Ridge Tool Company
4
3. Use groover rolls and accessories that are designed for
your Roll Groover and meet the needs of your appli-
cation. The correct groover tools and accessories
allow you to do the job successfully and safely.
Accessories designed for use with other equipment
may be hazardous when used with this Roll Groover.
4. Clean any oil, grease or dirt from all handles and
controls. This reduces the risk of injury due to a tool or
control slipping from your grip.
5. Inspect the groove rolls to insure they are not dam-
aged or worn. Worn groover rolls can lead to slippage
and poor quality grooves.
Roll Groover and
Work Area Set-Up
WARNING
To prevent serious injury,
proper set-up of the Groover and work area is
required. The following procedures should be fol-
lowed to set-up the machine:
1. Insure work area has adequate lighting.
2. Clean up the work area prior to setting up any equip-
ment. Always wipe up any oil that may be present.
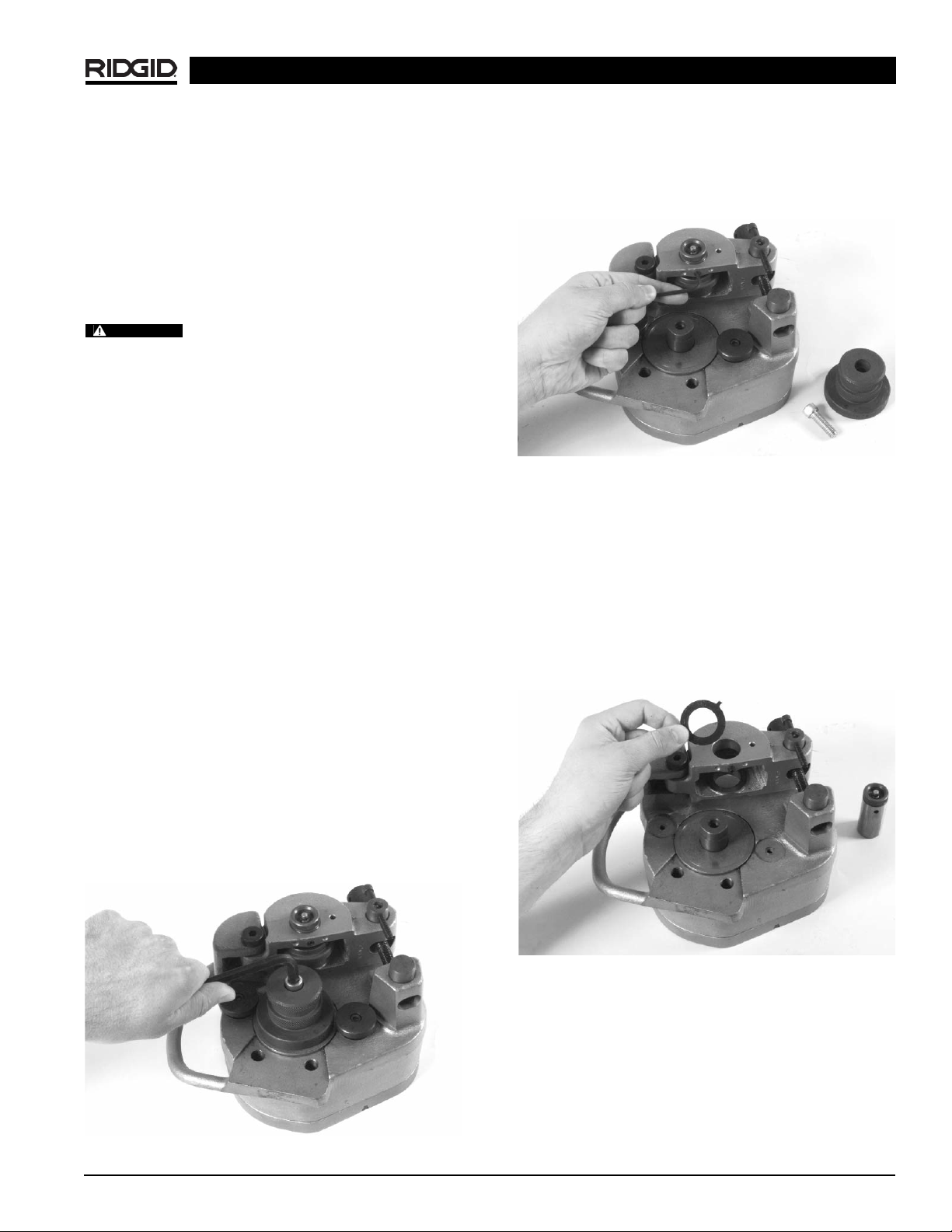
3. Check the groove and drive rolls to insure they are the
correct size.
