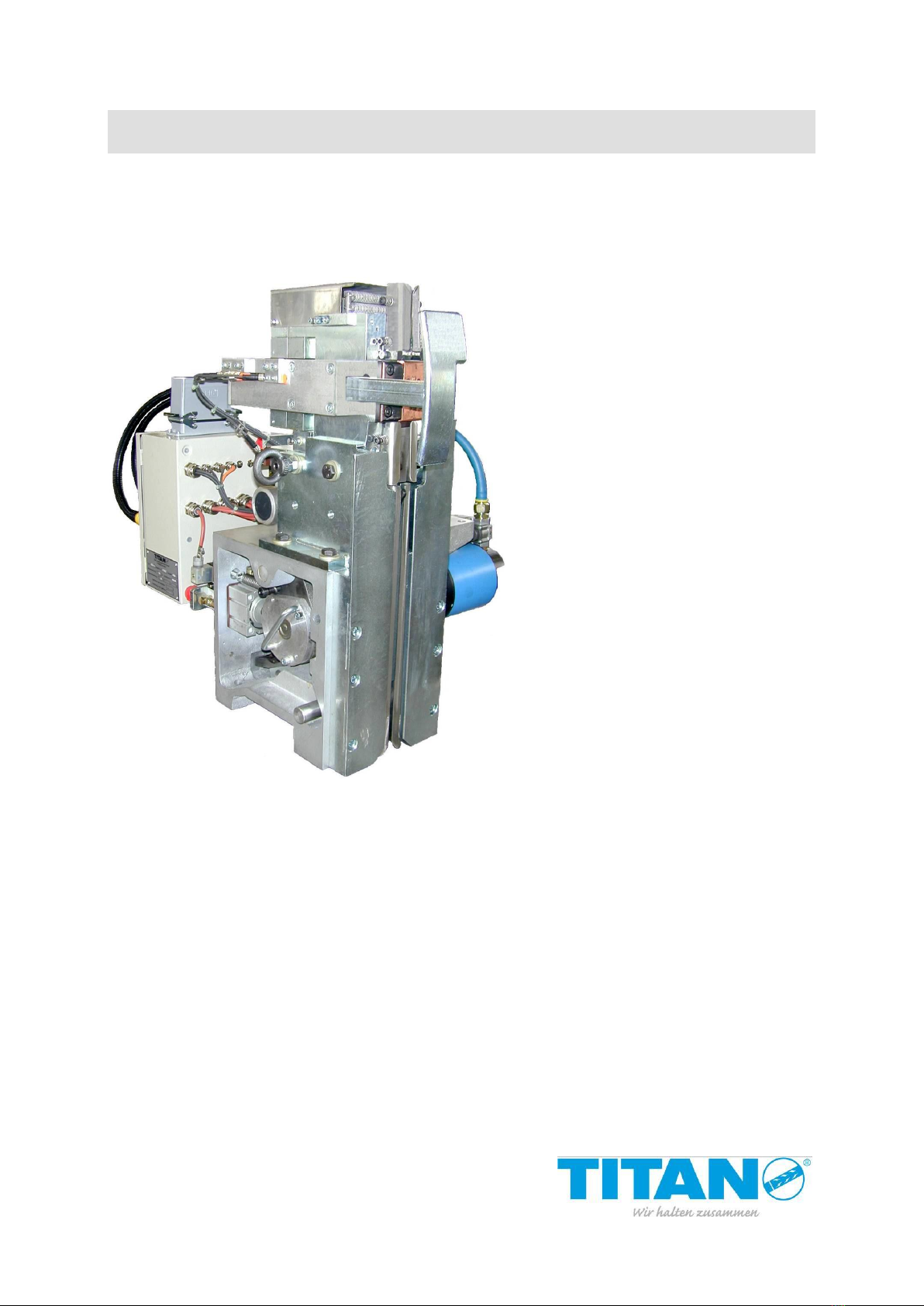
VS-32-L 2
Table of contents
Page
1. Manufacturer details....................................................................................................................3
2. General..........................................................................................................................................4
3. Safety regulation ..........................................................................................................................7
4. Life phases of the unit .................................................................................................................9
5. Technical data ........................................................................................................................... 11
5.1. Technical data of the welding unit..................................................................................... 12
5.2. Finding the time required for a strapping operation.......................................................... 13
5.3. Smallest support with different packing items................................................................... 14
5.4. Measurements and assembly dimensions VS-32-L ......................................................... 15
5.5. Pneumatic plan equipment (head control system)............................................................ 16
5.6. Functional time diagram.................................................................................................... 17
5.7. Arrangement and designations......................................................................................... 18
6. Designations.............................................................................................................................. 19
6.1. Switches and motors......................................................................................................... 19
6.2. Switches............................................................................................................................ 21
6.3. Positions of the switches, valves, pressure controllers and motors ................................. 22
7. Functional description.............................................................................................................. 23
7.1. Process description........................................................................................................... 23
7.1.1. Insertion of strap..................................................................................................... 23
7.1.2. Feed of strap, medium speed................................................................................. 23
7.1.3. Strap feed, precise movement................................................................................ 24
7.1.4. Closing strap gripper 1............................................................................................ 24
7.1.5. Transport back of strap........................................................................................... 24
7.1.6. Tensioning the strap ............................................................................................... 24
7.1.7. Closing strap gripper 2............................................................................................ 25
7.1.8. Welding................................................................................................................... 25
7.1.9. Swivelling the welding station open........................................................................ 25
7.1.10.Swivelling the welding station back ........................................................................ 25
7.2. Positions on the cam gear ................................................................................................ 26
7.3. Description of the welding operation................................................................................. 27
8. Adjustments............................................................................................................................... 28
8.1. Setting switches B1 to B8 ................................................................................................. 28
8.2. Setting the zero position ................................................................................................... 30
8.3. Setting the clamping and opening positions ..................................................................... 30
8.4. Setting the air pressure..................................................................................................... 31
8.5. Setting the quantity of gas ................................................................................................ 33
8.6. Setting the distance between electrodes.......................................................................... 34
8.7. Setting the torch................................................................................................................ 35
8.8. Setting the welding parameters ........................................................................................ 36
9. Maintenance............................................................................................................................... 37
9.1. General ............................................................................................................................. 37
9.2. Maintenance intervals....................................................................................................... 38
9.3. Check seal ........................................................................................................................ 38
9.4. Lubricating points.............................................................................................................. 39
9.5. Maintenance of the transport unit ..................................................................................... 40
9.6. Maintenance of the clamp guide....................................................................................... 42
9.7. Maintenance of the cutter ................................................................................................. 44
9.8. Dismounting the torch, replacement of electrode ............................................................. 45
9.9. Dismounting and mounting the clamp............................................................................... 46
9.10. Dismounting and mounting the torch holder..................................................................... 47
10. Fault detection - remedy........................................................................................................... 48
11. Declaration of incorporation.................................................................................................... 50