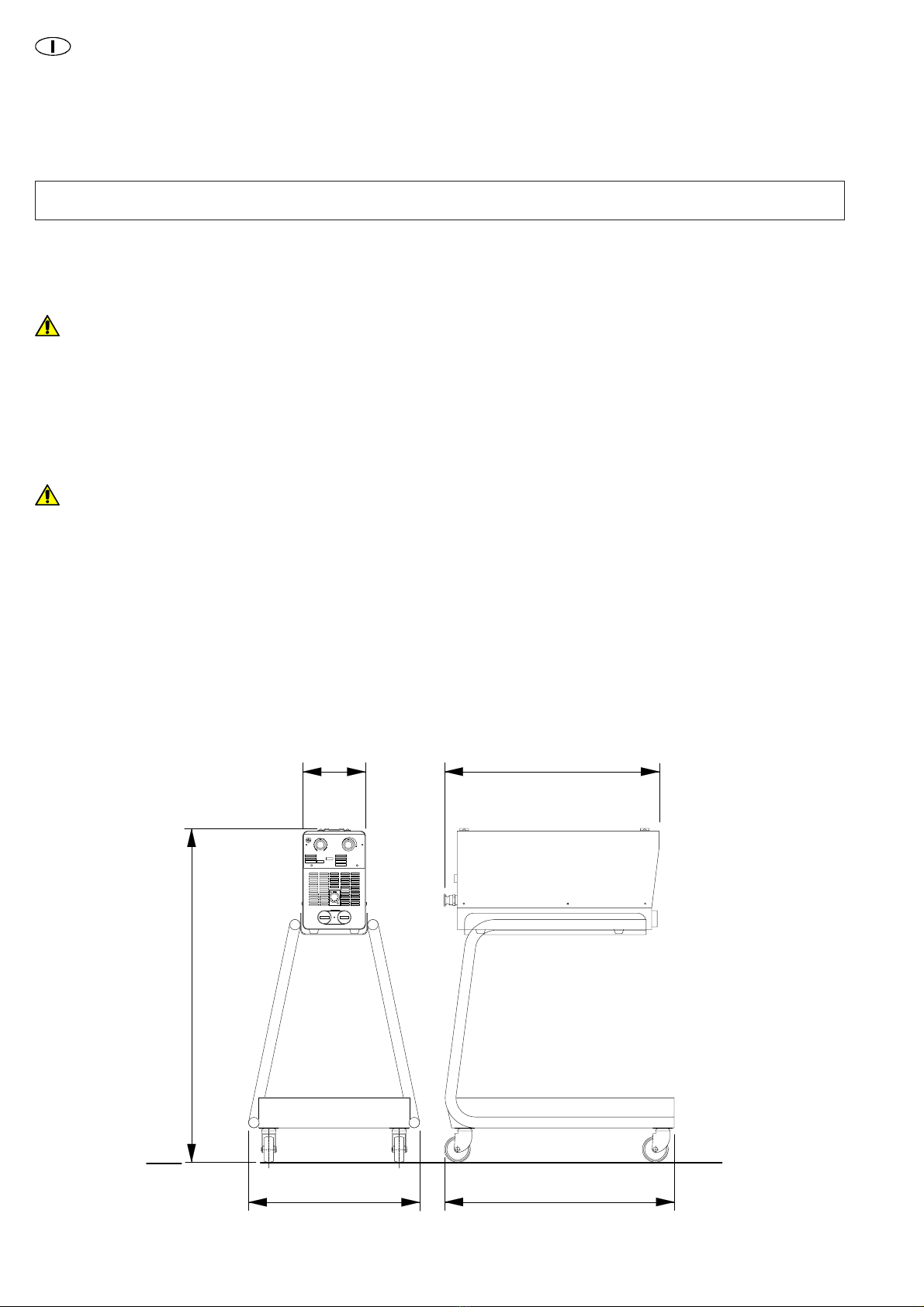
3460 N
5
INTRODUCTION
CAREFULLY READ THIS
MANUAL BEFORE
INSTALLlNG AND OPER-
ATING WELDER.
This manual is addressed to
the factory responsible in
charge who must release it to
the personnel in charge of
both welder installation, use
andmaintenance. He/she tiust
check that the information
givenin thismanual and in the
enclosed documents have
been read and understood.
The manual must be stored in
a well-known place, easy to
reach, and must be looked up
each time even little doubts
should arise.
These welders must be installed
in industrial environments for
professional use, only.
Resistance welding equipment
are classified in two classes:
Class A
resistance welding equipment:
resistance welding equipment
suitable for use in all
establishments other than
domesticones and those directly
connectedto a low voltagepublic
supply network which supplies
buildings used for domestic
purposes.
Class B
resistance welding equipment:
resistance welding equipment
suitable for use in all
establishments including
domestic ones and those
establishments directly
connectedto a public lowvoltage
networkwhichsupplies buildings
used for domestic purposes.
Each welder can be supplied
under two different versions
depending on the features of the
mains they must be connected
to. The suffix B shows that the
welder belongs to the class B.
Class A resistance welding
equipmentare notintended to
be used on a low-voltage pub-
lic network which supplies
domestic premises. It may
cause radio frequency inter-
ference.