Use of roll sets on both carbon and stainless
steel pipe can lead to contamination of the stainless steel
material. This contamination could cause corrosion and
premature pipe failure. To prevent ferrous contamina-
tion, use roll sets dedicated for stainless steel grooving.
4. Make sure pipe/tube is secured and not free to rotate
prior to roll grooving.
• If pipe is not installed, use a bench vise or tristand
vise to secure the pipe. Pipe supports must be used
if pipe is greater than 36″in length.
Failure to properly support the pipe can
result in the pipe falling.
Place vise and stands on a flat level surface. Be
sure the pipe, vise and stands are stable.
• If the pipe/tube is installed, care must be taken to
prevent pipe rotation or movement. Make sure that
the added weight and force required of the 915
can be supported by the pipe hangers and clamps.
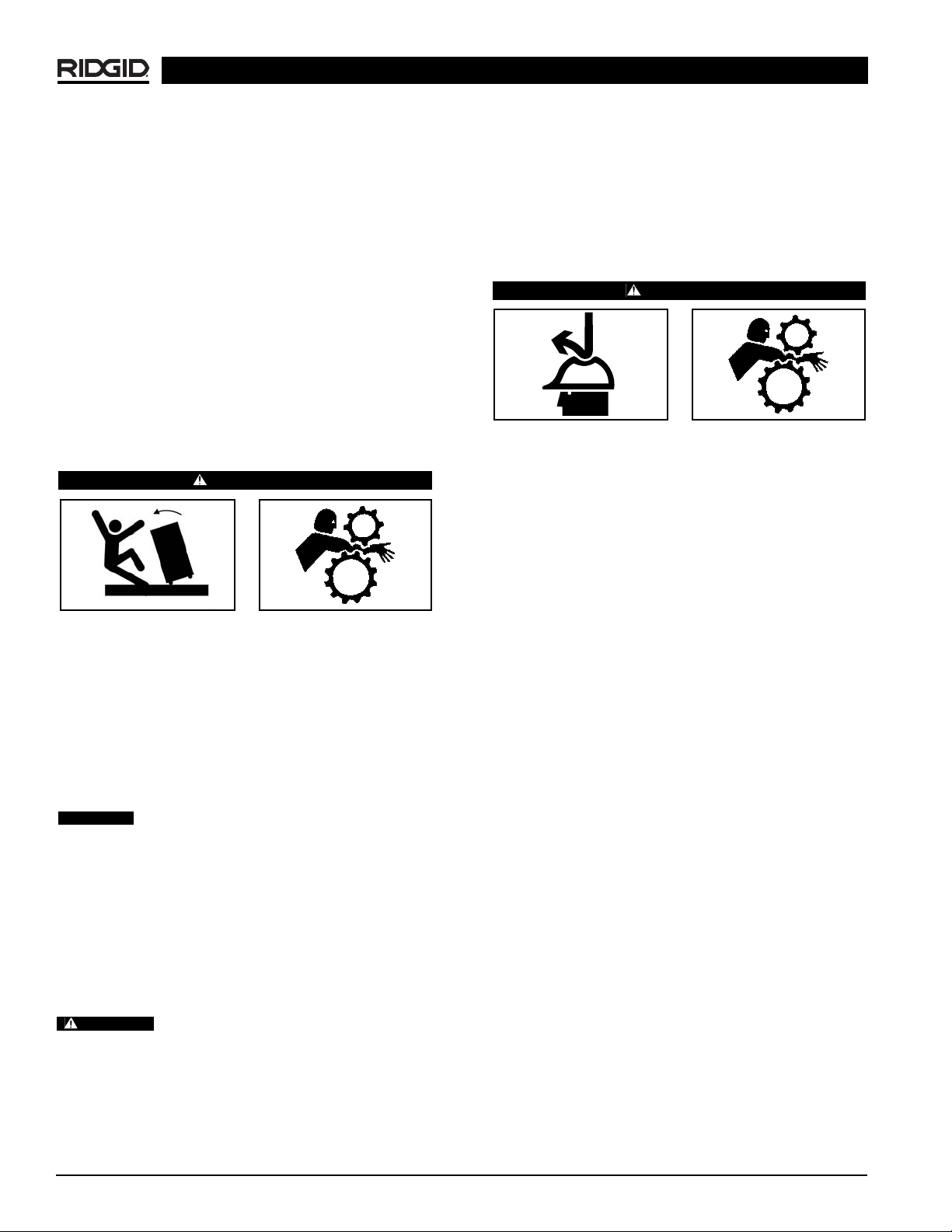
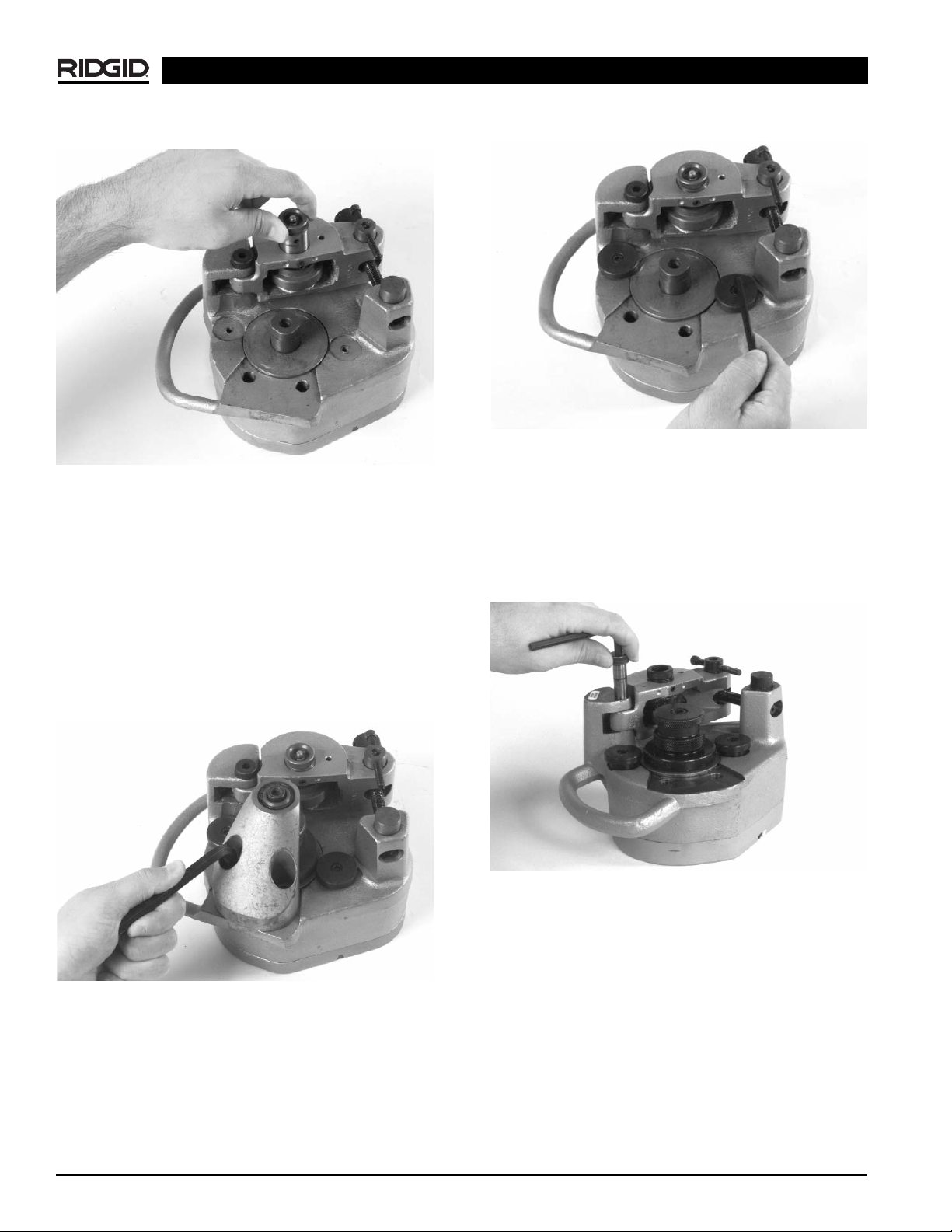
Operating the 915 Roll Groover
WARNING
Do not wear loose clothing when operating a Roll
Groover. Keep sleeves and jackets buttoned.
