2
SPECIFICATIONS
The AM 6500 is a rework station for through-hole
and SMT boards.
-AM 6500 120V Ref. 6500100
It contains 4 modules which cover the main rework
tasks:
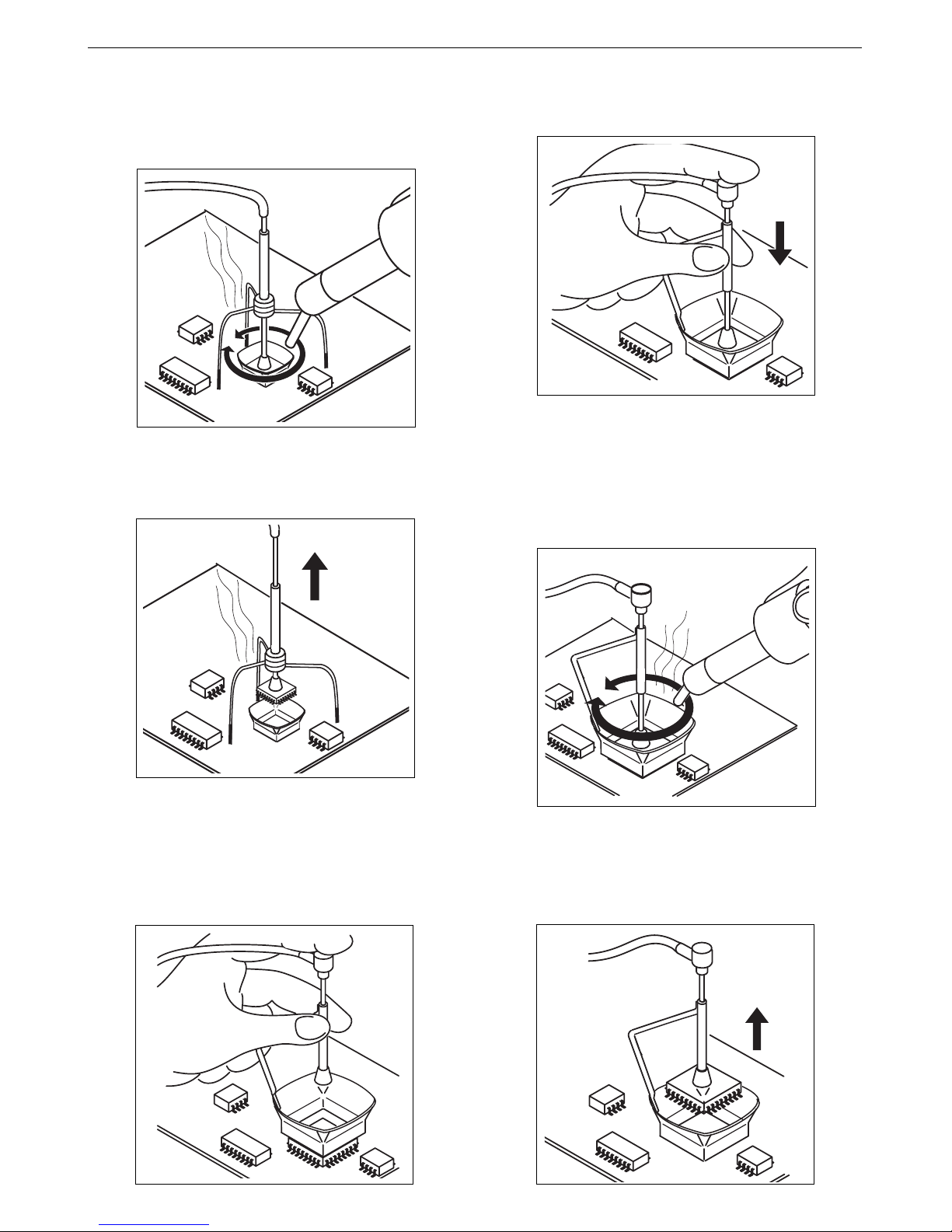
-Hot air for desoldering any size of SMD
components.
The station uses the exclusive JBC system,
based on protectors-extractors and hot-air
flow, which makes desoldering clean and quick,
concentrating the heat on the IC, and protecting
the rest of the circuit at the same time.
A medium-sized SMD can be desoldered in
less than 20 seconds.
