Table of Contents Page Number
Warranty ........................................................................................................................................................ 2
Warnings .................................................................................................................................................... 3-4
Table of Contents .......................................................................................................................................... 5
Specifications ................................................................................................................................................ 5
Contents of the Shipping Container .............................................................................................................. 6
Uncrating the Machine .................................................................................................................................. 6
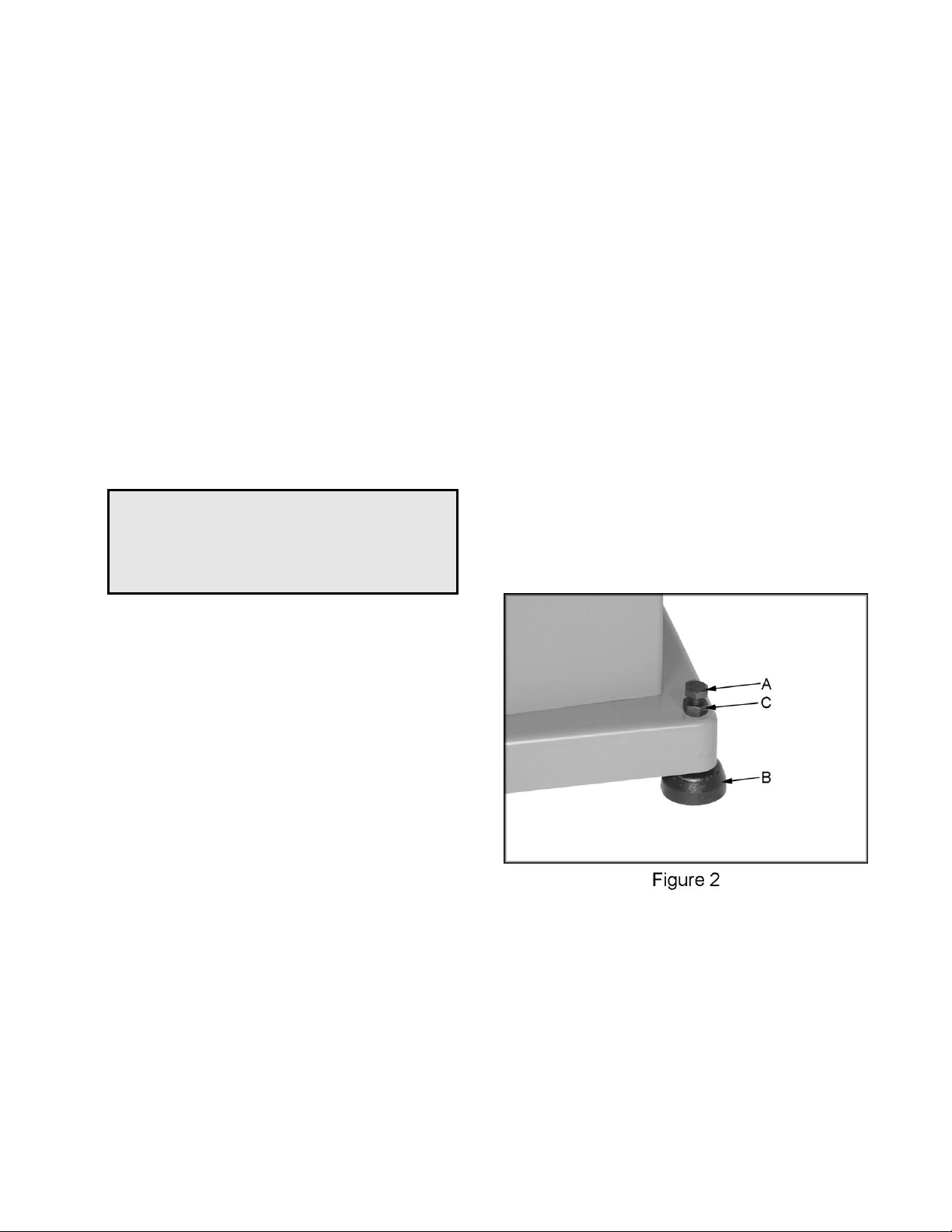
Machine Preparation and Setup ................................................................................................................... 6
Electrical Connections ................................................................................................................................... 7
Assembly ....................................................................................................................................................... 8
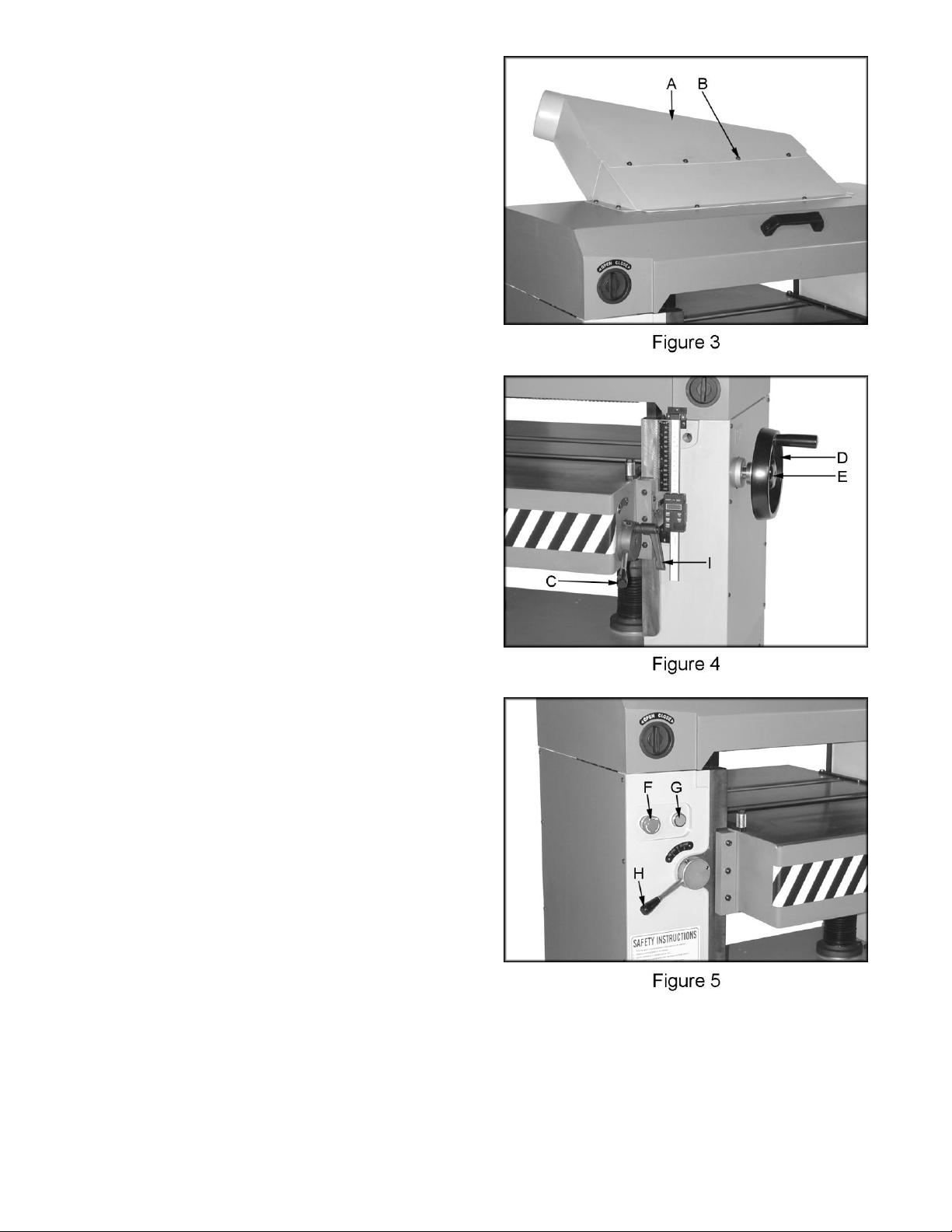
Control Panel ................................................................................................................................................ 8
Changing Feed Rate ..................................................................................................................................... 8
Table Roller Adjustment ................................................................................................................................ 8
Raising and Lowering Table.......................................................................................................................... 9
Table Stop ..................................................................................................................................................... 9
Opening Hood ............................................................................................................................................... 9
Calibrating the Thickness Scale .................................................................................................................... 9
Digital Readout ............................................................................................................................................ 10