Always wear eye protection to protect eyes from
dirt and other foreign objects. When working over-
head, wear a hard hat and keep personnel clear of
area.
Keep hands away from grooving rolls. Do not wear
loose fitting gloves when operating groovers. Use
pipe stands to support pipe when using a pipe vise.
Unit to be hand driven only. Do not power with drill
or other types of units.
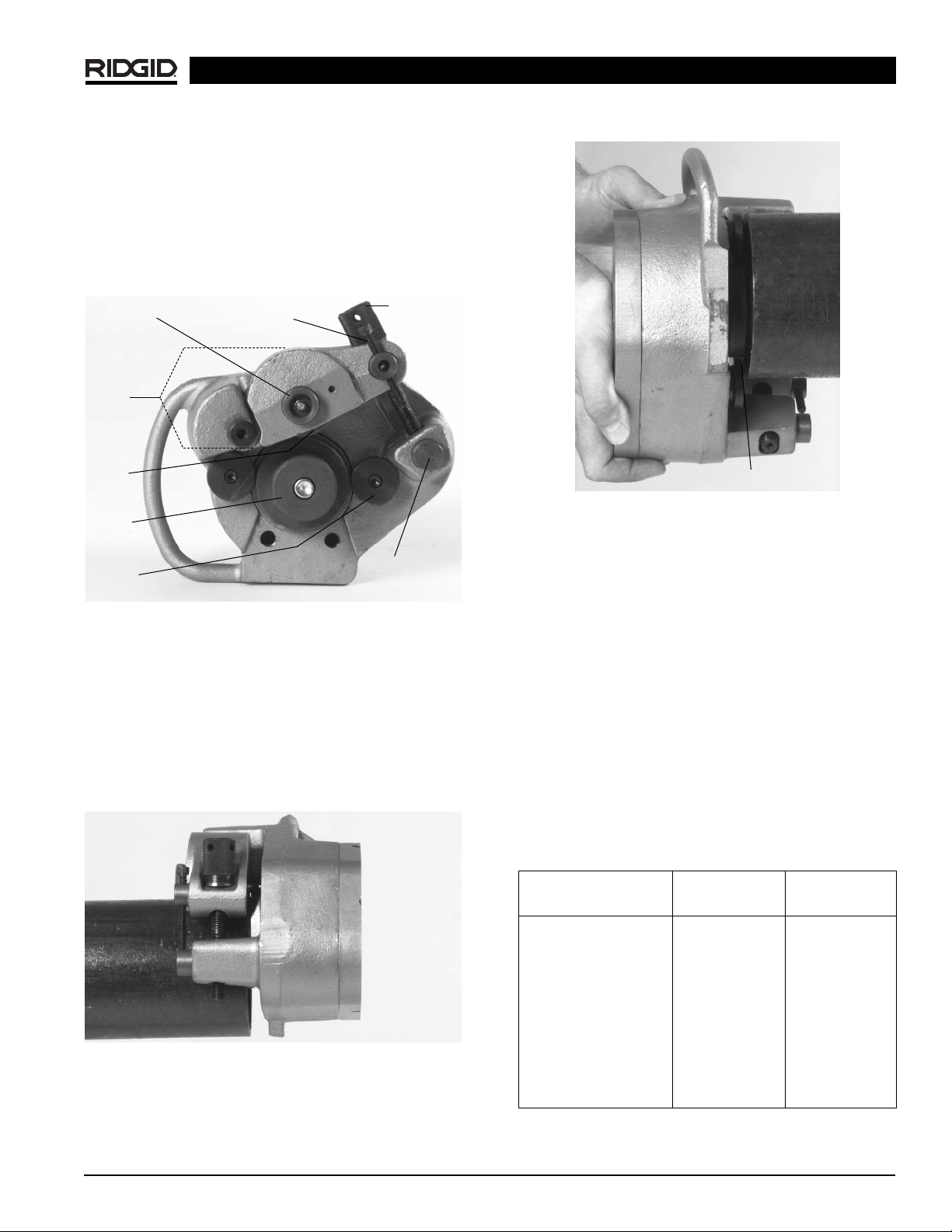
Pipe Preparation
1. Make sure pipe/tube end is cut square and free of
burrs. Do not attempt to groove pipe that has been cut
with a torch.
2. Pipe/tube out-of-roundness must not exceed the
total O.D. tolerances listed in the dimension specifi-
cation
(Table 1).