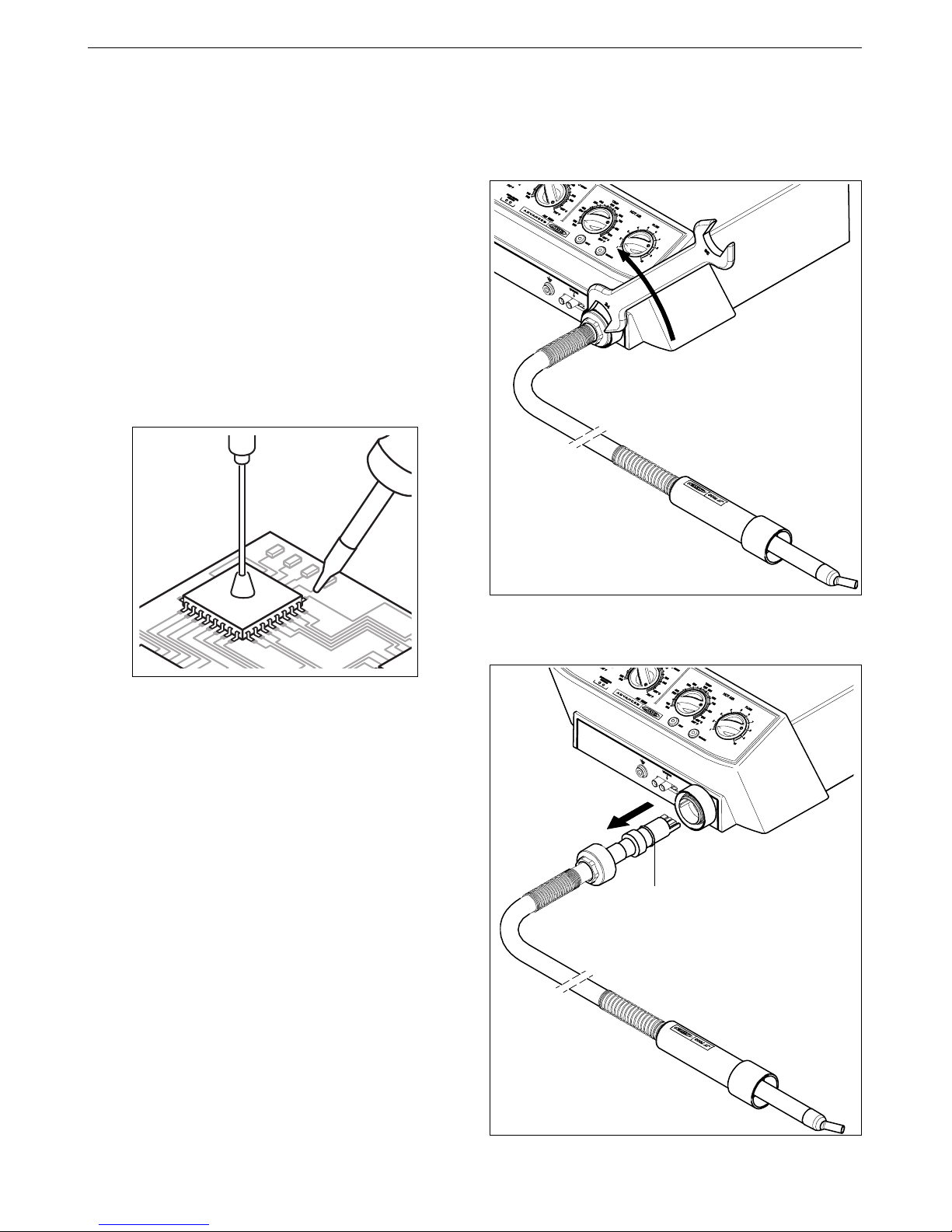
-Desoldering SMTs and cleaning of through-
hole components and pads by using the DR
5600 desoldering iron, which contains a self-
contained vacuum pump.
