2
Art. / Item 7911-7913-7915
INDICE
INTRODUZIONE .................................................................................................................................................................................. 5
DOTAZIONE DI SERIE ...................................................................................................................................................................................... 5
CARATTERISTICHE TECNICHE ....................................................................................................................................................................... 5
SIMBOLI DI RIFERIMENTO .............................................................................................................................................................................. 5
INSTALLAZIONE................................................................................................................................................................................................ 6
INSTALLAZIONE PNEUMATICA ....................................................................................................................................................................... 6
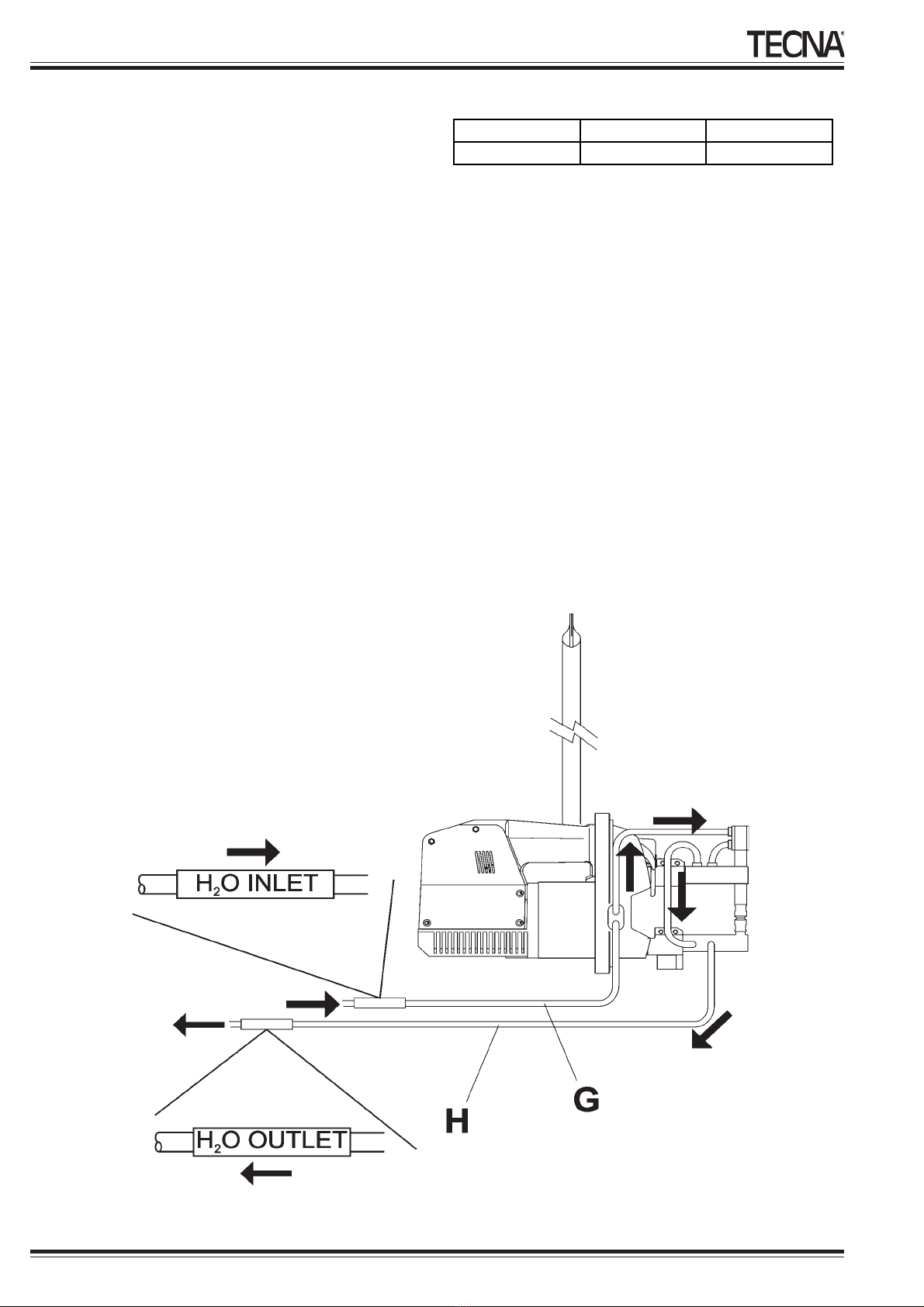
INSTALLAZIONE CIRCUITO DI RAFFREDDAMENTO (SOLO ART. 7913-7915) ............................................................................................. 6
INSTALLAZIONE DEL SISTEMA DI SOSPENSIONE (SOLO ART. 7913) ........................................................................................................ 7
INSTALLAZIONE ELETTRICA ........................................................................................................................................................................... 7
NORME DI SICUREZZA .................................................................................................................................................................................... 7
REGOLAZIONE E IMPIEGO ............................................................................................................................................................................. 9
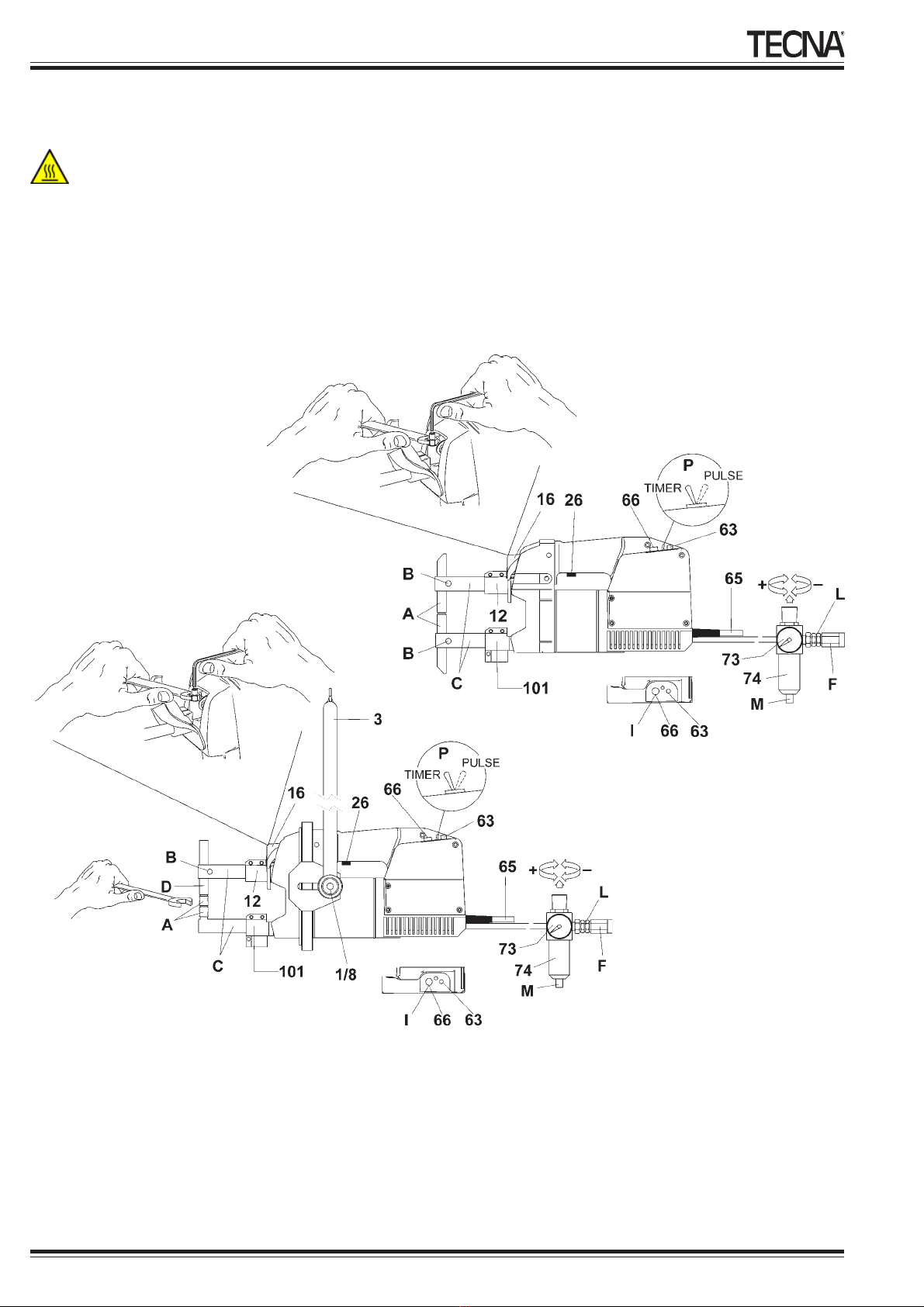
Messa a punto dei bracci e degli elettrodi ......................................................................................................................................................... 9
Regolazione della forza agli elettrodi ................................................................................................................................................................. 9
Regolazione dei parametri di saldatura .............................................................................................................................................................. 9
LAVORO ............................................................................................................................................................................................................ 9
MANUTENZIONE............................................................................................................................................................................................... 9
MANUTENZIONE ORDINARIA .......................................................................................................................................................................... 9
GENERALI ......................................................................................................................................................................................................... 9
ELETTRODI ....................................................................................................................................................................................................... 9