INTRODUCTION
LIRE ATTENTIVEMENT CE
MANUEL D’INSTRUCTION
AVANT D’INSTALLER ET
AVANT D’UTILISER LA
SOUDEUSE
Ce manuel est adressé au
Responsable de
I’Etablissementquidoitlefour-
nir au personnel chargé de
l’installation, de I’emploi et de
I’entretien de la soudeuse. Il
doit s’assurer que les infor-
mations contenues dans ce
document, ainsi que dans les
documentsjoints, ont été lues
et comprises. Le manuel doit
être conservé dans une place
connue et facilement accessi-
ble et il doit être consulté con-
tinuellement et chaque fois
qu’un petit doute se présente.
Les soudeuses object de ce ma-
nuel sont créees pour une utilisa-
tion dans un milieu industrie et à
butprofessionnel seulement.
Lessoudeusespar résistance se
repartissenten deuxclasses:
Classe A:
soudeuses fabriquées pour
I’emploie dans tous les environne-
ments différents de ceux domesti-
ques, et des environnements
directement connectés à des ré-
seaux d’alimentation publiques à
bassetension qui n’alimentent pas
desétabilissementsemployés pour
des buts domestiques.
Classe B:
soudeuses fabriquées pour
I’emploie dans tous les environne-
ments inclus ceux domestiques et
ceux directement connectés à des
réseauxd’alimentationpubliquesà
basse tension qui alimentent des
établissementsemployéspourdes
butsdomestiques.
Chaque soudeuse est disponible
endeuxversionsdifférentes à partir
des caractéristiques du réseau
d’alimentation sur lequel elles
doivent être utilisées. Le suffixe B
indiquequelasoudeuseappartient
à la classe B.
Les soudeuses de classe A ne
doivent pas être installées sur
des réseaux publics à basse
tension qui alimentent des bâti-
ments domestiques. Cela peut
causer des interférences élec-
tromagnétiques.
INTRODUCCION
LEERE ATENTAMENTE
ESTE MANUAL DE INS-
TRUCCIONES ANTES DE
INSTALAR Y UTlLlZAR EL
EQUIPO DE SOLDADURA.
El presente manual va dirigi-
do al responsable del estable-
cimiento quien debe darlo a
conocer al personal que va a
instalar, emplear y mantener
el equipo de soldadura.
Debe asegurarse que las in-
formacionesindicadaseneste
documento,yenlosdocumen-
tos adjuntos, han sido leidos
y comprendidos. El manual
debe guardarse en un lugar
conocido y facilmente
accesible y debe consultarse
incluso cada vez que surjan
pequeñas dudas.
Las máquinas objeto de este
manual han sido proyectadas
para ser utilizadas
profesionalmente en ambiente
industrial.
Las máquinas de soldar por
resistencia se dividen en dos
clases:
Clase A:
máquinas destinadas a ser
empleadas en todos los
ambientes a excepción de los
domesticos y a los directamente
conectados a Iíneas de
alimentación públicas de baja
tensión las cuales alimentan
edificiosparaempleodoméstico.
Clase B:
máquinas destinadas a ser
empleadas en todos los
ambientes, inclusos los
domesticos y los direttamente
conectados a Iíneas de
alimentación públicas de baja
tensión las cuales alimentan
edificiosparaempleodoméstico.
Cadamáquina es disponible end
dos versiones diferentes según
las caracteristicas de la línea de
alimentación donde deben
utilizarse. La letra B indica que la
máquina pertenece a la clase B.
Las máquinas de clase A no
debeninstalarseenlíneaspubli-
casabajatensiónquealimentan
edificiosdomésticos Estopuede
causar enterferencias
electromagneticas.
EINLEITUNG
LESEN SIE DIESES HAND-
BUCH SORGFÄLTIG, BE-
VOR SIE DIE
SCHWEISSMASCHINEBE-
NUTZEN.
DiesesHandbuchrichtetsichan
den Betriebsleiter, der es
wiederumdemmit der Montage,
Bedienung und Wartung
beauftragten Personal zugäng-
lichmachenmuss. Es ist sicher-
zustellen, dass die in diesem
Dokument und in den Anlagen
wiedergegebenenInformationen
gelesenund verstandenwurden.
Das Handbuch muss an einem
bekannten und leicht
zugänglichen Ort aufbewahrt
undbeimAuftreten auch kleiner
ZweifelzuRate gezogen werden.
Die in diesem Handbuch behan-
delten Schweißmaschinen wur-
den zum rein professionellen
Einsatz in gewerblichen und in-
dustriellen Betrieben entwickelt.
Die Widerstandsschweiß-
maschinen werden in zwei Klas-
senunterteilt:
Klasse A:
Schweißmaschinen für den Ein-
satz in allen Umgebungen, die
vomhäuslichen Bereich undvon
denjenigen Bereichen verschie-
den sind, welche an öffentliche
Niedrigspannungsleitungen zur
VersorgungvonWohngebäuden
direkt angeschlossen sind.
Klasse B:
Schweißmaschinen für den Ein-
satz in allen Umgebungen, ein-
schließlichdeshäuslichenBerei-
ches und derjenigen Bereiche,
welche an öffentliche Niedrig-
spannungsleitungen zur
VersorgungvonWohngebäuden
direkt angeschlossen sind.
Jede Schweißmaschine ist in
zwei Versionen erhältlich, in
Abhängigkeit von den Eigen-
schaftenderVersorgungsleitung,
aufdenen sie eingesetzt werden
müssen.
Der Anhang B weist hingegen
darauf hin, dass die Schweiß-
maschine zur Klasse B gehört.
Die Schweißmaschinen der
Klasse A dürfen nicht auf öf-
fentlichenNiedrigspannungs-
leitungen zur Versorgung von
Wohngebäuden installiert
werden. Dies könnte elektro-
magnetischeÜberlagerungen
verursachen.