-7-
EN – KWJ700/900
Thank you for purchasing this Trend product, we hope
you enjoy many years of creative and productive use.
TECHNICAL DATA
KWJ700 KWJ900
Jig thickness 12mm 12mm
Cutter size 12.7mm 12.7mm
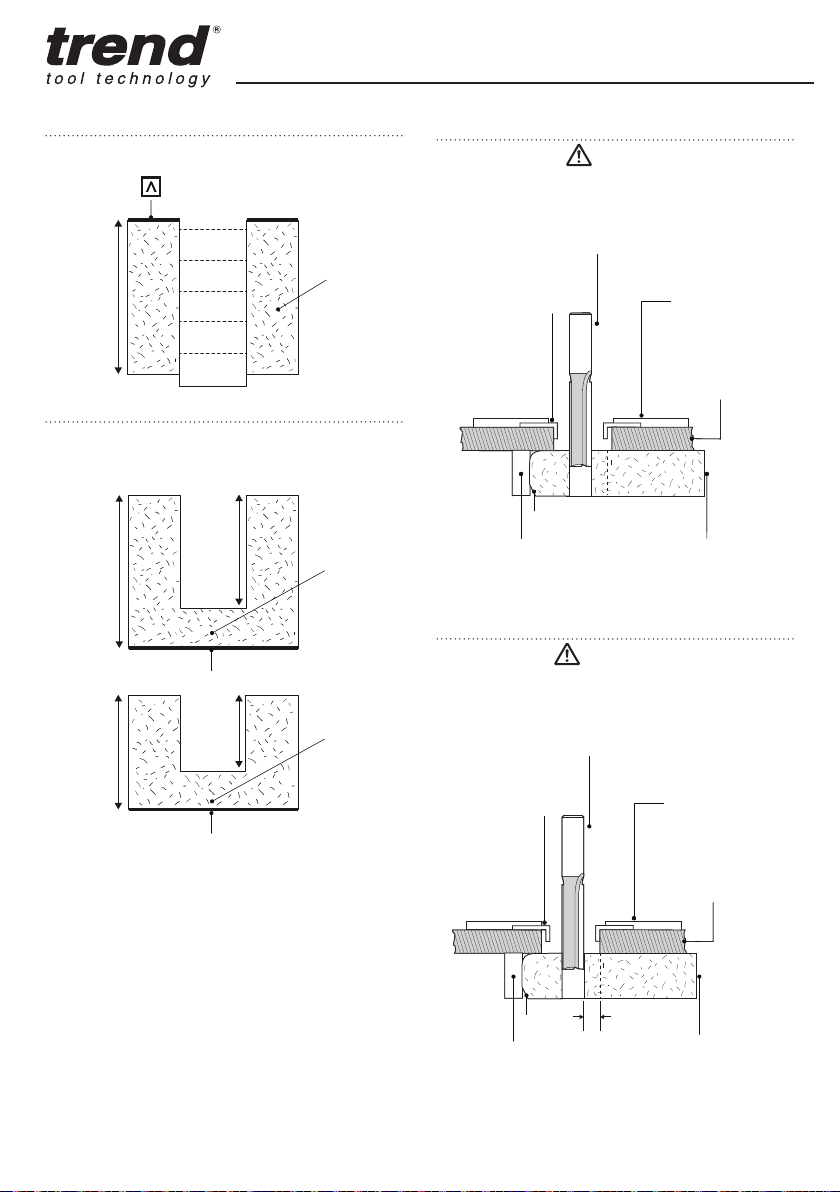
Workpiece
thickness max
45mm 45mm
Worktop width 250mm-700mm 400mm-900mm
Guide bush
size
30mm 30mm
Weight 5.4kg 7.7kg
The following symbols are used throughout this manual:
Refer to the instruction manual of your power tool.
Denotes risk of personal injury, loss of life or
damage to the tool in case of non- observance of the
instructions in this manual.
This unit must not be put into service until it has been
established that the power tool to be connected to
this unit is in compliance with 2006/42/EC (identified
by the CE marking on the power tool) or UK Statutory
Instruments 2008 No. 1597 - The Supply of Machinery
(Safety) Regulation (identified by UKCA marking on the
power tool).