CIRCUITO PNEUMATICO ................................................................................................................................................................................. 9
CIRCUITO DI RAFFREDDAMENTO (SOLO ART. 7913-7915) ......................................................................................................................... 9
CIRCUITO ELETTRICO ..................................................................................................................................................................................... 9
MANUTENZIONE STRAORDINARIA .............................................................................................................................................................. 10
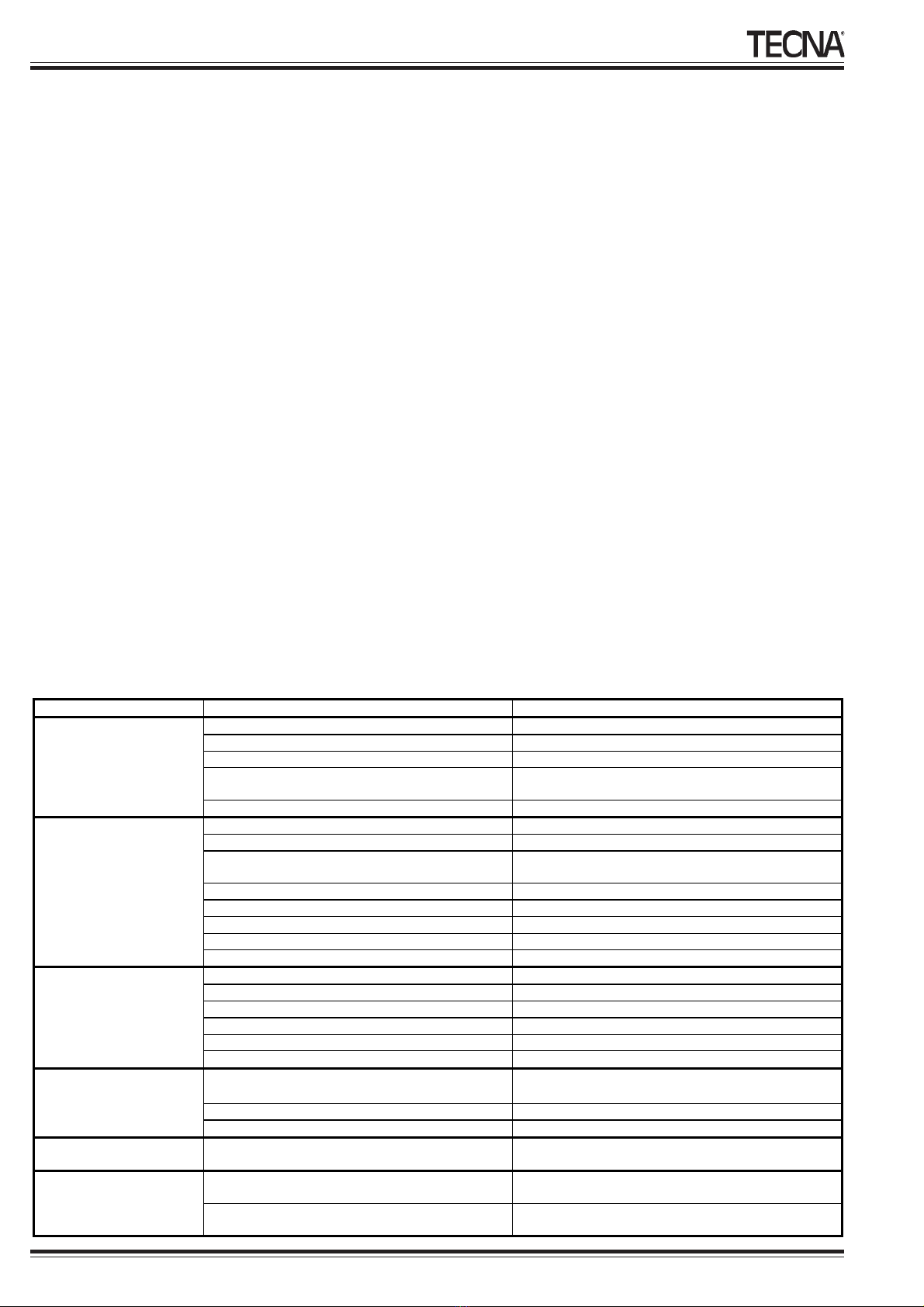
SOLUZIONE DEI DIFETTI NELLA SALDATURA ............................................................................................................................................ 10
PARTI Dl RICAMBIO ........................................................................................................................................................................................ 10
MESSA A PUNTO DELLA PUNTATRICE ........................................................................................................................................................ 35
INTRODUCTION ................................................................................................................................................................................ 11
STANDARD ACCESSORIES ........................................................................................................................................................................... 11
TECHNICAL FEATURES ................................................................................................................................................................................. 11
REFERENCE SYMBOLS ................................................................................................................................................................................. 11
INSTALLATION ................................................................................................................................................................................................ 12
PNEUMATIC INSTALLATION .......................................................................................................................................................................... 12
COOLING CIRCUIT INSTALLATION (ONLY ITEMS 7913-7915) .................................................................................................................... 12
SUSPENSION SYSTEM INSTALLATION (ONLY ITEM 7913) ........................................................................................................................ 13
ELECTRICAL INSTALLATION ......................................................................................................................................................................... 13
SAFETY RULES .............................................................................................................................................................................................. 13
ADJUSTMENTS AND USE .............................................................................................................................................................................. 15
Arms and electrodes set up ............................................................................................................................................................................. 15
