6441-525D
8
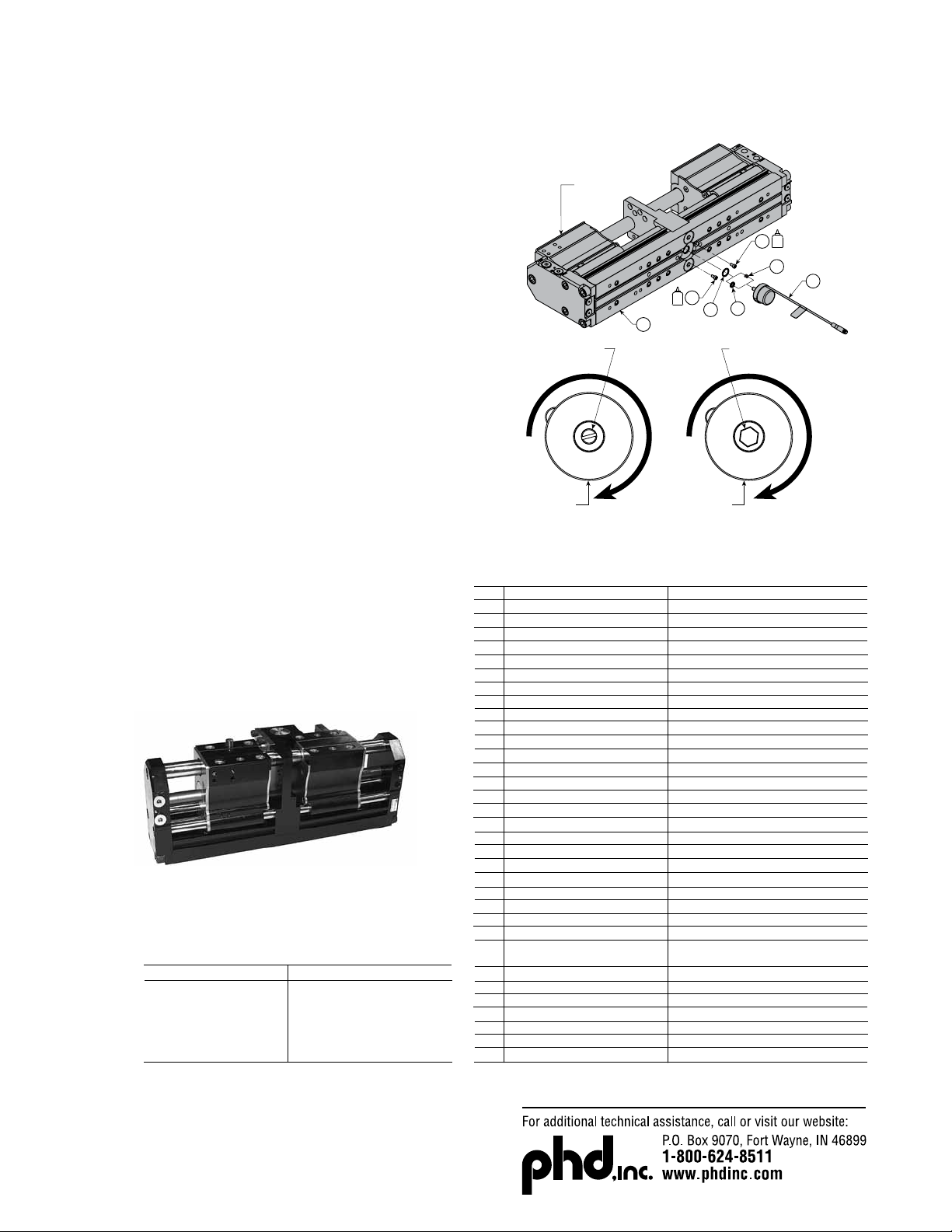
JAW POSITION SENSOR (SPP99 & STT99
INSTALLATION (figure 18)