Setting / Changing Knives ........................................................................................................................... 11
Helical Cutterhead Option ........................................................................................................................... 12
Setup of Feed Rollers, Chipbreaker and Pressure Bar .............................................................................. 13
Anti-Kickback Fingers ........................................................................................................................... 14
Adjustment of In-Feed Roller ................................................................................................................ 14
Adjustment of Chipbreaker ................................................................................................................... 14
Adjustment of Pressure Bar .................................................................................................................. 15
Adjustment of Out-feed Roller .............................................................................................................. 15
Helical Cutterhead ....................................................................................................................................... 16
V-Belt Adjustment ....................................................................................................................................... 16
Adjusting Table Gibs ................................................................................................................................... 16
Adjusting Table Rollers ............................................................................................................................... 17
Maintenance ................................................................................................................................................ 17
Lubrication ................................................................................................................................................... 18
Troubleshooting .......................................................................................................................................... 19
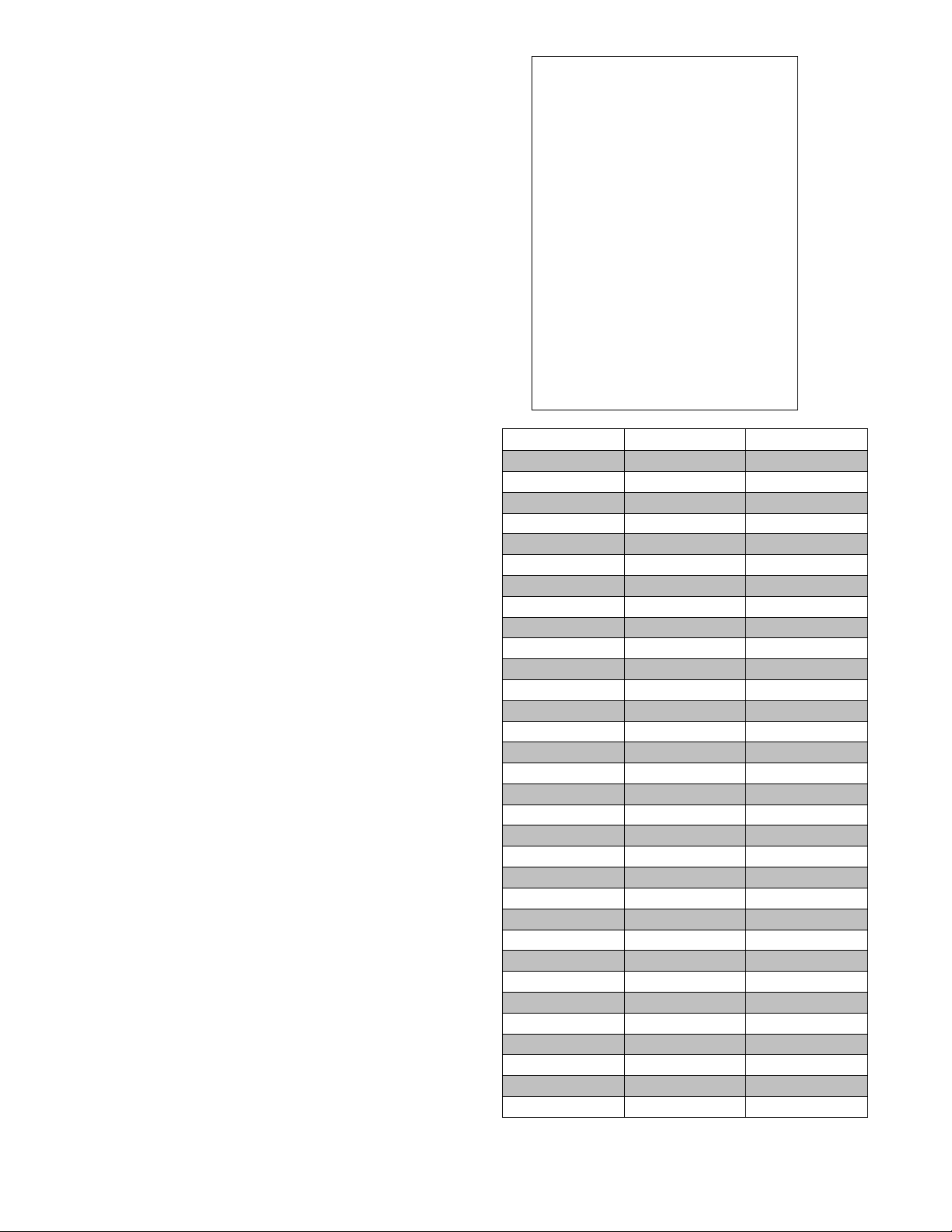
Specifications
Stock No. ..................................................................................... (7.5HP, 1Ph HSS Straight Knife) 4455.001
Stock No. ..................................................................................... (7.5HP, 3Ph HSS Straight Knife) 4455.002
Stock No. ........................................................................ (7.5HP, 1Ph Carbide Helical Cutterhead) 4455.101
Stock No. ........................................................................ (7.5HP, 3Ph Carbide Helical Cutterhead) 4455.102
