Safety Information
Correct use
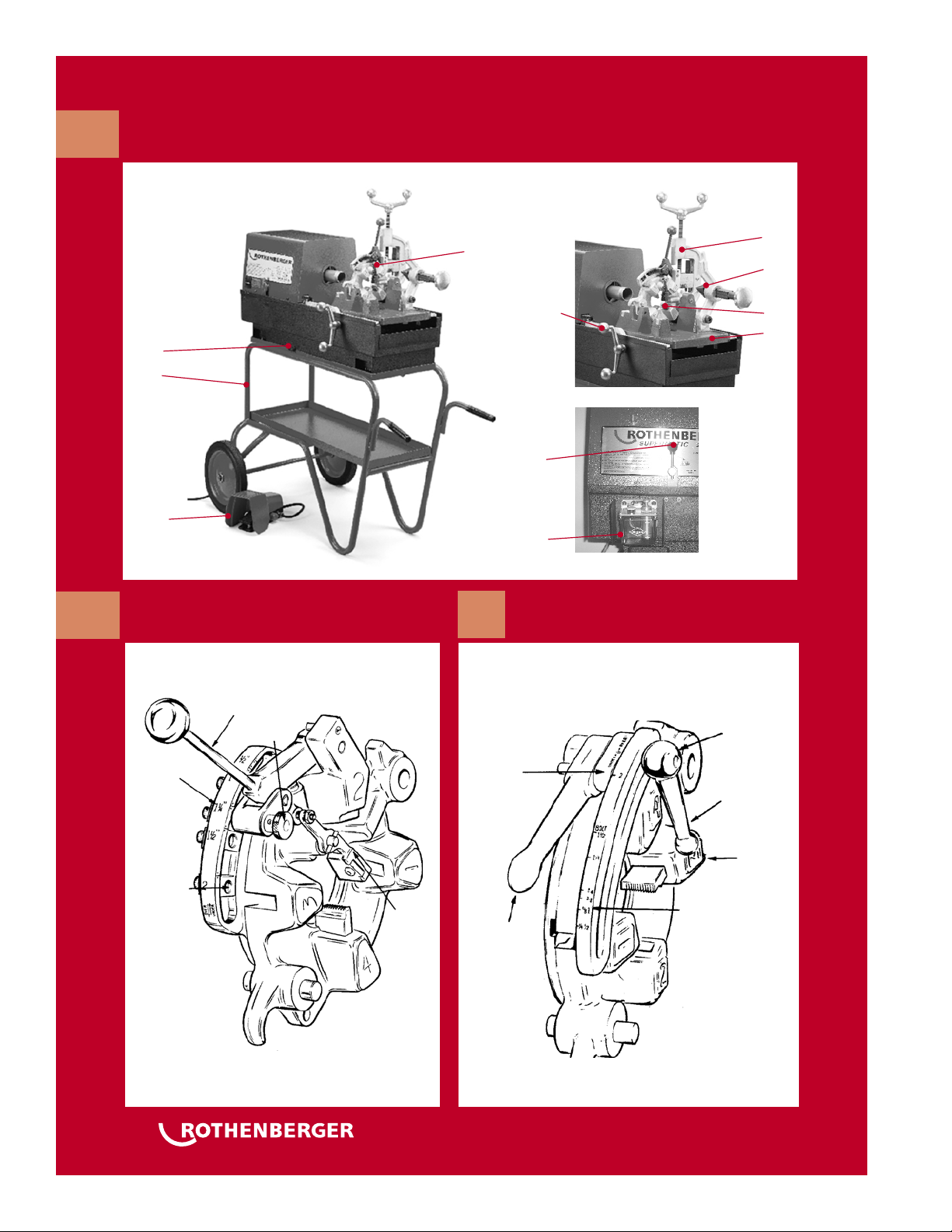
The thread machine COLLINS CLASSIC 22A may only
be used for cutting off and deburring and making
bolt threads as described in “Technical data”.