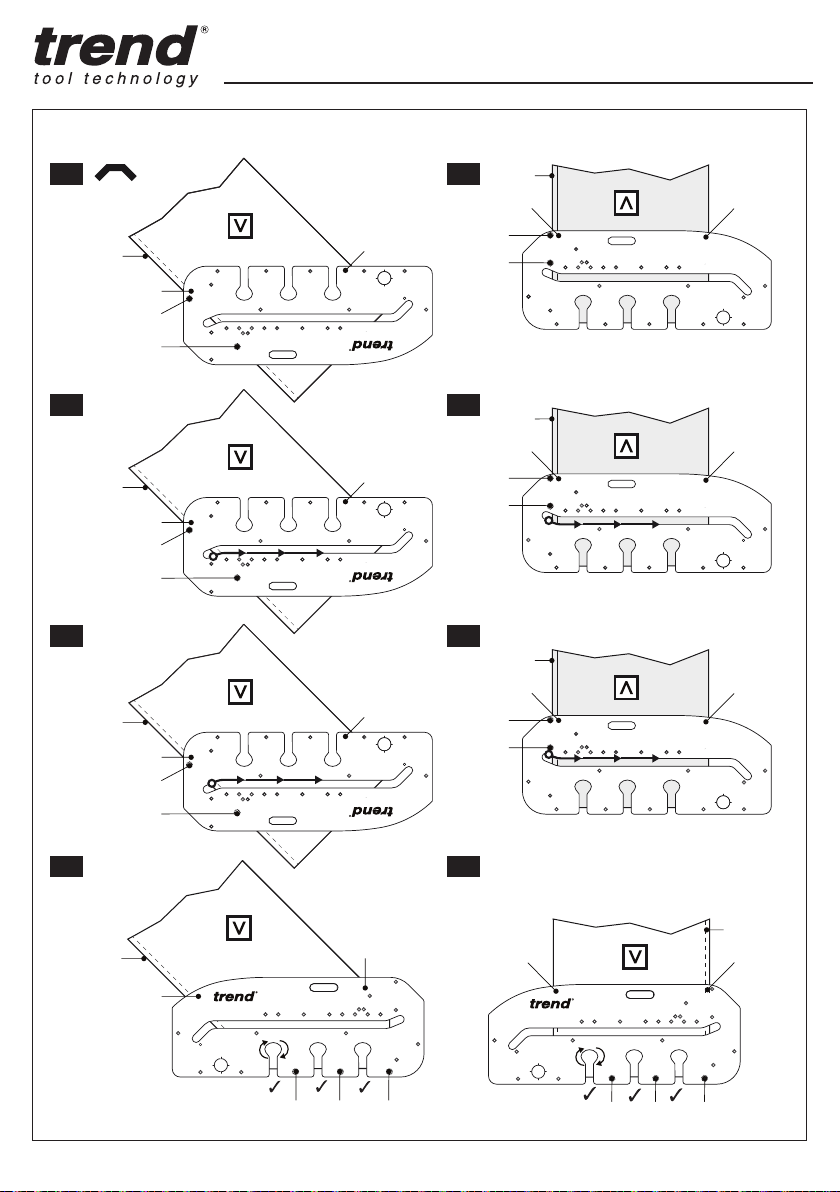
INTENDED USE
This jig is intended for use with a plunge router with
suitable guide bush and router cutter fitted to rout a
kitchen worktop joint in laminate covered particle board.
SAFETY
Please read and understand the safety points in these
instructions as well as you power tool instructions.
PLEASE KEEP THE INSTRUCTIONS
IN A SAFE PLACE
Safety Points
1. Disconnect power tool attachment from power
supply when not in use, before servicing,
when making adjustments and when changing
accessories such as cutters. Ensure switch is in
“off” position and cutter has stopped rotating.
2. Read and understand instructions supplied with
power tool, attachment and cutter.
3. Current Personal Protective Equipment (PPE) for
eye, ear and respiratory protection must be worn.
Keep hands, hair and clothes clear of the cutter.
4. Before each use check cutter is sharp and free
from damage. Do not use if cutter is dull, broken
or cracked or if any damage is noticeable or
suspected. Only use tools for woodworking to
EN847 safety standard. Ensure cutting tool is
suitable for application.
5. The maximum speed (nmax) marked on tool or in
instructions or on packaging shall not be exceeded.
Where stated, the speed range should be adhered to.
