Shannon HRT 220 User manual

User’s guide
English
Plastic bending machine
HRT 220 - 300

User’s Guide
HRT 220-300
-1-
HS
User’s Guide
Plastic Bending
Machine
HRT 220 -300
1995 SHANNON BV. All rights reserved.
No part of this User's Guide may be photocopied, altered
or translated without prior written consent.
Information contained in this User's Guide is subject
to change without notice.
User’s Guide
HRT 220-300
-2-
HS
Contents
Contents 2
Introduction 3
1 Description of the machine 4
2 Technical data 5
3 Safety instructions 6
4 Legend 7
4.1View 5 7
4.2Control unit 7
5 Installation 8
5.1Assembly 8
5.2Connecting main voltage 8
6 Operation 9
6.1Preparation 9
6.2Switching on heating elements 9
6.3Setting temperature 9
6.4Trouble shooting 10
7 Adjustment 11
7.1Safety precautions 11
7.2Heating element 11
7.3Filament height 12
7.4Stop 13
8 Maintenance 14
8.1Safety precautions 14
8.2Profiles 14
9 Tensioning and changing filament 15
9.1Safety precautions 15
9.2 Tensioning 15
9.3Changing 16
10 Fuses 18
10.1 Safety precautions 18
10.2 Control unit fuses 18
Annexes 19
A Options 19
Accessories 20
Equipment 20
B Service and warranty 22

User’s Guide
HRT 220-300
-3-
HS
Introduction
Congratulations on purchasing the Shannon HRT 220 or
300 plastic bending machine.
Read this Guide completely before installing and using the
machine.
We want to keep in contact and to know how you find the
HRT 220 or 300. We are always willing to advise on the use
of the machine and its accessories.
SHANNON BV
Turfschipper 11-13
2292 JC Wateringen
P.O. box 84
2290 AB Wateringen
the Netherlands (EC)
Tel: +31 (0)174-225240
Fax: +31 (0)174-225249
Email: info@shannon.nl
Website: www.shannon.nl
User’s Guide
HRT 220-300
-4-
HS
Description of the machine
The Shannon HRT line heater is a rapidly convertible
machine for the production of large series of items with
multiple bends for the plastic sheet processing industry.
The machine has two adjustable heating elements as
standard. The temperature of which can be adjusted
independently by electronic controls.
The filaments of the heating elements on the working
surface are adjustable in height.
The workpiece can be heated from one side and it is
possible to bend sheet up to 8 mm thick.
The working surface is made of scratch-resistant solid
core material with which the space between the zones to
be heated can be filled to support the plastic sheet.
When heated, thermoplastics become so flexible that they
can be shaped. When a plastic sheet is heated to its
softening point in a narrow zone, if can be bent to any angle
desired.
The bending radius is determined by the width of the heated
zone. The zone is determined by the thickness of the
material, the type of heating element and the distance
between the plastic and the filament.
Every plastic has its specific softening point. By co-
ordinating the temperature, heated zone and heating time all
kinds of thermoplastic can be processed.
1