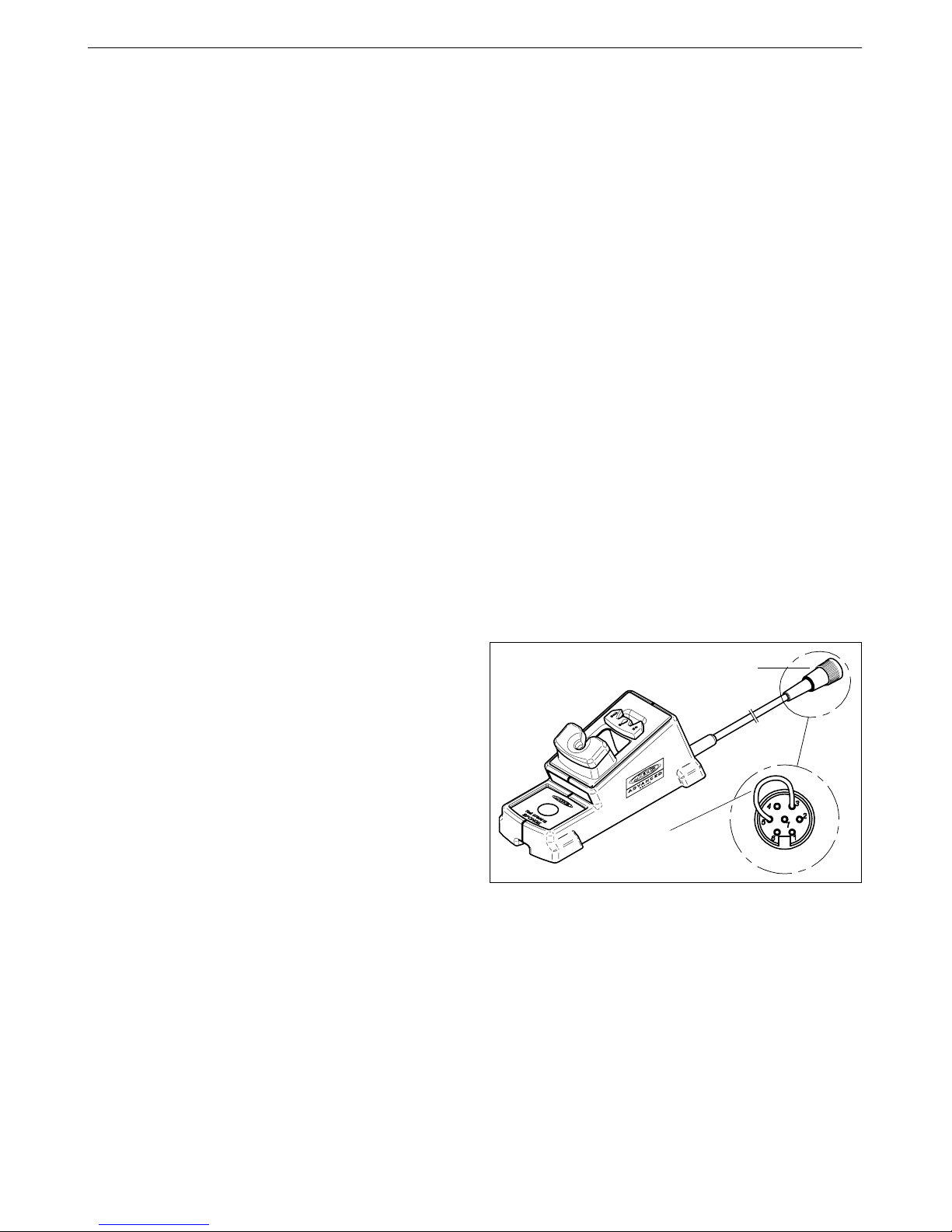
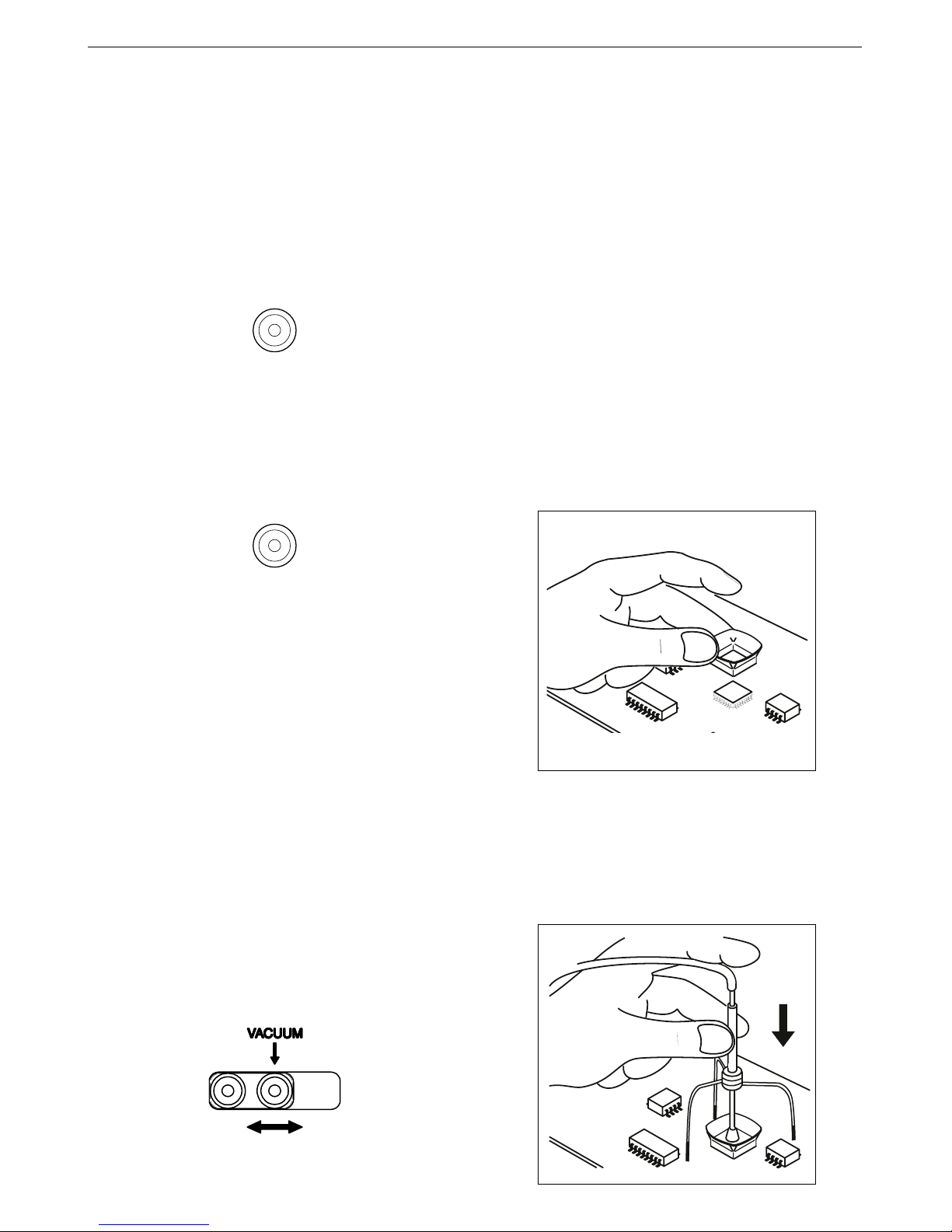
-Pick & Place MP 2260 pencil by suction to aid
components positioning.
-Soldering of all types of components, with the
swift response, power and temperature
recovery of the Advanced series.
Any of the Advanced tools for soldering-Any of the Advanced tools for soldering-
Any of the Advanced tools for soldering-Any of the Advanced tools for soldering-
Any of the Advanced tools for soldering-
desoldering can be connected to the two modules:desoldering can be connected to the two modules:
desoldering can be connected to the two modules:desoldering can be connected to the two modules:
desoldering can be connected to the two modules:
the soldering handpieces, the DR 5600
desoldering iron, the AP 1300 solder feed iron and
the tweezers.
The standardization of connections allows you to
adapt your configuration in the best way to your
job's needs. Do notice that you can connect only
one desoldering iron.
In the station it is easy to verify which temperature
control module is controlling which tool. With all
tools in their stands take any one of them out of its
stand while watching the green LEDs of the station.
You will see that the LED of the module the tool is
connected to, will stop being intermittent thus
indicating the tool is ready for use.
