4.1. Attach the ring/loop assembly to the floor stand or bench stand as indicated in fig.1.
4.1.1. Attach the loop end first by placing the long spacer (1) into the loop. Place a flat washer (3) over the bolt (2) and insert the bolt
through the loop and long spacer. Insert the protruding bolt into the mounting plate at the top of the stand ensuring that there is a
short spacer (6) sandwiched between the loop and the mounting plate. Secure with a lock washer (7) and a nut (8).
4.1.2. Attach the ring end to the stand in the two places indicated using the two 3/8” bolts with countersunk heads (5). Ensure that there is a
short spacer (6) inserted between the ring and the mounting plate through which each bolt passes. Place a flat washer and a lock
washer over each bolt and secure with a lock nut.
4.2. Attach the handle to the ring/loop as indicated in fig.2.
4.2.1. Insert the loop end of the handle inside the loop of the ring/loop assembly and secure it with one of the two longer hinge pins. The
hole selected on the handle loop will depend on the type of bend to be done. (See section 4)
4.3. Extend the handle to its full length. (See fig.2)
4.3.1. Remove the R clip from the handle pin, then remove the pin from the handle. Pull the extension arm out of the handle tube and
align the hole at the end of the extension with the hole in the handle tube. Reinsert the pin and retain it by reinstalling the hairclip.
4.4. Fix the assembled unit to the floor or bench as appropriate.
4.4.1. Place the bender in the position where you intend to use it and rotate the handle fully in both directions to ensure that there will be no
obstructions during bending. The bender must be attached to a bench or floor using fixings which are strong enough to resist the
turning force exerted on them. Similarly the structure of the bench or floor surface must also be sound and strong enough to resist the
turning force exerted through the fixings.
5. OPERATION
5.1. The bender can produce two basic types of bend.
a) Smooth radiused bends using a combination of the circular dies provided.
b) Sharp bends using the sharp angle attachment.
5.2. Making a test piece
When producing parts from dimensioned drawings it is advisable to make a test part rst from scrap material of the same thickness to
be used in the nal part. A certain amount of trial and error may be necessary in setting up the bender to achieve an accurate part. To
achieve a particular bend angle you will need to make a trial bend rst and then measure it.
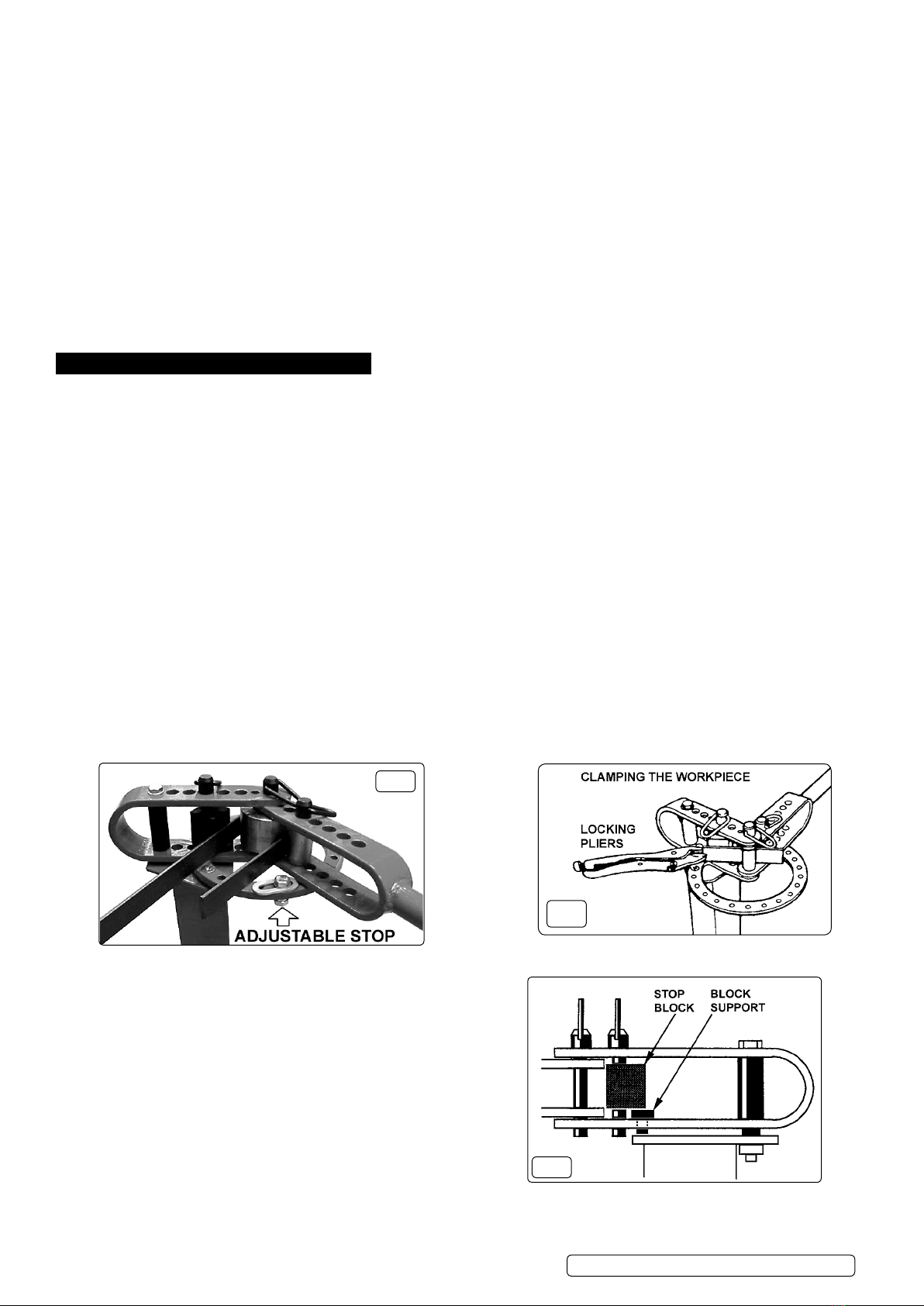
Using the xed or adjustable stop. Further adjustments may be necessary but once you know the amount of rotation necessary to