Electrode force adjustment .............................................................................................................................................................................. 15
Welding parameters adjustment ...................................................................................................................................................................... 15
WORK ............................................................................................................................................................................................................ 15
MAINTENANCE ............................................................................................................................................................................................... 15
ORDINARY MAINTENANCE ........................................................................................................................................................................... 15
GENERAL WARNINGS ................................................................................................................................................................................... 15
ELECTRODES ................................................................................................................................................................................................. 15
PNEUMATIC CIRCUIT ..................................................................................................................................................................................... 15
COOLING CIRCUIT (ON ITEMS 7913-7915 ONLY) ........................................................................................................................................ 15
ELECTRIC CIRCUIT ........................................................................................................................................................................................ 15
EXTRAORDINARY MAINTENANCE ............................................................................................................................................................... 16
REMEDIES FOR WELDS IMPERFECTIONS ................................................................................................................................................. 16
SPARE PARTS ................................................................................................................................................................................................. 16
ADJUSTING THE SPOT WELDER ................................................................................................................................................................. 35
INTRODUCTION ................................................................................................................................................................................ 17
FOURNITURE STANDARD ............................................................................................................................................................................. 17
CARACTERISTIQUES TECHNIQUES ............................................................................................................................................................ 17
SYMBOLES DE REFERENCE ........................................................................................................................................................................ 17
INSTALLATION ................................................................................................................................................................................................ 18
INSTALLATION PNEUMATIQUE ..................................................................................................................................................................... 18