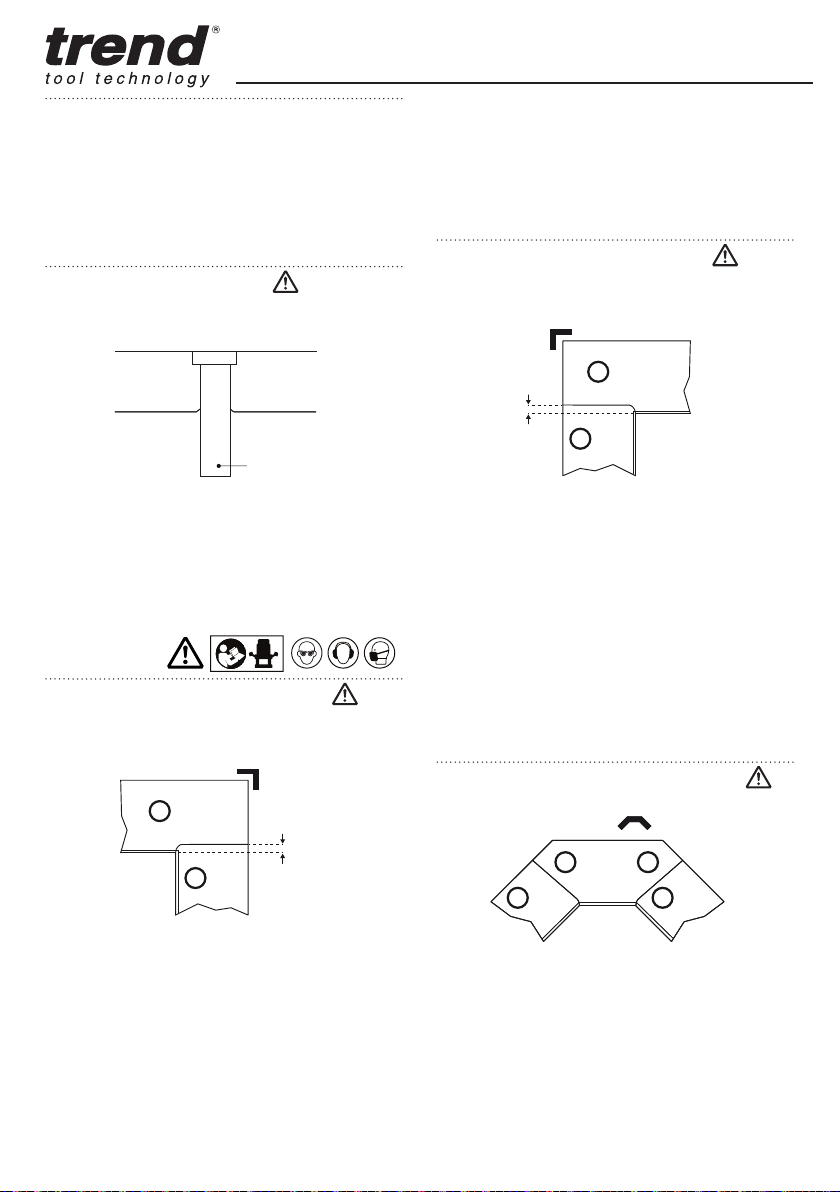
6. Insert the shank into the router collet at least all the
way to the marked line indicated on the shank. This
ensures at least 3⁄4 of the shank length is held in
collet. Ensure clamping surfaces are clean.
7. Check all fixing and fastening nuts, bolts and screws
on power tool, attachment and cutting tools are
correctly assembled, tight and to correct torque
setting before use.
8. Ensure all visors, guards and dust extraction is fitted.
9. The direction of routing must always be opposite to
the cutter’s direction of rotation.
10. Do not switch power tool on with the cutter touching
the workpiece.
11. Trial cuts should be made in waste material before
starting any project.
12. Repair of tools is only allowed according to tool
manufacturers instructions.
13. Do not take deep cuts in one pass, take shallow
passes to reduce the side load applied to the cutter.
14. User must be competent in using woodworking
equipment before using our products. Dress
properly, no loose clothing/jewellery, wear protective
hair covering for long hair.
15. Consider working environment before using
tools. Ensure working position is comfortable and
component is clamped securely. Keep proper
footing and balance at all times. Check work area for
obstructions. Keep control of power tool at all times.
16. Please keep children and visitors away from tools
and work area.
17. All tools have a residual risk so must therefore be
handled with caution.
18. Only use Trend original spare parts and accessories.
If you require further safety advice, technical information,
or spare parts, please call Trend Technical Support or
visit www.trend-uk.com
EN - KWJ700/900