achieve a particular angle this can be repeated by using the xed or adjustable stops provided. (See gs.3&11)
5.3. Multiple bends
When doing more than one bend, similar trial and error may be necessary to establish the correct relationship between bends. Mark
the bend positions on the trial workpiece. Make the bends and then measure the distance between them. Make any necessary
adjustments to the measurement to achieve the desired result.
5.4. Bend sequence
Where a number of bends are to be made in the same piece of metal attention should be paid to the order in which the `
bends are made to achieve the nished part. You may need to re-orientate the workpiece in the bender by reversing it or inverting
its position. If necessary the bender can be disassembled to remove or reposition a complex bend conguration.
5.5. Clamping the workpiece
Generally the workpiece is automatically clamped in place by the action of the bender. In certain instances some slippage may occur
e.g. when forming material around a large die. This can be eliminated by clamping the end of the material with locking pliers which
then act against the stop block to prevent the material moving. (See g.4)
5.6. Making radiused bends
Do not try to bend material more than 1/4” thick around the centre pin. The 1” die must be used.
5.8 Use of the ‘stop block’
The ‘stop block’ prevents the material from rotating in the bender while a
forming die mounted in the handle bends the material either round the
centre pin or around another die that has been installed on the centre pin.
5.9 Orientation of the ‘stop block’
The ‘stop block’ can be placed in several orientations allowing additional
exibility in the positioning of the workpiece in relation to the forming dies.
Its relationship to the workpiece is altered by rotating it on the hinge pin
or by turning it upside down on the pin and rotating it. However, only the
four orientations shown in g.5 should be used for bending. No matter
which face is against the workpiece, the pin through the block should
always be positioned to the right of the block centre otherwise the block
may turn and the material will slip in the bender.
5.10 Position of the block support
The block support is used to position the stop block vertically in the ring assembly loop as shown in g.6. Install the support in the
appropriate loop hole where it will support the block but not interfere with the insertion of the hinge pin all the way through the the hole
in the block and into the hole in the lower part of the loop.
fig.4
fig.3
fig.6
PBB04.V2 & PBF04.V2 | Issue:1 10/11/17
Original Language Version
© Jack Sealey Limited












































