ii
TABLE OF CONTENTS
How to read your serial number:
MACHINE DIMENSIONS
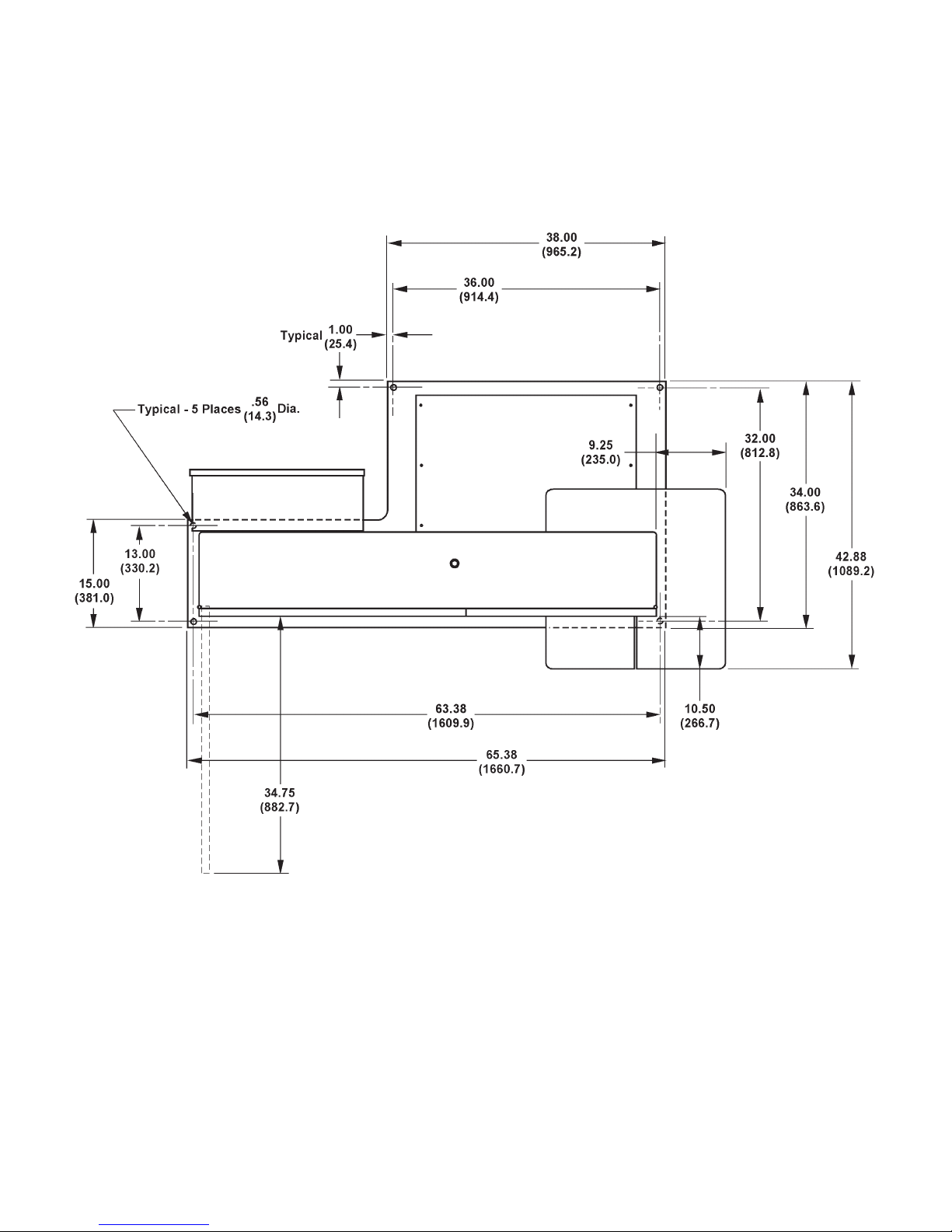
Floor Plan ............................................................... 1
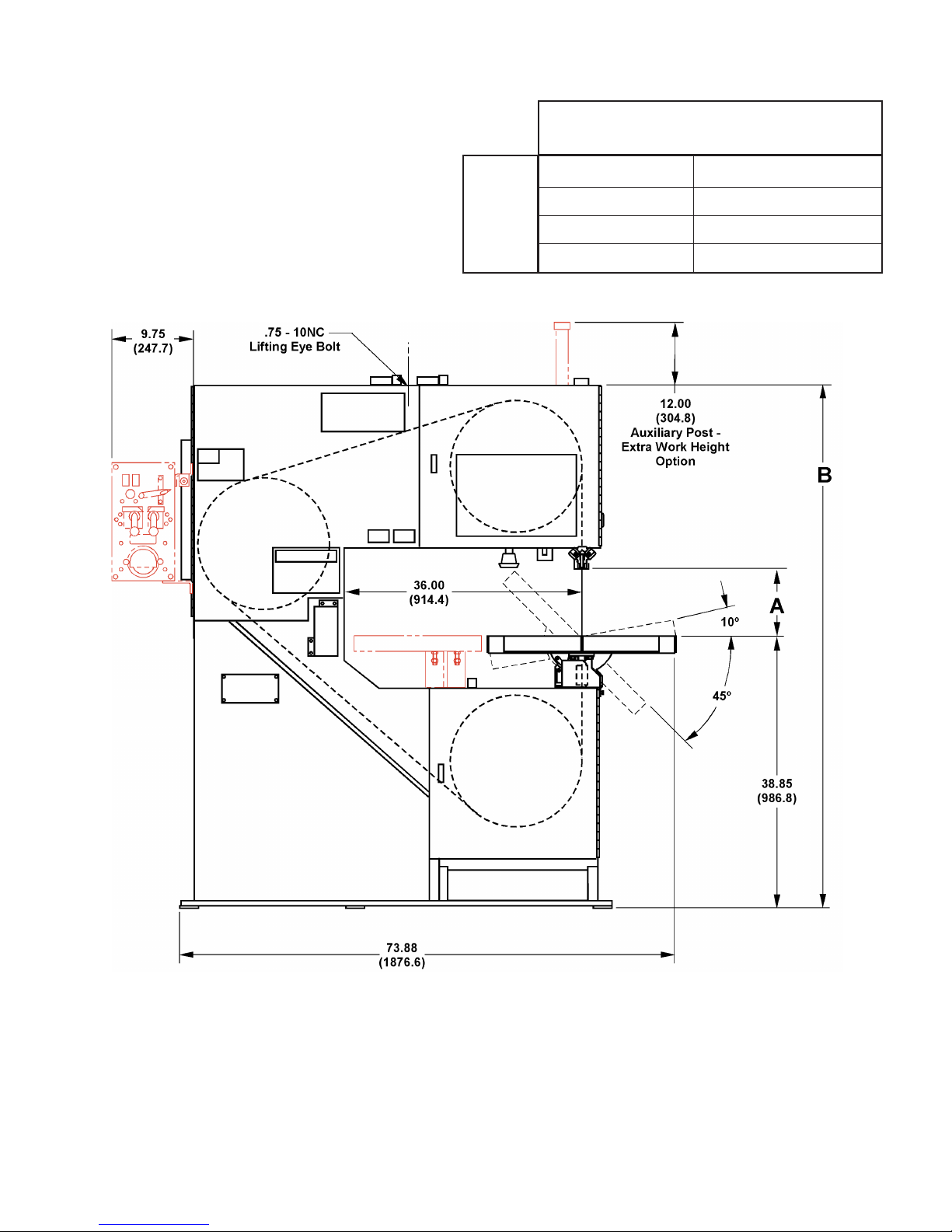
Front View .............................................................. 2
MACHINE FEATURES
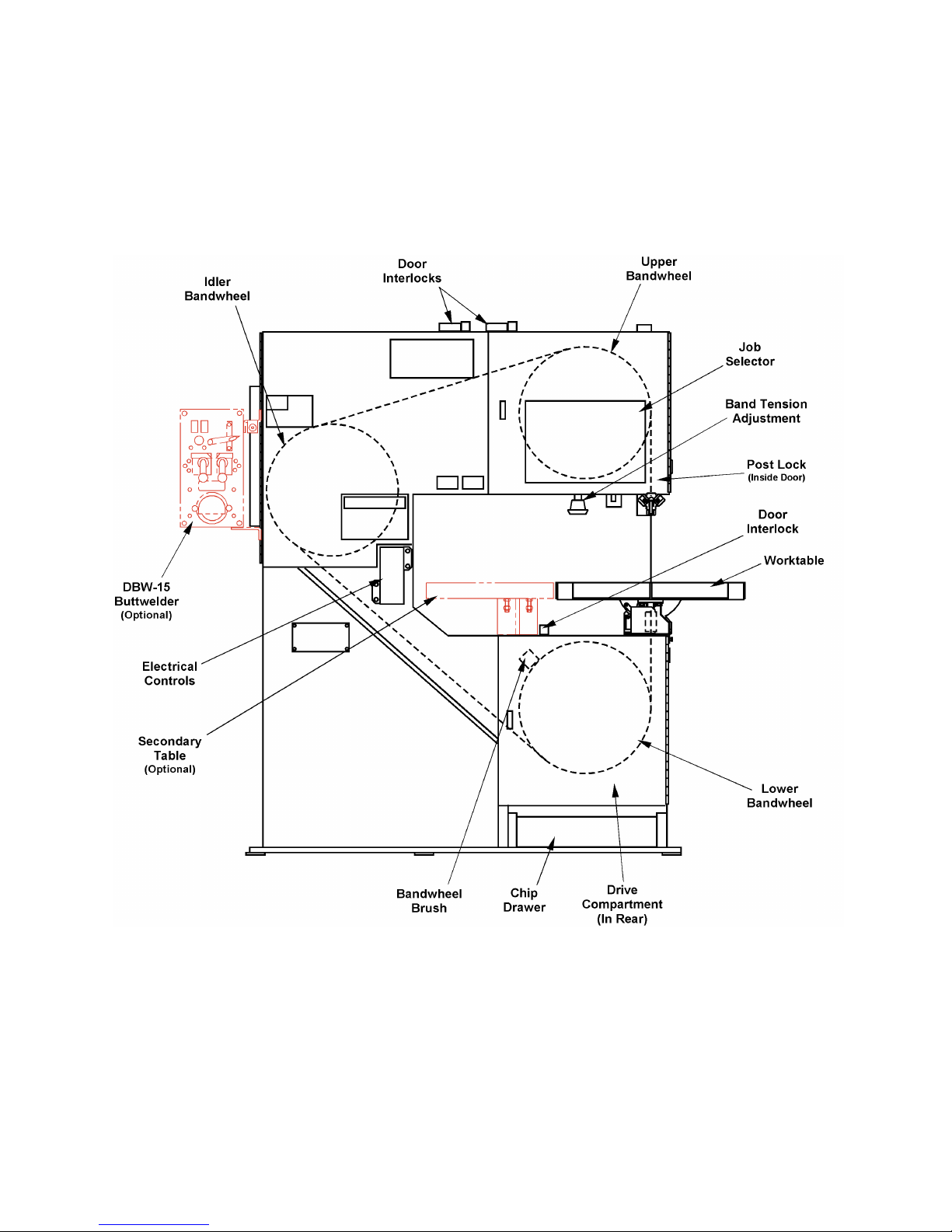
Front View .............................................................. 3
Rear View ............................................................... 4
INSTALLATION
Location .................................................................. 5
OSHA Notice!! ........................................................ 5
Unpacking ............................................................... 5
Cleaning ................................................................. 5
Lifting ...................................................................... 5
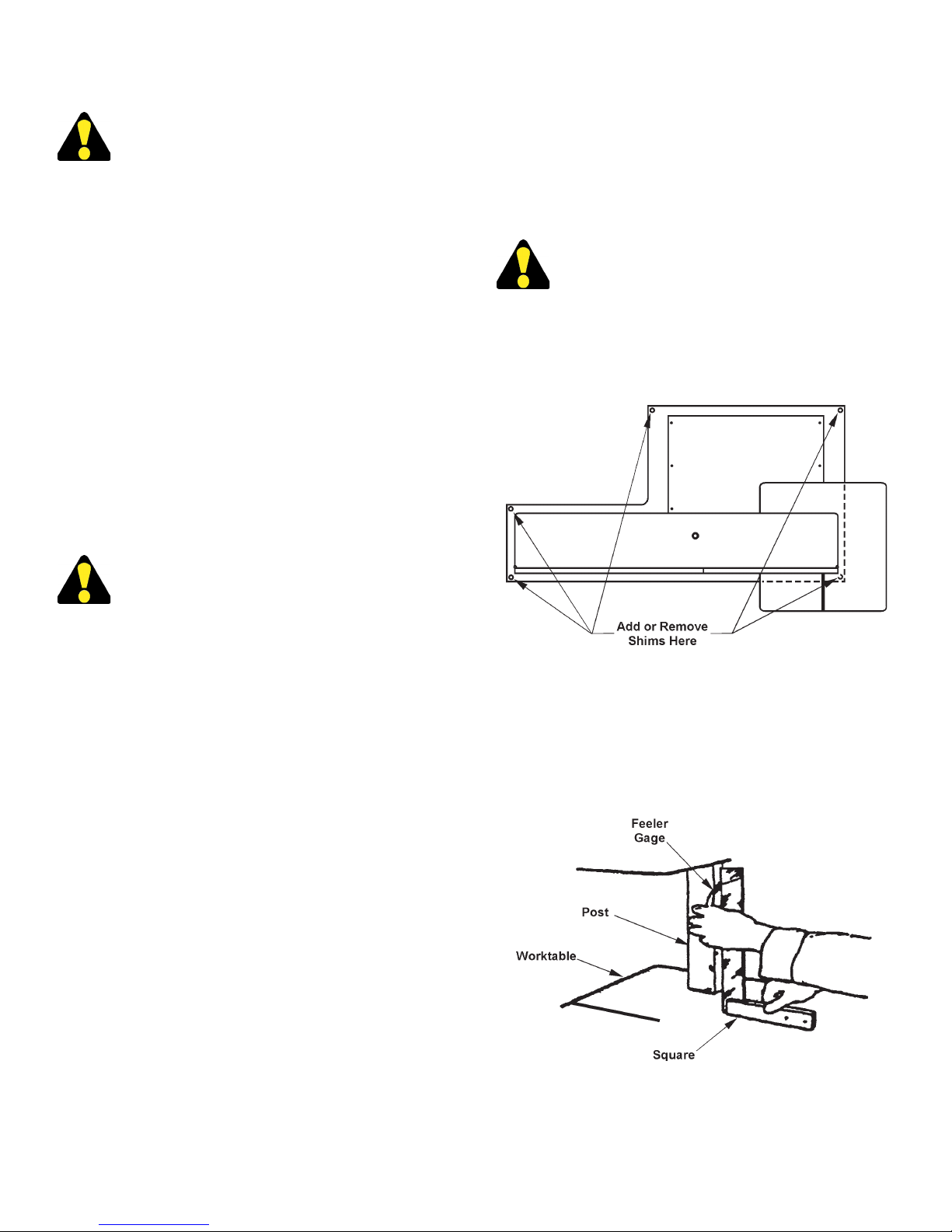
Machine Alignment ................................................. 5-6
Electrical Installation ............................................... 6
Preparation for Use ................................................ 6
