ii
TABLE OF CONTENTS
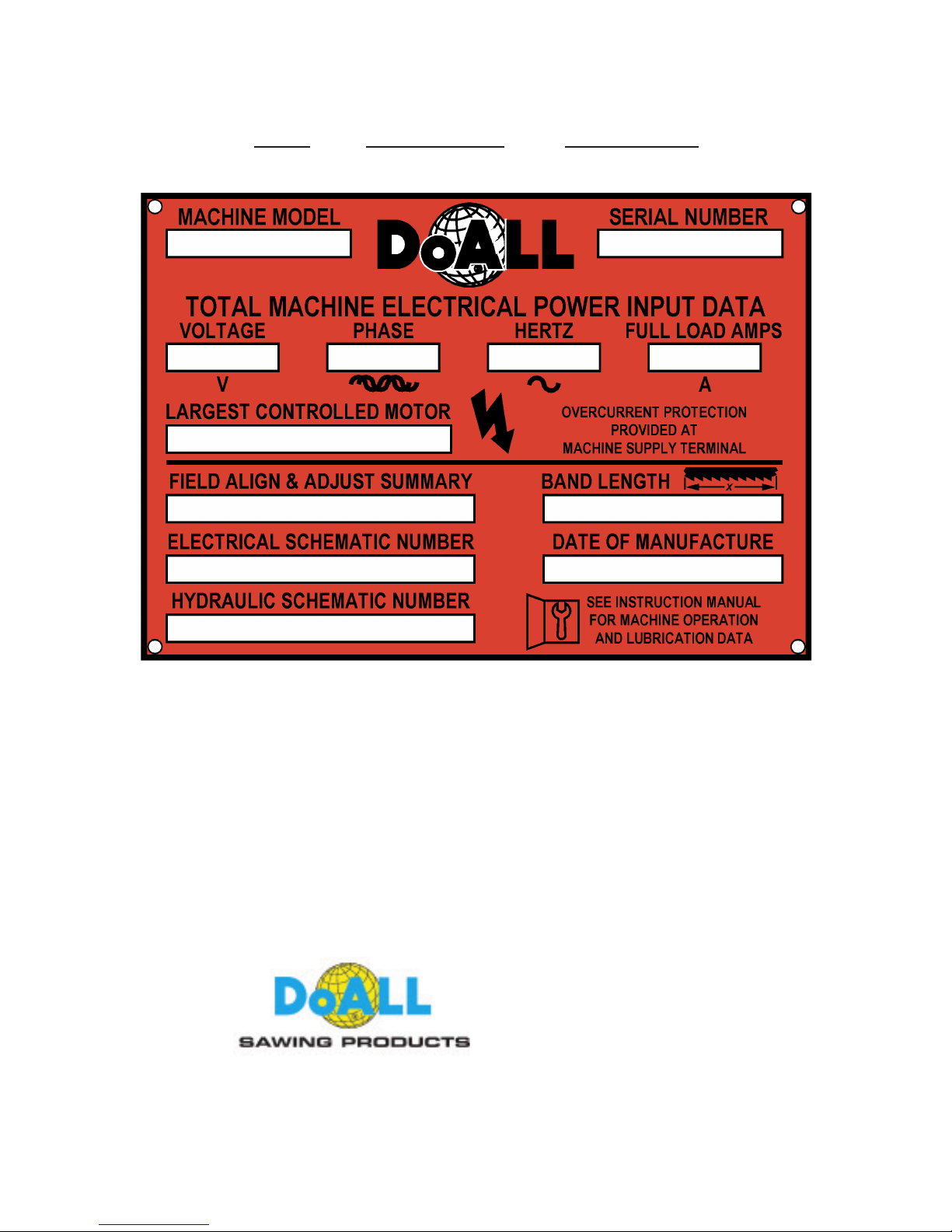
How to read your serial number:
MACHINE DIMENSIONS
Floor Plan ............................................................... 1
Floor Plan With HMD Hydraulic Table .................... 2
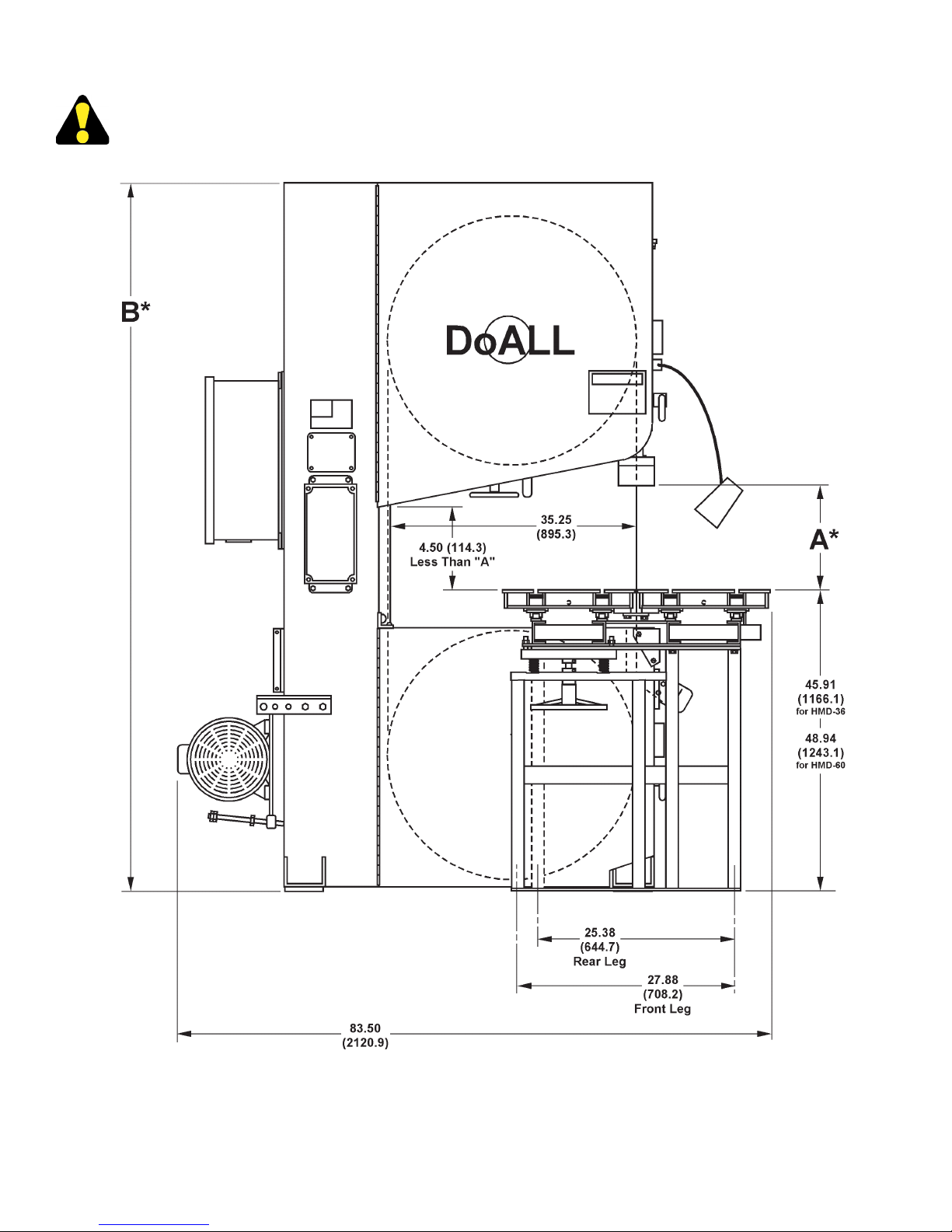
Front View .............................................................. 3
Front View With HMD Hydraulic Table ................... 4
MACHINE FEATURES
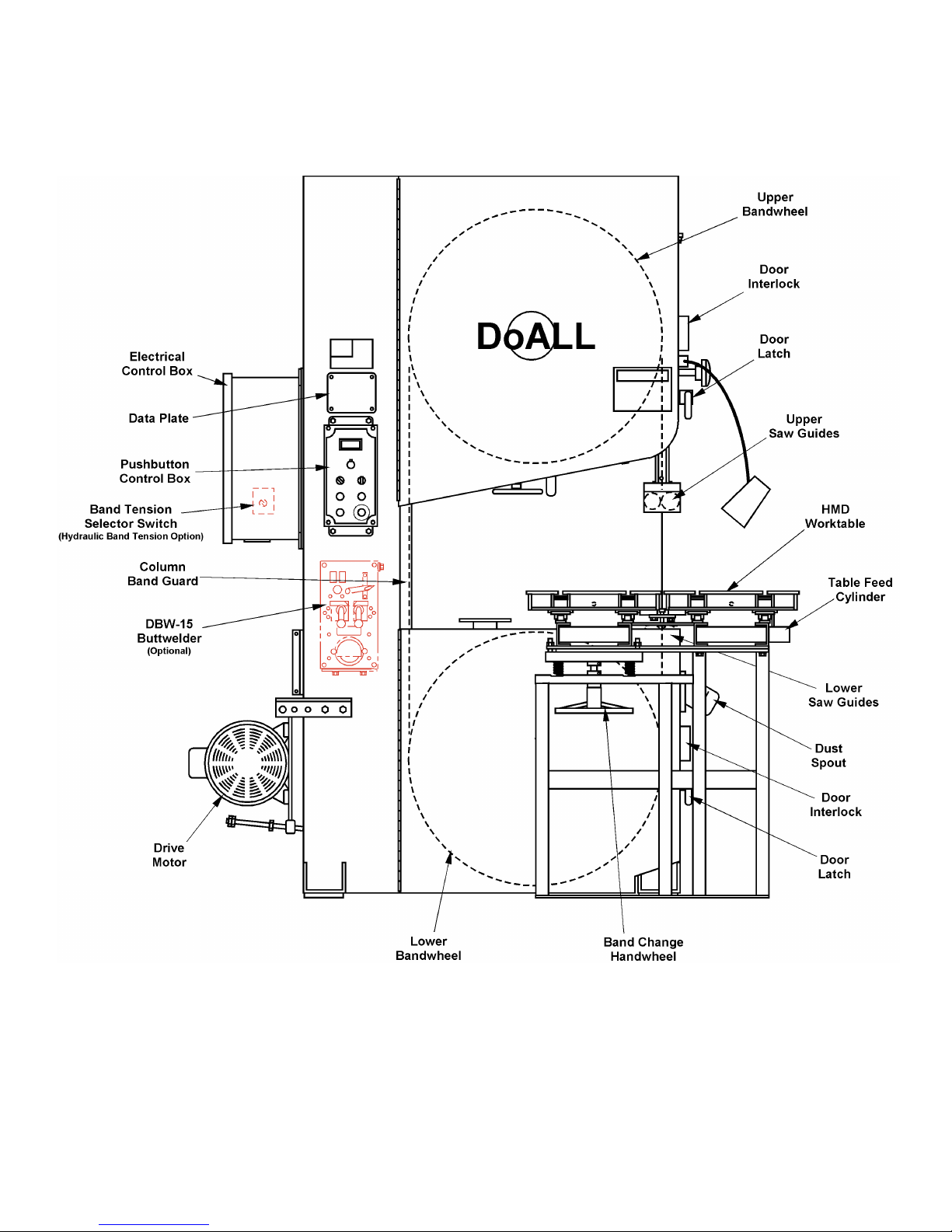
Front View .............................................................. 5
Front View With HMD Hydraulic Table ................... 6
Rear View ............................................................... 7
Raer View With HMD Hydraulic Table .................... 8
INSTALLATION
Location .................................................................. 9
OSHA Notice!! ........................................................ 9
Unpacking ............................................................... 9
Cleaning ................................................................. 9
Lifting ...................................................................... 9
Machine Installation and Alignment ........................ 9
Electrical Installation ............................................... 10
Table Alignment (Standard) .................................... 10
Table Alignment (HMD Table) ................................. 11-12
Preparation for Use ................................................ 12
OPERATION
Safety Precautions ................................................. 13