User’s Guide
HRT 220-300
-5-
HS
Technical data
model
HRT 220
HRT 300
Assembly
control unit
2, (max 4)
heating element
2, (max 4) fitted with single filament
Electrical
voltage
power
fuse
control unit
220/240 V~
1000 VA
5 AT x2
max. power
4000 VA
connection
CEE 7/4 16A 2P+A
filament
0-30 V, 0-13 A ~
network connection
CEE 7/4 16A 2P+A
network circuit breaker
16 A
Mechanical
gradation of stop
0-640 mm
dimensions (mm) (lxdxh)
2330 x 1000 x 185
3330 x 1000 x 200
weight
100 Kg
175 Kg.
life of filament
Approx. 500 hours
Functional
bending width
2000 mm
3000 mm.
mutually extendible
20 –610 mm
sheet thickness
1 - 6 mm
temperature range filament
20-
filament height adjustment
1 –6 mm
Ambient
temperature
18-30 ºC
humidity of the air
50–80 %
Miscellaneous
set of socket screw keys
1 x 2, 3, 5 mm
spare fuse
4 x 6.3x32 5 AT
spare filament
2 x 1,6 x 2350 mm
2 x 1,6 x 3150 mm
2
User’s Guide
HRT 220-300
-6-
HS
Safety instructions
SAFETY INSTRUCTIONS:
To ensure safety when using the machine you should read
this User's Guide carefully and follow the safety instructions
closely.
Attention!
The machine contains parts which are hot. Touching
them will cause burns.
