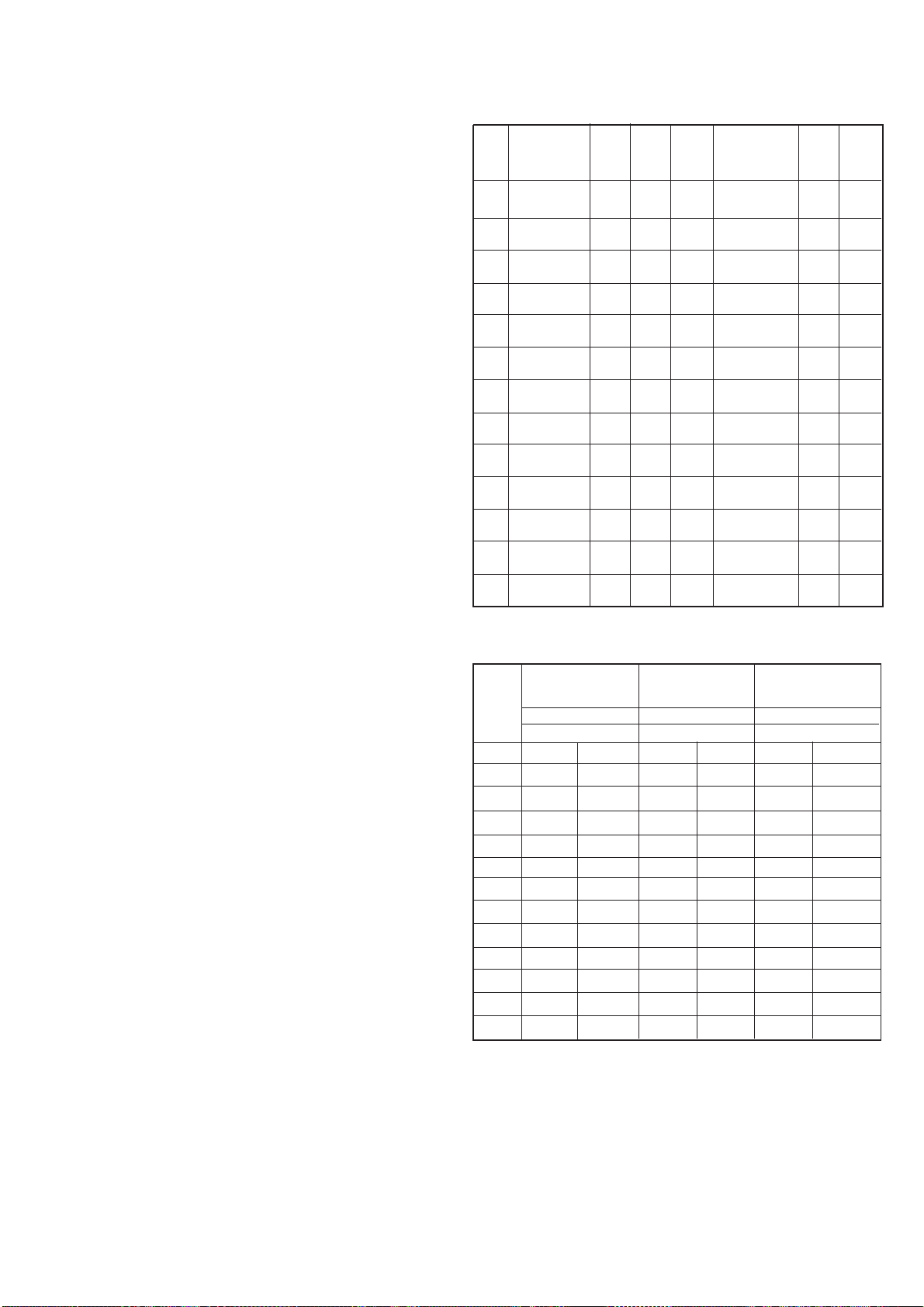
Rohrlängen
In der folgenden Tabelle werden die minimalen Rohrlängen angegeben, in die ohne
Rohrständer eine maximale Nutlänge geschnitten werden können.