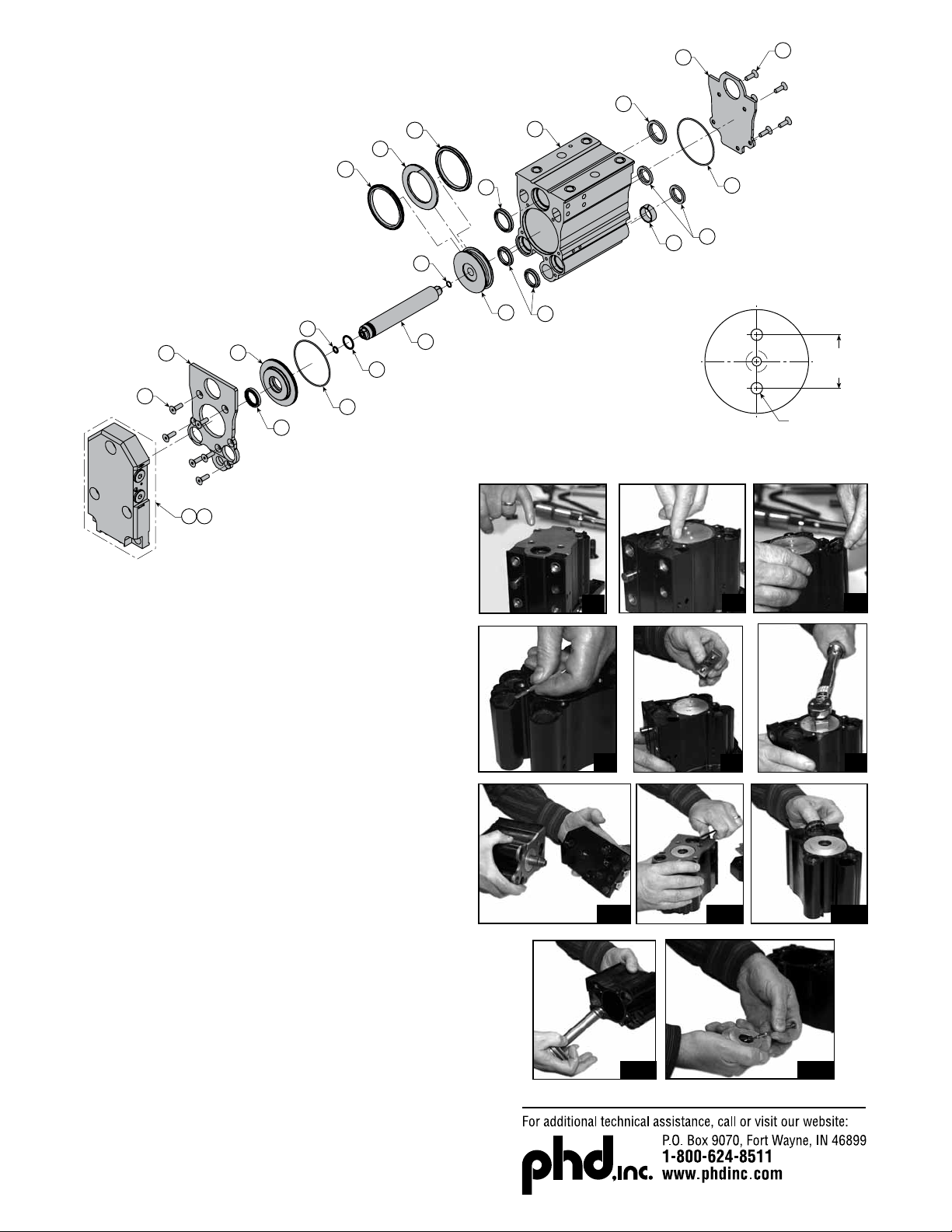
31) Move jaws to the full open position.
32) Insert o-ring seal (6) into shallow counterbore in base plate (1).