Allow hot parts to cool sufficiently (at least 10 minutes)
before touching them.
Never touch the filaments or the reflectors when the
machine is in operation.
Always wear close-fitting clothing.
Be particularly careful of sleeves and always tie back long
hair.
Never leave objects on the working surface.
The machine may only be used for heating narrow
zones in flat plastic sheet.
Any other use could lead to very hazardous situations or
cause damage to the machine!
Before commissioning and servicing always check the
connection cable and plug for defects.
When servicing switch off the machine and remove the
plug from the socket.
Only switch on those heating elements which are
needed.
Never leave the machine unattended without switching
it off.
10 minutes
3
User’s Guide
HRT 220-300
-7-
HS
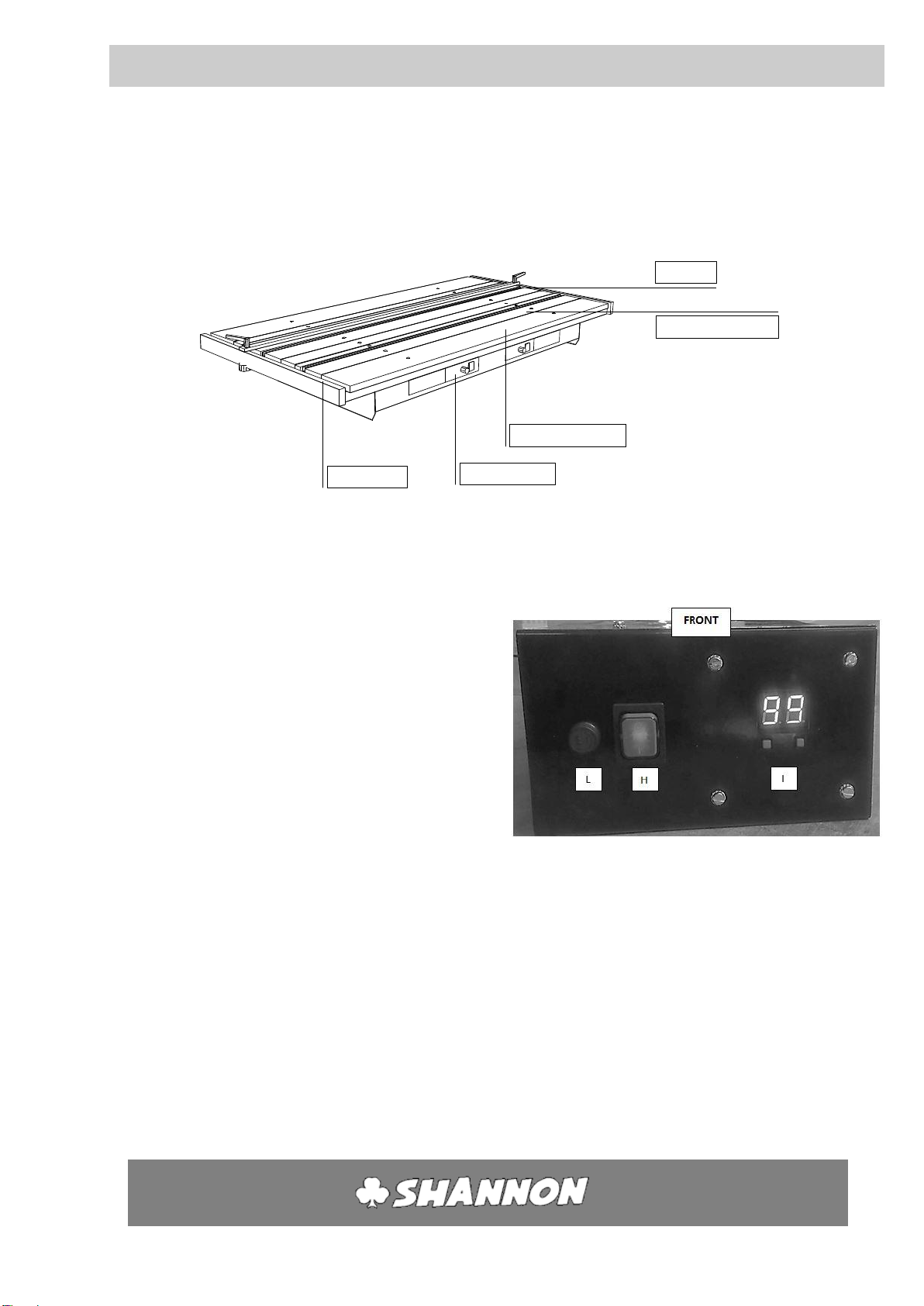
Legend
4.1 VIEW
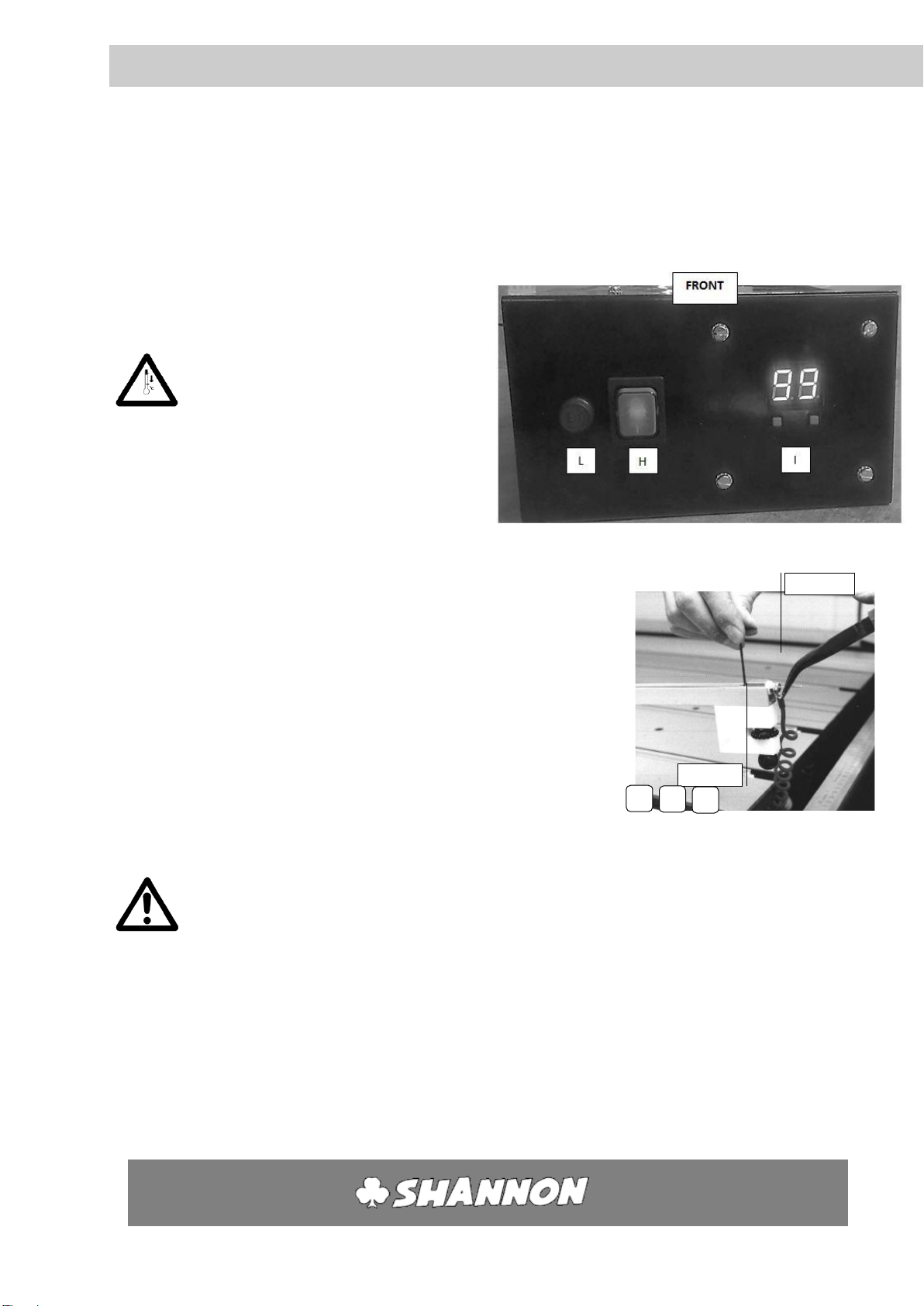
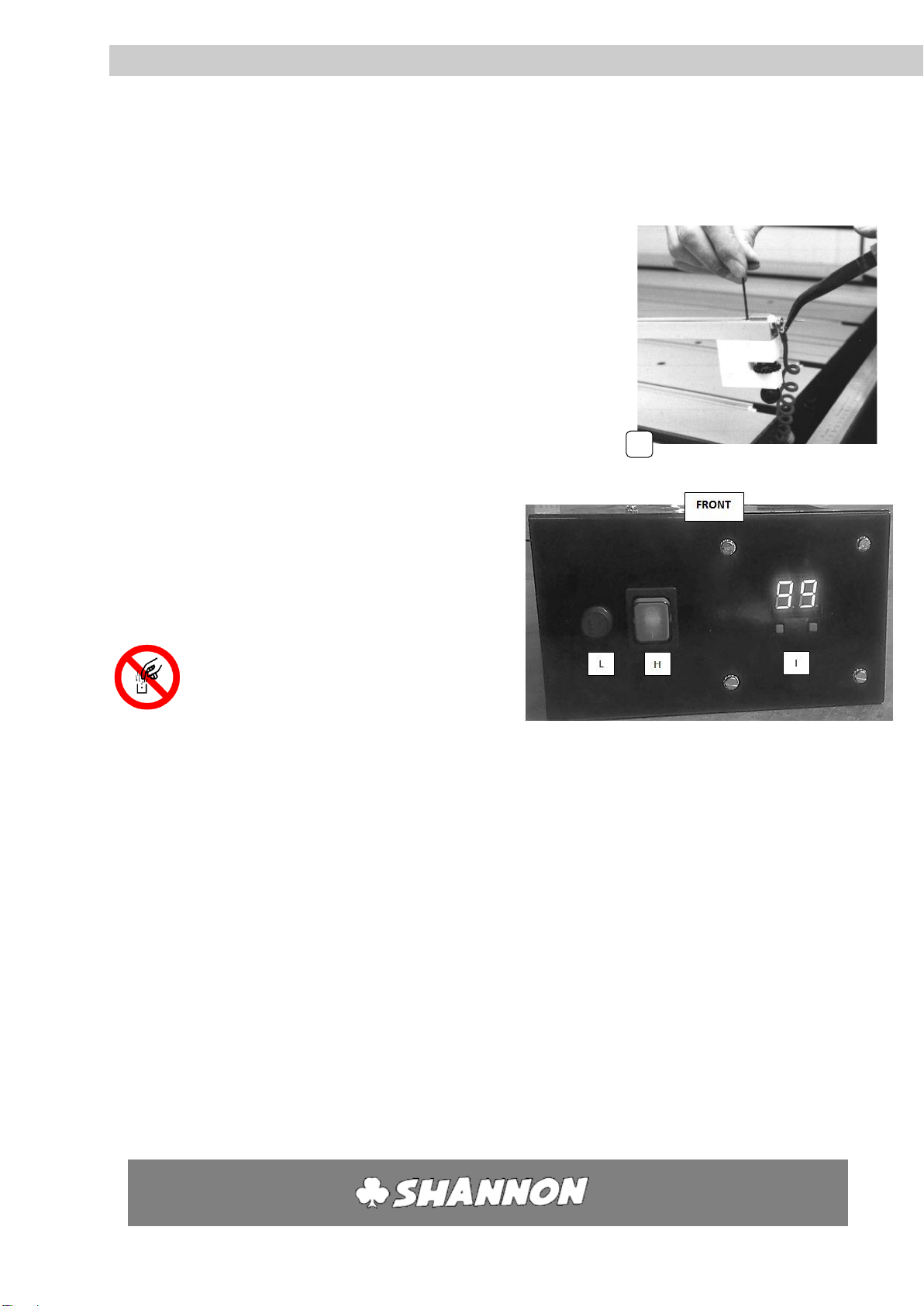
4.2 CONTROL UNITS
The contol units contains an electronic control with which the
temperature of a filament is set.
HSwitch on/off.
ITemperature setting.
LFuse holders
4
Stop
Gradation
Heating element
Working surface
Control unit