Maximale und minimale Rohrlängen in Zoll
Durch- Min. Max. Durch- Min. Max.
messer Länge Länge messer Länge Länge
1 8 36 4 8 36
1 1/4 8 36 4 1/2 8 32
11/2 8 36 5 8 32
2 8 36 6 O.D. 8 30
2 1/2 8 36 6 8 28
3 8 36 8 8 24
3 1/2 8 36 10 8 24
12 8 24
Rohr in die Maschine einbringen
1.RohremitgrößerenLängen,alsinTabelle angegeben,müssenmitzweiRohrständern
gestütztwerden.DerzweiteRohrständeristineinemAbstandvon3/4derRohrlänge
von der Rollnutmaschine aufzustellen.
2.Das obere Gehäuse der Rollnutmaschine ist anzuheben.
914
Durch Drehen der Tiefeneinstellschraube wird die Nutrolle von der Antriebsrolle
abgehoben (Abb. 9).
916
Den Vorschubhebel anheben (siehe Abb. 10).
918
Den Pumpenbetriebsartenhebel in die Position „RETURN“ (Rückwärts) in Richtung
des Bedieners stellen (siehe Abb. 11).
3.Rohr und Rohrstützen mit der Rollnutmaschine ausrichten. Dabei ist auf glattes
Anliegen des Rohres an den Antriebsflansch zu achten (siehe Abb. 12).
4.WaagerechteRohrlagedurchVerändernderHöhederRohrstützeneinstellen(siehe
Abb. 13).
5.Rohrca.1/2°vorwärts,bzw.rückwärtsausdemrechtenWinkelgem.denfolgenden
Anmerkungen verschieben:
Anmerkung: Wird die Rollnutmaschine in der Position „FORWARD“ (Vorwärts)
betrieben, so ist das Rohr um 1/2° vom Bediener zu verschieben (siehe Abb. 14).
Anmerkung: Wird die Rollnutmaschine in der Position „REVERSE“ (Rückwärts)
betrieben, so ist das Rohr um 1/2° zum Bediener zu verschieben (siehe Abb. 15).
Schneidtiefe an der Rollnutmaschine einstellen
Anmerkung: Wegen der unterschiedlichen Eigenschaften der Rohre ist es sinnvoll,
zuerst einen Testschnitt durchzuführen, wenn die Maschine vorbereitet oder der
Rohrdurchmesser gewechselt werden. Die Tiefeneinstellschraube ist für jeden
Rohrdurchmesser neu einzustellen.
914
1.Mit der Tiefeneinstellschraube wird das Rohr in der Rollnutmaschine eingespannt.
Diese darf nicht zu fest angezogen werden.
2.Mit dem Einstellringwird diegewünschte Schneidtiefe fürdie Nuteingestellt (siehe
Tabelle 1).
916
1.Den Vorschubhebel anheben.
2.Die Tiefenabgleichschraube vollständig lösen.
3.Die Tiefenabgleichschraube, wie in Abb. 16 dargestellt, anziehen.
918
Die obere Nutrolle wird vorgeschoben, indem der Pumpenbetriebsartenhebel in
Stellung„FORWARD“(Vorwärts=vomBedienerweg)umgestelltwird.EinHebelwird
dann solange betätigt, bis die obere Nutrolle den Außenrand an dem Rohr berührt, in
das eine Nut geschnitten werden soll (siehe Abb. 10).
Die Tiefenabgleichschraube mit Meßeinteilung wird rechts bis zum Anschlag gedreht
(siehe Abb. 17).
Dannwird die Tiefenabgleichschraube gem. den Werten in der Tabelle zurückgedreht
(Abb. 18).
www.ridgitool.com Официальный дистрибьютор в России с 1996 года (812) 936-02-07, 331-37-51