33) Looking at protruding shaft of sensor (30), rotate shaft clockwise
until rotation stops. See figure 18.
34) Visually align counterbores in base plate (1) and matching
notches in sensor or hexes (30).
Tip: To minimize voltage offset of sensor, position notches
in sensor slightly counter-clockwise of counterbores in base
plate. Then rotate body of the sensor clockwise to align
notches with counterbores in base plate AFTER the sensor has
been inserted into the base plate.
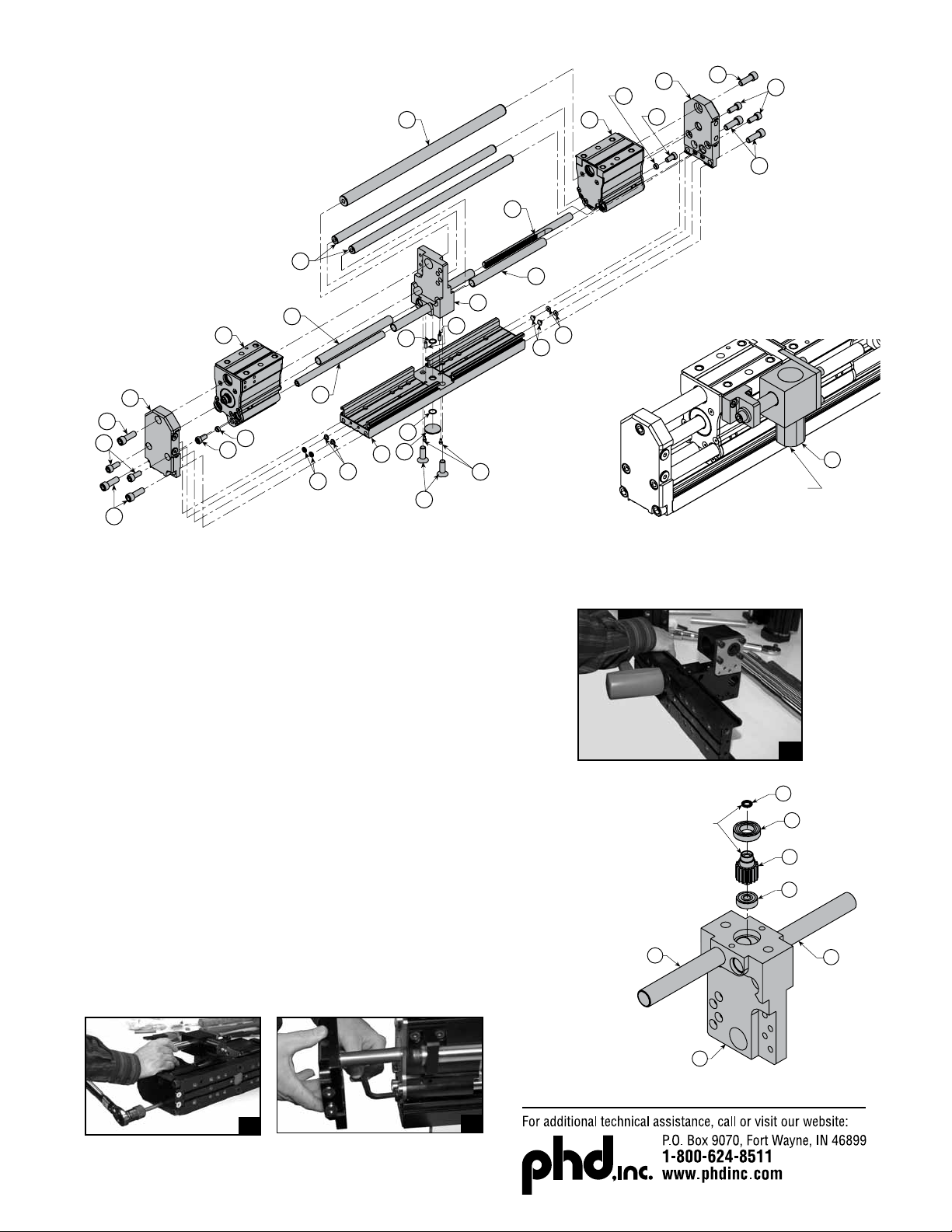
35) a. SPP99: Place end of sensor shaft against o-ring coupling (32)
in pinion and insert jaw position sensor into base plate (1).