User’s Guide
HRT 220-300
-8-
HS
Installation
5.1 ASSEMBLY
1. Place the machine on a level floor with sufficient space
around and above the machine.
2. Ensure there is adequate ventilation and lighting at the
workplace.
3. Avoid draughts, in order to prevent uneven heating.
5.2 CONNECTING MAINS VOLTAGE
1. Check that all control units are in position O(switch H).
2. Plug in the machine.
5

User’s Guide
HRT 220-300
-9-
HS
Operation
6.1 PREPARATION
1. Clear the working surface.
2. Check that all the heating elements are connected to
the control units.
3. Check that no scraps of material remain in the
reflectors.
6.2 SWITCHING ON HEATING ELEMENTS
Each heating element can be switched on and
controlled individually.
1. Switch on control unit with switch H.
6.3 SETTING TEMPERATURE
The temperature of the filament can be set using the
temperature control.
1.When turning on the on/off switch, the display will show
the value that was last saved (keeping the machine on a
certain value for >20 seconds will make it remember this
value).
2.Press the right button (arrow up) to increase the value, up
to 99 (keeping this pressed in will make the value cycle
much faster)
3.Press the left button (arrow down) to decrease the value,
down to 00 (keeping this pressed in will make the value
cycle much faster)
4.Press both buttons at the same time to go directly to 00.
Doing this also resets the machine.
6
User’s Guide
HRT 220-300
-10-
HS
Operation 6
6.4 TROUBLE SHOOTING
Error message
Meaning
Solution
E1
The wire is loose (not connected)
Turn off the machine, check the filament, and reset the
machine
(see §9.1 for changing filament)
Note: Between the values 00 and 04, this fault
cannot be detected
E2
The wire is loose (spark detection)
Check the connection of the filament
Check the filament, and reset the machine
This fault can also be reset by the arrow down button
(see §9.1 for changing filament)
E9
Broken circuit board
Contact the supplier for a new circuit board
Empty display
No power
Alert a maintenance engineer
Check the fuse (see §10.1)
Check the power supply cable
Contact the supplier if necessary