NOTE! Determine out-of-roundness by measuring max-
imum and minimum outside dimensions at 90
degree increments. Compare minimum and
maximum numbers with pipe diameter column
in
Table 1
.
3. All internal or external weld beads, flash or seams
must be ground flush at least 2″back from the pipe
end.
IMPORTANT! Do not grind flats on the pipe outside wall
where the coupling gasket seals (gasket
seat area).
4. The 915 Roll Groover will orbit around the pipe/tube.
Care must be taken that adequate space is provided
completely around material.
NOTE! The RIDGID 915 can roll groove pipe/tube with-
in 31/2″of a wall, ceiling or any other obstruction.
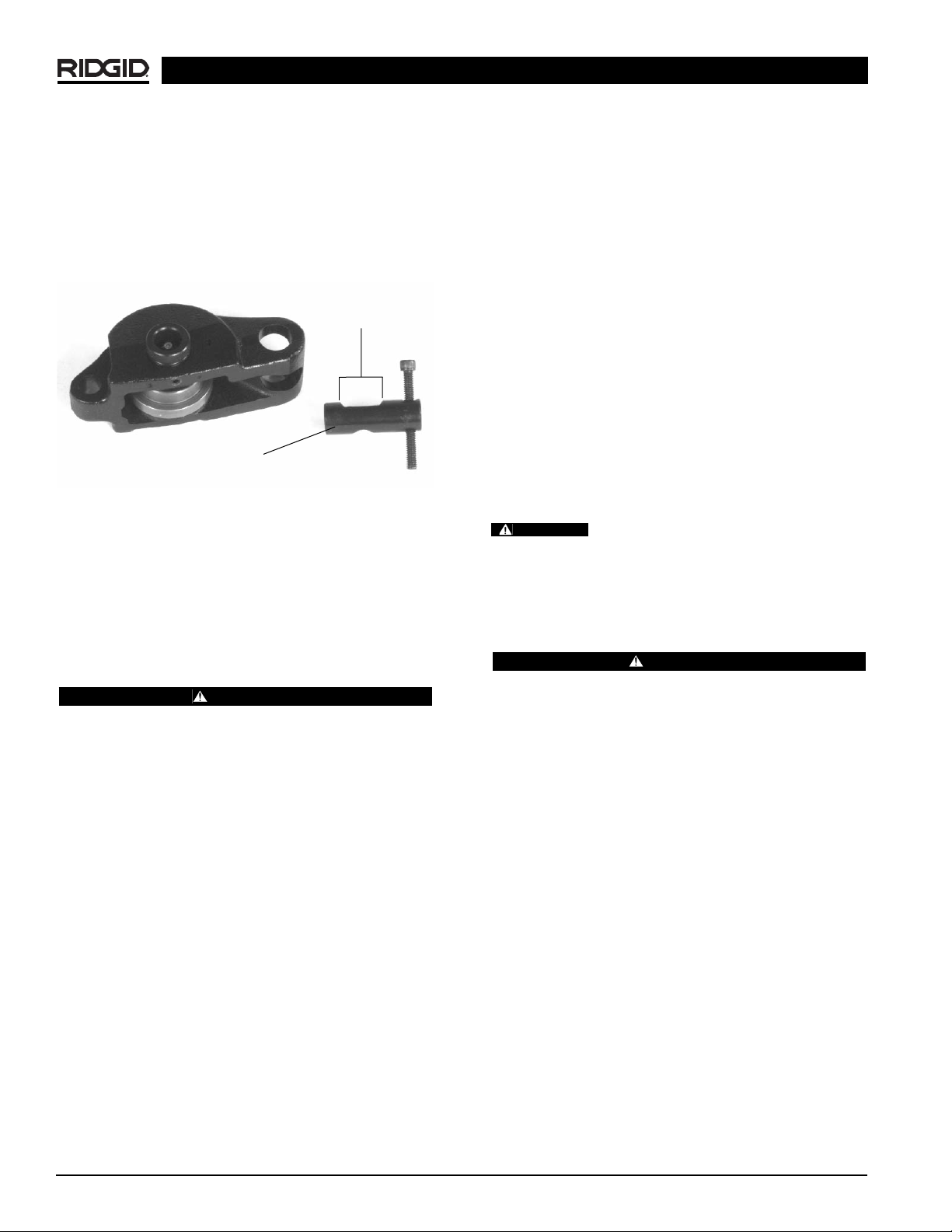
915 In Place Roll Groover
CAUTION
WARNING