Note: Initial resistance will be felt until sensor shaft completely
penetrates coupling o-ring allowing sensor to easily slide into
large counterbore in base plate.
b. STT99: Insert the spring (34) into the hex cutout in pinion,
then insert the jaw position sensor hex sleeve into hex cutout.
May need to rotate shaft to fit into hole hex. Only rotate as
much as needed to fit into hole.
36) Apply threadlocker to sensor cover fasteners, (8) install and
torque per TABLE 1.
Handcycletoverifyjawpositionsensorrotatesthroughthe
entirejawstroke.Ifsensorisnotinsertedcorrectly,sensor
could be damaged on STT99 sensor.
Cycle gripper a minimum of 10 times to ensure the offset voltage
output.
Note: Output voltage offset of sensor may have changed with
replacement of sensor. Check output with jaws in full open
position and adjust controller or setpoint module accordingly.
figure 18
JAW POSITION SENSOR REASSEMBLY
(-SPP99 & -STT99)
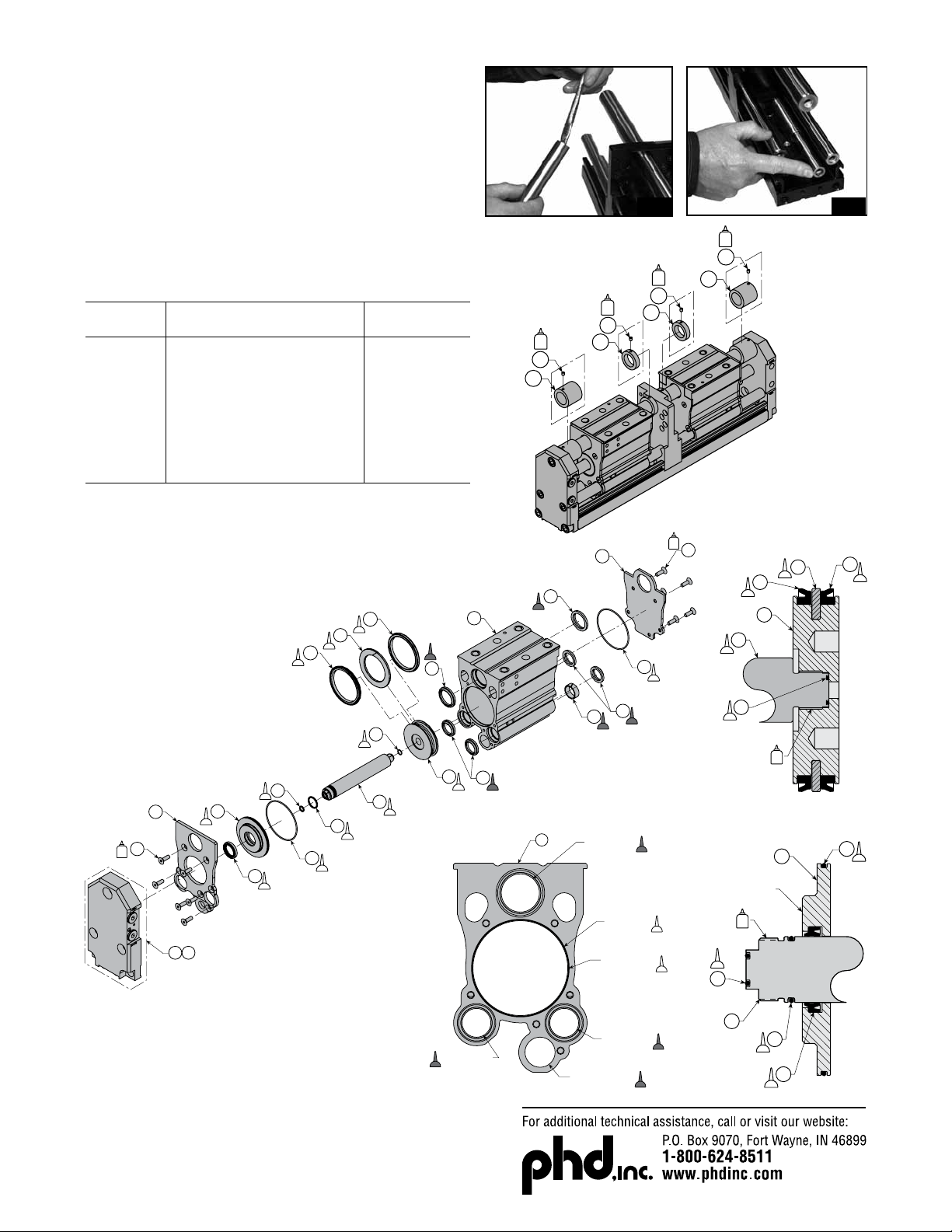
PART NUMBER CALLOUT FIGURE 4 AND 9
13
14
22
21
20
15
19
18
17
9
10
4
2
2
3
9
18
19
17
16
20
21
22
13 14
1
6
7
5
8
32
11
12
10
40
42
44
41 45
43
COMPLETE
RODLOK KIT
RODLOK ADAPTOR KIT
(MOUNTING ONLY)
RODLOK KIT
(LOCKING DEVICE ONLY)
25E
25
34
without
sensor
with
sensor
30
SPP99
STT99
KITS
Full unit description required -H6100
17831-095
Sold as part of seal kit only
Full unit description required -H4810
Full unit description required -H2000
Sold as part of seal kit only
74221
Full unit description required -H2040
Full unit description required -H3310
Full unit description required -H1300
Full unit description required -H4720
Full unit description required -H4710