User’s Guide
HRT 220-300
-11-
HS
Adjustment
7.1 SAFETY PRECAUTIONS
Always take the following safety precautions before adjusting
the heating elements:
1. Switch off the heating elements one at a time (Switch H).
2. Clear the working surface.
3. Allow the heating elements to cool for at least 10
minutes.
7.2 HEATING ELEMENT
1. Remove the strips of solid core material next to the
heating element to be adjusted by loosening the two
socket head screws. (Use socket screw key no. 5).
2. Loosen the socket head screws in the supporting prongs
on the left and right of the heating element one half turn.
7
10 minutes
2
Supporting prong
1
User’s Guide
HRT 220-300
-12-
HS
Adjustment 7
3. Loosen the socket head screw in the centre of the
heating element one half turn. (Use socket screw key no.
3)
4. Take the heating element with both hands close to the
supporting prongs on the left and right and slide it into the
desired position. Hold the heating element parallel to the
front of the machine and the supporting prongs. This
prevents the notched nuts in the X-profiles from binding.
5. Hand tighten the socket head screws, starting in the
supporting prongs and then in the centre.
6. Position the other profiles in the same way if necessary.
7. Fill up the space between the heating elements as far as
possible with solid core strips and hand tighten them.
First slide the notched nuts into the aluminium X-profile
roughly level with the holes and then lay the solid core
strip on top.
8. Switch on the machine again as in Section 6.
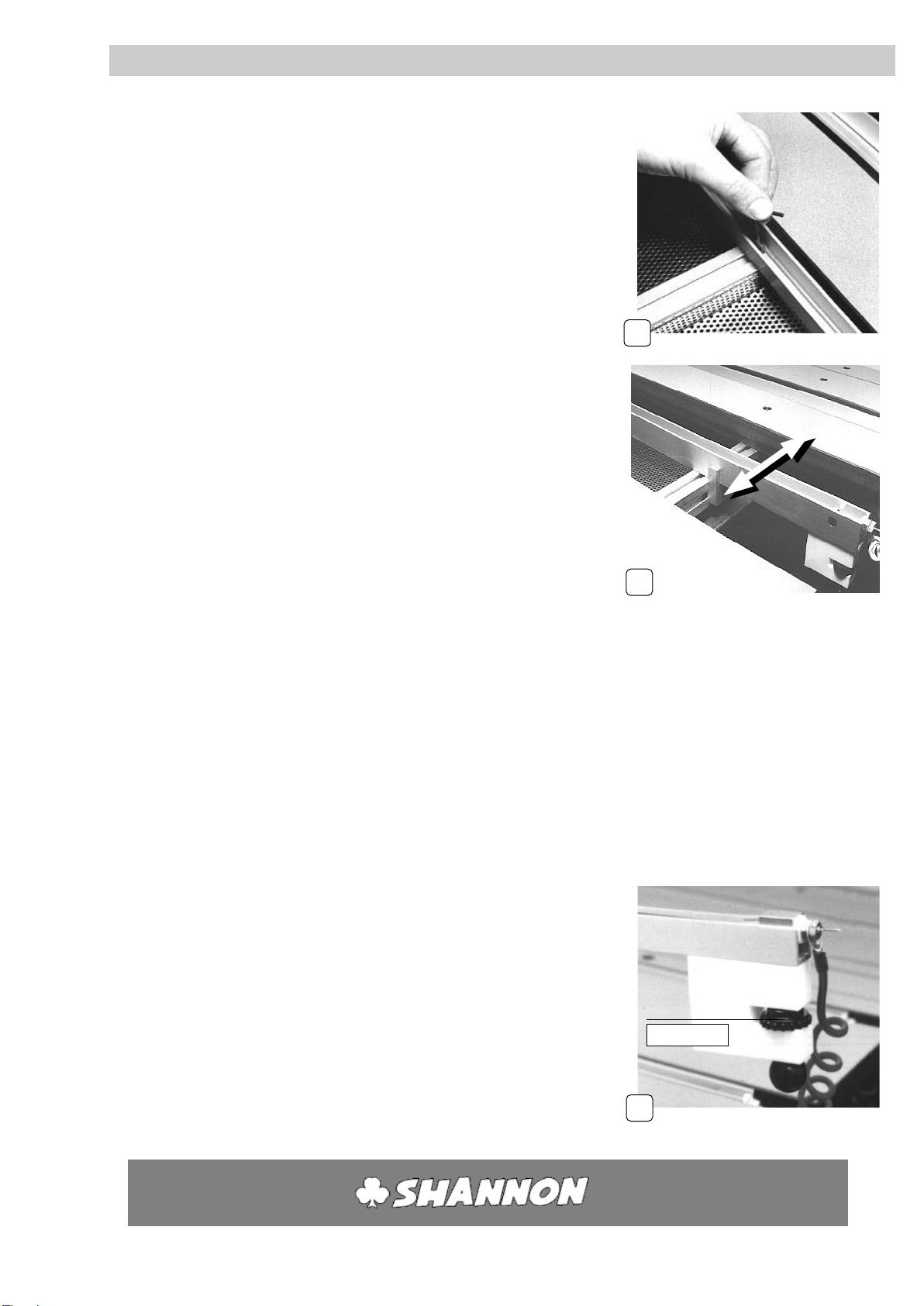
7.3 FILAMENT HEIGHT
1. Adjust the height of the filament using the knurled nut.
These can be reached from the sides. Make sure that
the filament height is the same on both sides.