The COLLINS CLASSIC thread machines may only
be operated with suitable standard and automatic
heads that have been inspected and recommended
by ROTHENBERGER, and with thread jaws as
described in “Technical data”.
The supplied safety pedal carries the GS approval of
the professional liability insurers’ association and is
compulsory for using the machine in Germany.
Never make technical or design modifications to
the thread machine and to the accessory parts. This
would render the operating permit void and would
represent an accident and injury risk.
When using electrical tools and machines, basic
safety measures must be observed and followed in
order to provide protection against electric shock,
injury and fire risks. Read the instructions precisely
before using the machine. Always keep the safety
instructions to hand.
General safety rules
WARNING! Read all instructions. Failure to
follow all instructions listed below may
result
in electric shock, fire and/or serious injury.
SAVE THESE INSTRUCTIONS.
1)
Work area
a)
Keep work area clean and well lit. Cluttered
and dark areas invite accidents.
b)
Do not operate power tools in explosive
atmospheres, such as in the presence of
flammable liquids, gases or dust. Power tools
create sparks which may ignite the dust or
fumes.
c)
Keep children and bystanders away while
operating a power tool. Distractions can cause
you to lose control.
2)
Electrical safety
a)
Power tool plugs must match the outlet.
Never modify the plug in any way. Do not use
any adapter plugs with earthed (grounded)
power tools. Unmodified plugs and matching
outlets will reduce risk of electric shock.
b)
Avoid body contact with earthed or grounded
surfaces such as pipes, radiators, ranges
and refrigerators. There is an increased risk
of electric shock if your body is earthed or
grounded.
c)
Do not expose power tools to rain or wet
conditions. Water entering a power tool will
increase the risk of electric shock and will
damage the tool.
d)
Do not abuse the cord. Never use the cord for
carrying, pulling or unplugging the power
tool. Keep cord away from heat, oil, sharp
edges or moving parts. Damaged or entangled
cords increase the risk of electric shock.
e)
When operating a power tool outdoors, use
an extension cord suitable for outdoor use.
Use of a cord suitable for outdoor use reduces
the risk of electric shock.
3)
Personal safety
a)
Stay alert, watch what you are doing and use
common sense when operating a power tool.
Do not use a power tool while you are tired
or under the influence of drugs, alcohol or
medication. A moment of inattention while
operating power tools may result in serious
personal injury.
b)
Use safety equipment. Always wear eye
protection. Safety equipment such as dust
mask, nonskid safety shoes, hard hat, or
hearing protection used for appropriate
conditions will reduce personal injuries.
c)
Avoid accidental starting. Ensure the switch
is in the off position before plugging in.
Carrying power tools with your finger on the
switch or plugging in power tools that have
the switch on invites accidents.
d)
Remove any adjusting key or wrench before
turning the power tool on. A wrench or a key
left attached to a rotating part of the power
tool may result in personalinjury.
e)
Do not overreach. Keep proper footing and
balance at all times. Thisenables better control
of the power tool in unexpected situations.
f)
Dress properly. Do not wear loose clothing or
jewelery. Keep your hair, clothing and gloves
away from moving parts. Loose clothes,
jewelery or long hair can be caught in moving
parts.
g)
If devices are provided for the connection of
dust extraction and collection facilities, ensure
these are connected and properly used. Use of
these devices can reduce dust related hazards.
4)
Power tool use and care
a)
Do not force the power tool. Use the correct
power tool for your application. The correct
power tool will do the job better and safer at
the rate for which it wasdesigned.
b)
Do not use the power tool if the switch
does not turn it on and off. Any power tool
that cannot be controlled with the switch is
dangerous and must berepaired.
2ROTHENBERGER USA – CLASSIC 22A
ENGLISH www.rothenberger-usa.com • Phone 800-545-7698 • FAX 815-633-0879