Sold as part of seal kit only
74213
Full unit description required -H6210
Full unit description required -H6220
Full unit description required -H2605
75038
Full unit description required -H2020
Full unit description required -H4740
Full unit description required -H4740
Full unit description required -H2030
Full unit description required -H9110
Full unit description required -H9100
Sold as part of jaw position sensor kit
Sold as part
of sensor kit
Sold as part of sensor kit
Full unit description required -H1705
Full unit description required -H1715
Full unit description required -H1725
Full unit description required -H1735
Full unit description required -H1745
Full unit description required -H1755
PART DESCRIPTION
Base Plate Assembly
Dowel Pin
O-ring Seal
Center Plate Assembly
FHCS
O-ring Seal
Jaw Position Sensor Cover
SHCS
Rack
Rack Cover Tube
Large Jaw Guide
Small Jaw Guide
O-ring Seal
End Plate Communication Plug
End Plate Assembly (location 48)
End Plate Assembly (location 26)
Jaw Assembly
Rack Mounting Spacer
LHCS
SHCS
SHCS
SHCS
Complete Rodlok Kit (per jaw)
Rodlok Kit (per jaw)
Jaw Position Sensor Assembly
O-ring Sensor Coupling
(-SPP99 option only)
Spring - Sensor (-STT99 option only)
-ANxxx Travel Limiting Tube
-ATxxx Travel Limiting Tube
-APxxx Travel Limiting Tube
-AQxxx Travel Limiting Tube
-ARxxx Travel Limiting Tube
-AUxxx Travel Limiting Tube
PART NUMBER
KEY
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
25
25E
30
32
34
40
41
42
43
44
45
Note: All part numbers are for standard units. Options may affect part numbers.
*Seal kit does not include Rodlok seals. Rodlok seals sold in Rodlok seal kit only.