OPERATION
Safety Precautions ................................................. 7
Using the Job Selector ........................................... 7
Electrical Controls ................................................... 8
Band Speed Controls ............................................. 8
Saw Band Preparation ............................................ 8-10
Post Adjustment ...................................................... 10
Worktable and Tilt Adjustment ................................ 10-11
Wheel Brush and Chip Removal ............................ 11
Typical Operation Procedures ................................ 11-12
LUBRICATION
Lubrication Chart .................................................... 14
Lubrication Diagram ............................................... 15
MAINTENANCE
Replacing Crowned Bandwheel Tires ..................... 16
Insert-Type Saw Guides ......................................... 16
Electric Motors ........................................................ 16
Head Components .................................................. 16
Spindle Drive Bearings ........................................... 16
Wheel Brush ........................................................... 16
Transmission .......................................................... 16
Variable Pulley ........................................................ 16
Band Drive Belt ....................................................... 16
Mist Coolant ............................................................ 16
Machine Cleaning ................................................... 16-17
TROUBLE SHOOTING .................................. 18-19
ACCESSORIES
Disc Cutter .............................................................. 20
Miter No. 2 Cut-Off (Side Mount) ............................ 20
Rip Fence ............................................................... 20
Heavy Work Slides ................................................. 20-21
Workholding Jaws .................................................. 21
Air-Operated Power Feed ....................................... 21
Chip Blower ............................................................ 22
Mist Coolant ............................................................ 22
Band Mist Lubricator ............................................... 22
Worklight ................................................................. 22
Magnier ................................................................. 22
Post Elevating Handwheel ...................................... 22
Worktable Options .................................................. 22-23
Air-Powered Worktable ........................................... 23
Universal Calibrated Work Fixture .......................... 23-24
Protractor Workstop and Alignment Gage .............. 24
DBW-15 Buttwelder ................................................ 24
Optional Saw Guides ..............................................24-26
90° Saw Guide Brackets ........................................ 26
Adjustable Angle Saw Guides ................................ 26
Dust Spout .............................................................. 26
Extra Work Height .................................................. 26
Band Filing .............................................................. 27
Band Polishing ........................................................ 28
Laser Line Generator Option .................................. 28