2. Start up the machine again as in Section 6.
3
Knurled nut
4
1
User’s Guide
HRT 220-300
-13-
HS
Adjustment 7
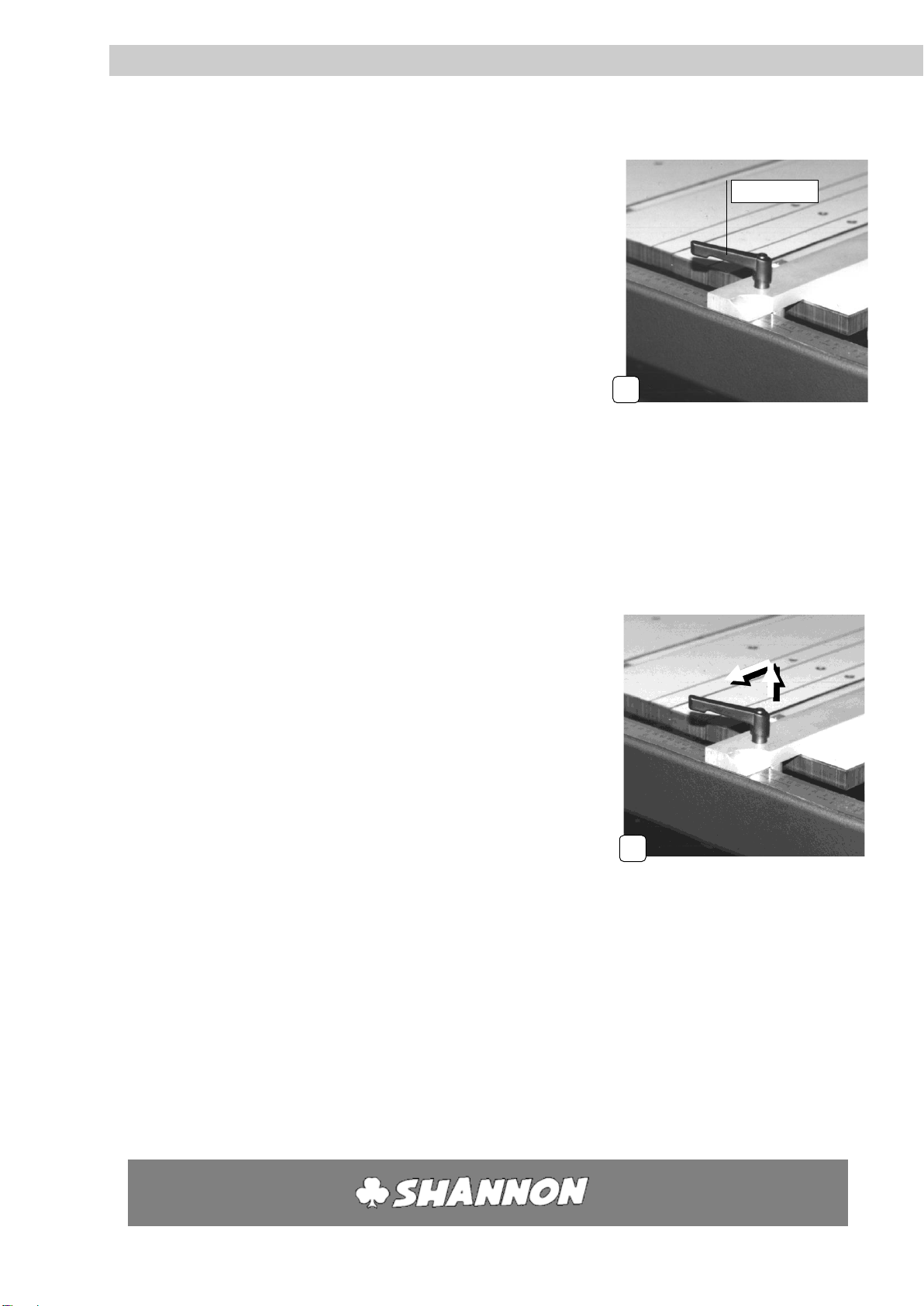
7.4 STOP
1. Loosen both the handles on the stop one half turn.
2. Slide the stop into the desired position.
Hold the guide parallel to the front of the machine. This stops the
clamping blocks from binding.
3. Tighten the handles.
4. Pull the handle upwards against the spring pressure and
turn it outwards.
1
4
Handle
User’s Guide
HRT 220-300
-14-
HS
Maintenance
This machine needs little maintenance. Remove loose dirt out of the machine
once in a while.
8.1 SAFETY PRECAUTIONS
1. Switch of all regulating units (switch H).
2. Clear the working surface.
3. Remove the plug from the socket.
8.2 PROFILES
The heating elements work more effectively when they are clean. Remove
dirt and deposits from the heating elements regularly. Blow away loose dirt
and brush them clean.
8
User’s Guide
HRT 220-300
-15-
HS
Tensioning and changing filament
9.1 SAFETY PRECAUTIONS
Before tensioning and changing the filament always take the following safety
precautions:
1. Clear the working surface.
2. Switch off the control units one at a
time (switch H).
3. Allow the heating elements to cool
for at least 10 minutes.
9.2 TENSIONING
1. Turn the filament to the lowest position.
2. Hold the end of the wire on the right with pliers and undo screw in the
wire pin.
(Use socket screw key no. 2)
3. Pull the wire taut with pliers and tension the spring.
4. Tighten the socket head screw firmly again.
5. Cut off the end of the filament. Always leave 8-10 mm
projecting in order to be able to tension the filament again. Bend the
projecting piece down.
Attention! The end of the filament is sharp.
9
10 minutes
2
Wire pin
Screw
3
4