The station’s components
- Control Unit with 900 W heater
-2245 handpiece Ref. 2245000
with the 2245-003 cartridge Ref. 2245003
-DR 5600 desoldering iron Ref. 5600000
with the 5600-003 tip Ref. 5600003
-MP 2260 Pick & Place Ref. 2260000
Accessories for the heater:
-JT 8700 heater stand Ref. 0828700
- Extractor stand Ref. 0932845
- Set of 5 protectors (Fig. 1, page 27)
- Set of 5 extractors (Fig. 2, page 27)
- 2 tripods for the protectors (Fig. 1, page 27)
- Set of 4 suction cups Ref. 0930110
- 3 nozzles
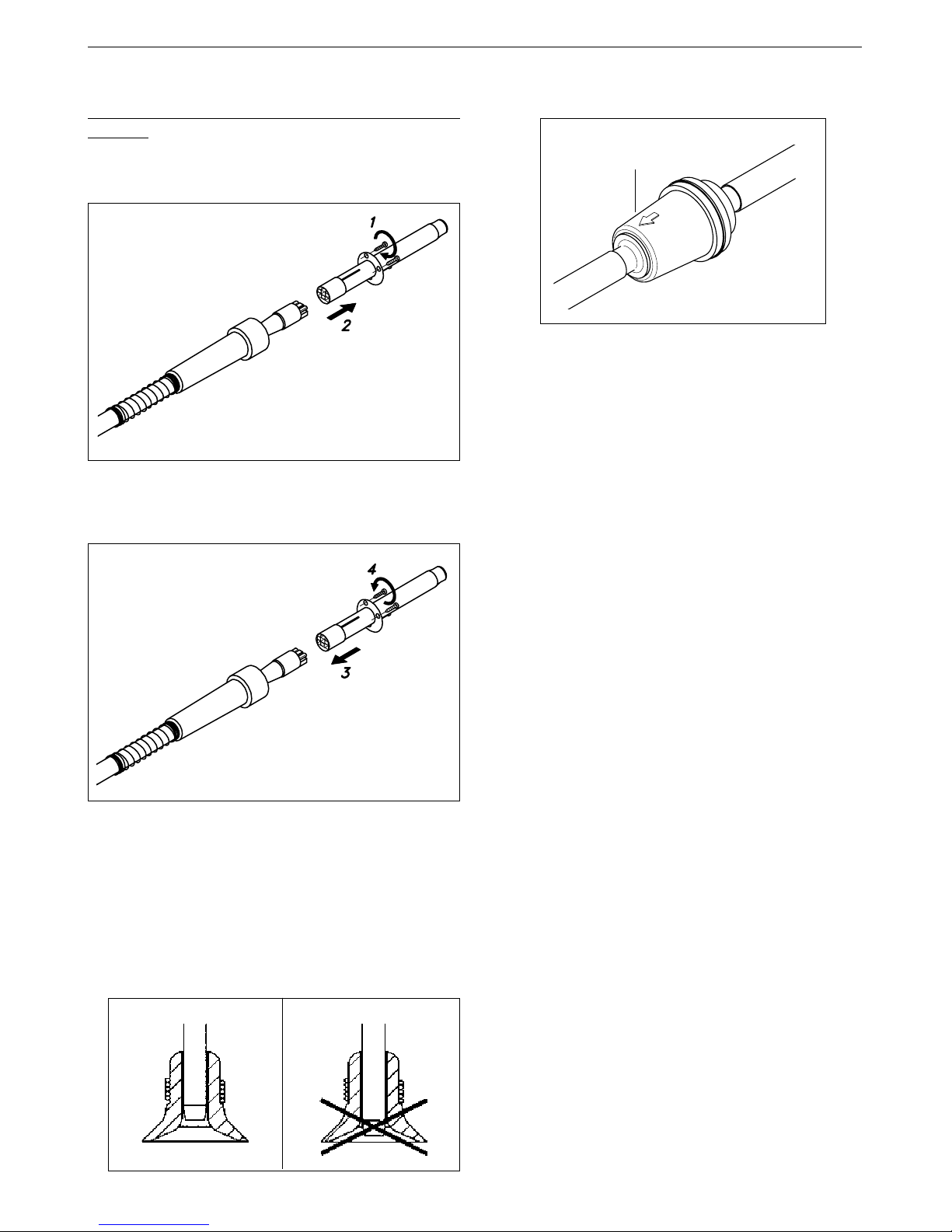
In order to make the nozzles removal easier, the
stand has a special bushing.(Fig. 3, page 27).
- Suction tube with connectors Ref. 0932330
- Pedal with cable and connector Ref. 0964551
Accessories for the 2245 handpiece:
-AD 8245 soldering iron stand Ref. 0788245
Accessories for the desoldering iron:
-DR 8500
desoldering iron stand Ref. 0788500
- External desoldering air filter Ref. 0821830
- Spare filters Ref. 0781046
- Set of accessories Ref. 0780593
Accessories for the Pick & Place:
- Set of suction cups Pick & Place Ref. 0940163
- Set of straight needles Ref. 0901546
- Set of bent needles Ref. 0861660
- Instruction manual Ref. 0781056
The AM 6500 station has the following
complementary products:
-2210/2225 handpiece Ref. 2210000
-PA 1200 micro hot tweezers Ref. 1200000
-PA 4200 hot tweezers Ref. 4200000
-AP 1300 solder feed iron Ref. 1300000