Maximum Stock Width (in.) ......................................................................................................................... 22
Maximum Depth of Cut (in.) ..................................................................................................................... 3/16
Maximum Stock Thickness (in.) .................................................................................................................... 9
Minimum Stock Thickness (in.) .................................................................................................................. 1/8
Minimum Stock Length (in.) ........................................................................................................................ 10
Dust Port Diameter (in.) ................................................................................................................................ 5
Minimum CFM Required ........................................................................................................................... 900
Segmented Infeed Roller Diameter (in.) ....................................................................................................... 3
Outfeed Roller Diameter (in.) ........................................................................................................................ 3
Feed Speeds (FPM) ........................................................................................................................ 20 and 30
Bed Rollers ................................................................................................................................. 2, Adjustable
Table Size (L x W/in.) .............................................................................................................. 32-1/4 x 23-3/4
Cutterhead Diameter (in.) .............................................................................................................................. 3
Number of Knives .......................................................................................................................................... 4
Cutterhead Speed (RPM) ....................................................................................................................... 5,000
Table Support .................................................................................................................................. 2-Column
Motor .......................................................................................................................... 7.5HP, 1Ph, 220V Only
........................................................................................................ 7.5HP, 3Ph, 220V/440V, Prewired 220V
Gross Weight (lbs.) ................................................................................................................................ 1,568