User’s Guide
HRT 220-300
-16-
HS
Tensioning and changing the filament 9
9.3 CHANGING
1. Turn the filament to the lowest position.
2. Unscrew socket head screw in the wire pin on the right.
(Use socket screw key no.2).
3. On the left side slide the expanding pin with the spring
out of the pin block.
4. Slide the spring off the expanding pin.
5. Unscrew the expanding pin from the connection screw
(incl. connection wire).
6. Remove filament from the expanding pin and the wire
pin.
7. Slide a new filament into the expanding pin and make
sure that the eye is pulled well into the pin.
8. Screw the expanding pin onto the connection screw (incl. connection
wire) and attach firmly.
Take care not to damage the expanding pin. Tightening firmly by hand
is sufficient.
2
5
Connection screw
Expanding pin
7
Eye
Pin block
User’s Guide
HRT 220-300
-17-
HS
Tensioning and changing filament 9
9. Slide the spring over the filament and slide the filament through to the
expanding pin.
10. Slide the filament with expanding pin through the white insulation sleeve
of the pin block and pull it through as far as possible.
11. Then insert the end of the filament in the wire pin. Pull it
taut and tension the spring with pliers.
12. Tighten the socket head screw.
(Use socket screw key no. 2).
13. Switch on the machine and the control
unit corresponding to the replaced
filament (switch H).
Then turn the temperature control (I) to
the highest position (position 99).
The filament will then glow red.
Never touch the filaments and the
reflectors when the machine is in
operation.
14. Take hold of the end of the filament with pliers and loosen the socket
head screw one turn.
(Use socket screw key no. 2).
15. Pull the filament taut and tighten the socket head screw. Check that the
filament is straight. If not, repeat this operation
11