Friction Sawing ....................................................... 13
Machine Controls .................................................... 13-14
Table Controls ......................................................... 14
Band Speed Control ............................................... 15
Saw Band Tension Handwheel ............................... 15
Saw Band Tracking Lever ....................................... 15
Saw Band Preparation ............................................ 15-17
Post Adjustment ...................................................... 17
Spark Guard ........................................................... 17
Worktable and Adjustments .................................... 17-18
Dust Spout .............................................................. 18
Hydraulic Brake ...................................................... 18
Typical Sawing Procedures .................................... 18-19
LUBRICATION
Lubrication Chart .................................................... 20
Lubrication Diagram ............................................... 21
MAINTENANCE
Changing Belt ......................................................... 22
Electric Motors ........................................................ 22
Head Components .................................................. 22
Hydraulic Brake ...................................................... 22
Hydraulic System .................................................... 22-23
Hydraulic Table (Optional) ...................................... 23
Saw Guides ............................................................ 23
Machine Cleaning ................................................... 23
Bandwheel Tire Replacement (Sheet Metal
Bandwheels) ........................................................ 24-25
Bandwheel Tire Replacement (Cast Aluminum
Bandwheels) ........................................................ 25-26
TROUBLE SHOOTING .................................. 27-29
ACCESSORIES
Disc Cutter .............................................................. 30
Rip Fence ............................................................... 30
Worklamp ............................................................... 30
Magnier ................................................................. 30
Chip Blower ............................................................ 30
DBW-15 Buttwelder ................................................ 31
Workholding Jaw .................................................... 31
Secondary Table ..................................................... 31
Hydraulic Tables ..................................................... 31-32
Glide Table .............................................................. 32
Optional Saw Guides .............................................. 32
Extra Work Height .................................................. 32
Hydraulic Band Tension .......................................... 32
Band Lubricator ...................................................... 32
Dust Collector ......................................................... 32
Safety Equipment ................................................... 33
Material Handling Equipment ................................. 33