pressor-driven riveting tools. On request, this training could be done by
dealer or directly by RIVETEC s.r.o.
This riveting tool is as per the latest technological standards. For the
device to function properly, it is necessary to operate it in an expertly
manner, with adherence to safety requirements.
Before using the riveting tool for the first time, read the guiding instruc-
tions carefully.
All the procedures necessary for the operation have been described in
these guiding instructions. You may carry out only those procedures,
which have been described here.
In case of obstructions, you may repair only those obstructions, which
have been marked with an O(Operator).
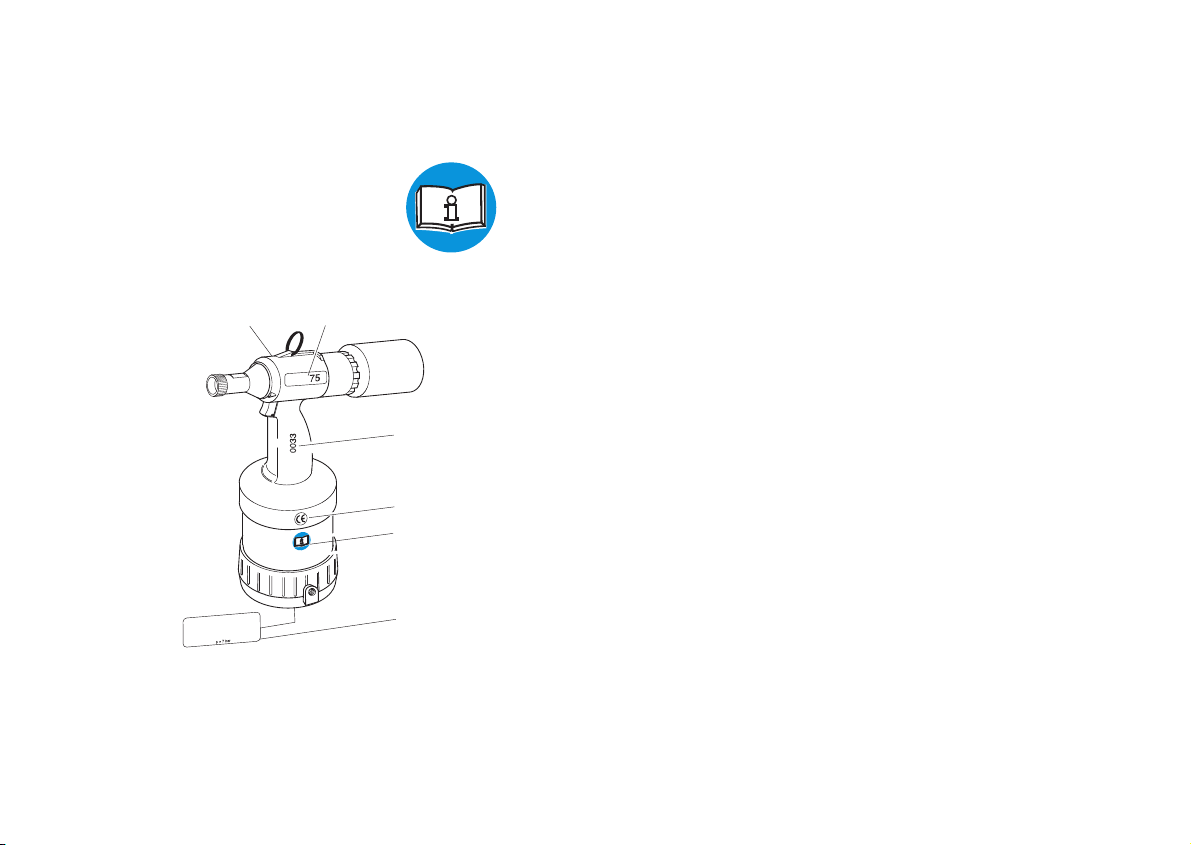
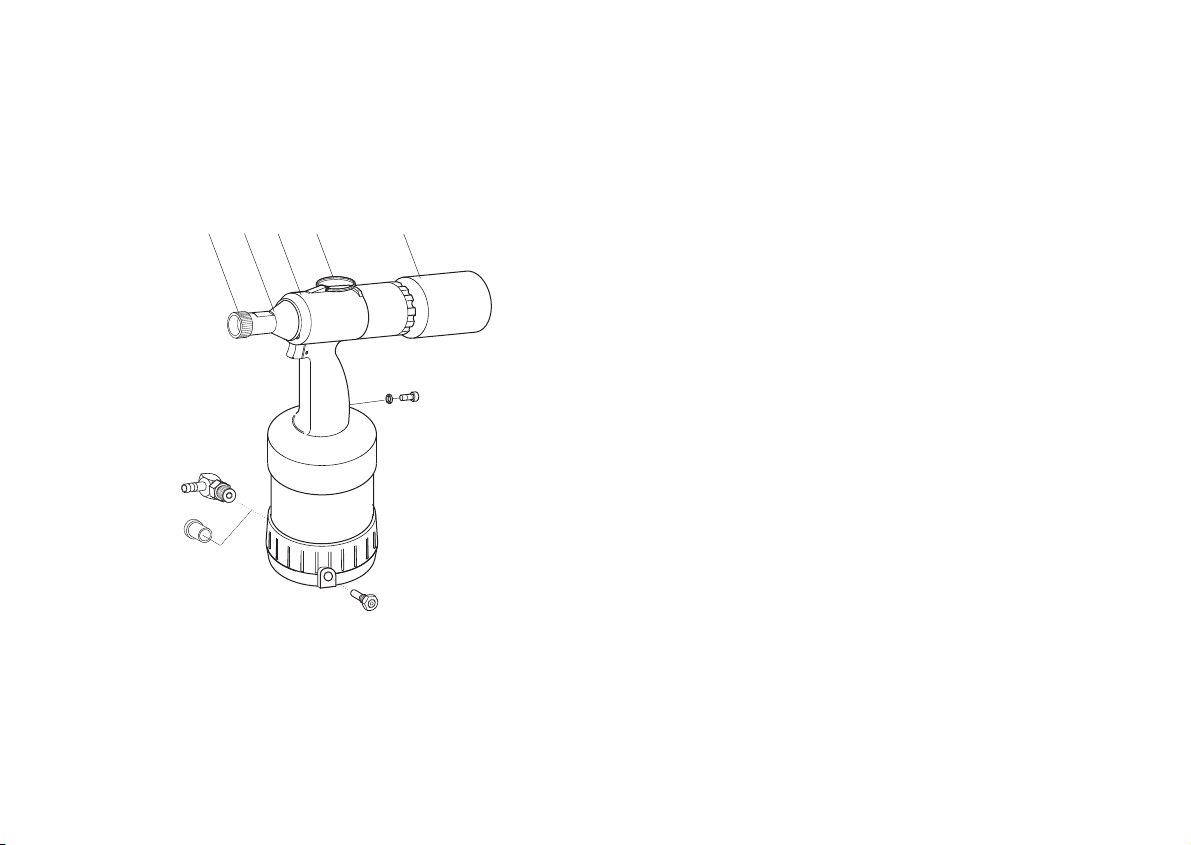
All the illustrations and position-codes in the individual diagrams take
reference from the list of parts in the last pages.
For sizes of screws and threads, you will find a table containing the torque
values in the chapter “Maintaining the riveting tool”.
Instruction
Technological level
Reading the guiding instructions
Procedures
Obstructions
Illustrations and position-codes
Table for torque values