User’s Guide
HRT 220-300
-18-
HS
Fuses
A maintenance engineer should always be alerted when a fuse blows. Do
not replace the fuse until the short circuit has been corrected.
10.1 SAFETY PRECAUTIONS
Before replacing a fuse always take the following safety precautions:
1. Clear the working surface.
2. Switch the control units off one by one (switch H).
3. Remove plug from socket.
4. Allow the heating elements to cool for at least 10 minutes.
10.2 CONTROL UNIT FUSE
1. Open the fuse holder (L). Push it in slightly and turn one-quarter turn to
the left. The fuse will come out.
2. Replace the fuse, in the reverse order.
N.B. Fuse 6,3x32mm; 5 AT 1 piece1 a control unit.
10
10
10 minutes
A
User’s Guide
HRT 220-300
-19-
HS
Annex
OPTIONS
Additional heating elements can easily be fitted to the machine.
All extensions and accessories are easy for the customer to mount and
connect.
Non-standard sizes and quantities on request.
Regulating units
Maximum number of controls per machine: 4
Each regulating unit controls one filament.
Heating elements
Heating elements are available in a variety of widths and with 1 or 2
filaments.
Heating elements with 2 filaments are suitable for heating wide zones and
for obtaining a large radius.
Maximum number of heating elements: 4
Number of filaments per heating
element
Profile
width*(internal)
1 filament
20
40
2 filaments
50
*measuring in mm
All heating elements are provided with fastening material and connecting
cables.
Service Contract
Shannon offers you an opportunity to take out a service contract. Let us tell
you about it.
Spares
Part
HRT 220
HRT 300
Filament
1,6 x 2350 mm
1,6 x 3150 mm
Fuse
5 AT
Wire tensioning set
1,6 mm
This manual suits for next models
1
Table of contents
Other Shannon Cutter manuals

Shannon
Shannon HRP/S User manual

Shannon
Shannon HRK 65 User manual

Shannon
Shannon HRT/D 300 User manual

Shannon
Shannon HRP 220 User manual

Shannon
Shannon HR 220-300 User manual

Shannon
Shannon HRT 65 User manual

Shannon
Shannon ABM-D 135 User manual

Shannon
Shannon AFF/D 135 User manual

Shannon
Shannon HRP/D User manual

