INSTALLATION DU CIRCUIT DE REFROIDISSEMENT (POUR LES SEULS ART.7913-7915) ..................................................................... 18
INSTALLATION DU SYSTEME DE SUSPENSION (POUR LE SEUL ART. 7913) .......................................................................................... 19
INSTALLATION ELECTRIQUE ........................................................................................................................................................................ 19
NORMES DE SECURITE ................................................................................................................................................................................ 19
REGLAGE ET UTILISATION ........................................................................................................................................................................... 21
Réglage des bras et des électrodes ................................................................................................................................................................ 21
Réglage de la force aux électrodes ................................................................................................................................................................. 21
Réglage des paramètres de soudage .............................................................................................................................................................. 21
CONDITIONS DE TRAVAIL ............................................................................................................................................................................. 21
ENTRETIEN ..................................................................................................................................................................................................... 21
ENTRETIEN DE ROUTINE .............................................................................................................................................................................. 21
INFORMATIONS GENERALES ....................................................................................................................................................................... 21
ELECTRODES ................................................................................................................................................................................................. 21
CIRCUIT PNEUMATIQUE ................................................................................................................................................................................ 21
CIRCUIT DE REFROIDISSEMENT (POUR LES SEULS ART. 7913-7915) .................................................................................................... 21
CIRCUIT ELECTRIQUE ................................................................................................................................................................................... 21
ENTRETIEN EXTRAORDINAIRE .................................................................................................................................................................... 22
RESOLUTION DES DEFAUTS DANS LE SOUDAGE ..................................................................................................................................... 22
PIECES DETACHEES ..................................................................................................................................................................................... 22
REGLAGE DE LA SOUDEUSE PAR POINTS ................................................................................................................................................. 35