DESCRIPTION
Complete Rodlok Kit (per jaw)
Rodlok Kit (per jaw)
Rodlok Adaptor Kit (per jaw)
Rodlok Seal Kit (per jaw)
Seal Kit
Sensor Replacement Kit
PART NUMBER
Full unit description required -H9110
Full unit description required -H9100
Full unit description required -H9105
Full unit description required -H9115
Full unit description required -H9000
Full unit description required -H9305
13
14
22
21
20
15
19
18
17
9
10
4
2
2
3
9
18
19
17
16
20
21
22
13 14
1
6
7
5
8
32
11
12
10
40
42
44
41 45
43
COMPLETE
RODLOK KIT
RODLOK ADAPTOR KIT
(MOUNTING ONLY)
RODLOK KIT
(LOCKING DEVICE ONLY)
25E
25
34
without
sensor
with
sensor
30
SPP99
STT99
KITS
Full unit description required -H6100
17831-095
Sold as part of seal kit only
Full unit description required -H4810
Full unit description required -H2000
Sold as part of seal kit only
74221
Full unit description required -H2040
Full unit description required -H3310
Full unit description required -H1300
Full unit description required -H4720
Full unit description required -H4710
Sold as part of seal kit only
74213
Full unit description required -H6210
Full unit description required -H6220
Full unit description required -H2605
75038
Full unit description required -H2020
Full unit description required -H4740
Full unit description required -H4740
Full unit description required -H2030
Full unit description required -H9110
Full unit description required -H9100
Sold as part of jaw position sensor kit
Sold as part
of sensor kit
Sold as part of sensor kit
Full unit description required -H1705
Full unit description required -H1715
Full unit description required -H1725
Full unit description required -H1735
Full unit description required -H1745
Full unit description required -H1755
PART DESCRIPTION
Base Plate Assembly
Dowel Pin
O-ring Seal
Center Plate Assembly
FHCS
O-ring Seal
Jaw Position Sensor Cover
SHCS
Rack
Rack Cover Tube
Large Jaw Guide
Small Jaw Guide
O-ring Seal
End Plate Communication Plug
End Plate Assembly (location 48)
End Plate Assembly (location 26)
Jaw Assembly
Rack Mounting Spacer
LHCS
SHCS
SHCS
SHCS
Complete Rodlok Kit (per jaw)
Rodlok Kit (per jaw)
Jaw Position Sensor Assembly
O-ring Sensor Coupling
(-SPP99 option only)
Spring - Sensor (-STT99 option only)
-ANxxx Travel Limiting Tube
-ATxxx Travel Limiting Tube
-APxxx Travel Limiting Tube
-AQxxx Travel Limiting Tube
-ARxxx Travel Limiting Tube
-AUxxx Travel Limiting Tube
PART NUMBER
KEY
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
25
25E
30
32
34
40
41
42
43
44
45
Note: All part numbers are for standard units. Options may affect part numbers.
*Seal kit does not include Rodlok seals. Rodlok seals sold in Rodlok seal kit only.
DESCRIPTION
Complete Rodlok Kit (per jaw)
Rodlok Kit (per jaw)
Rodlok Adaptor Kit (per jaw)
Rodlok Seal Kit (per jaw)
Seal Kit
Sensor Replacement Kit
PART NUMBER
Full unit description required -H9110
Full unit description required -H9100
Full unit description required -H9105
Full unit description required -H9115
Full unit description required -H9000
Full unit description required -H9305
JAW POSITION
SENSOR (30)
JAWS IN OPEN
POSITION
6
8
8
30
1
JAW POSITION
SENSOR (30)
OUTPUT SHAFT & HEX
SLEEVE ROTATE CLOCKWISE
UNTIL ROTATION STOPS
SPP99 STT99
OUTPUT SHAFT ROTATE
CLOCKWISE UNTIL
ROTATION STOPS
(STT99)
(SPP99)
32
34