0.05 mm / 1/128 in
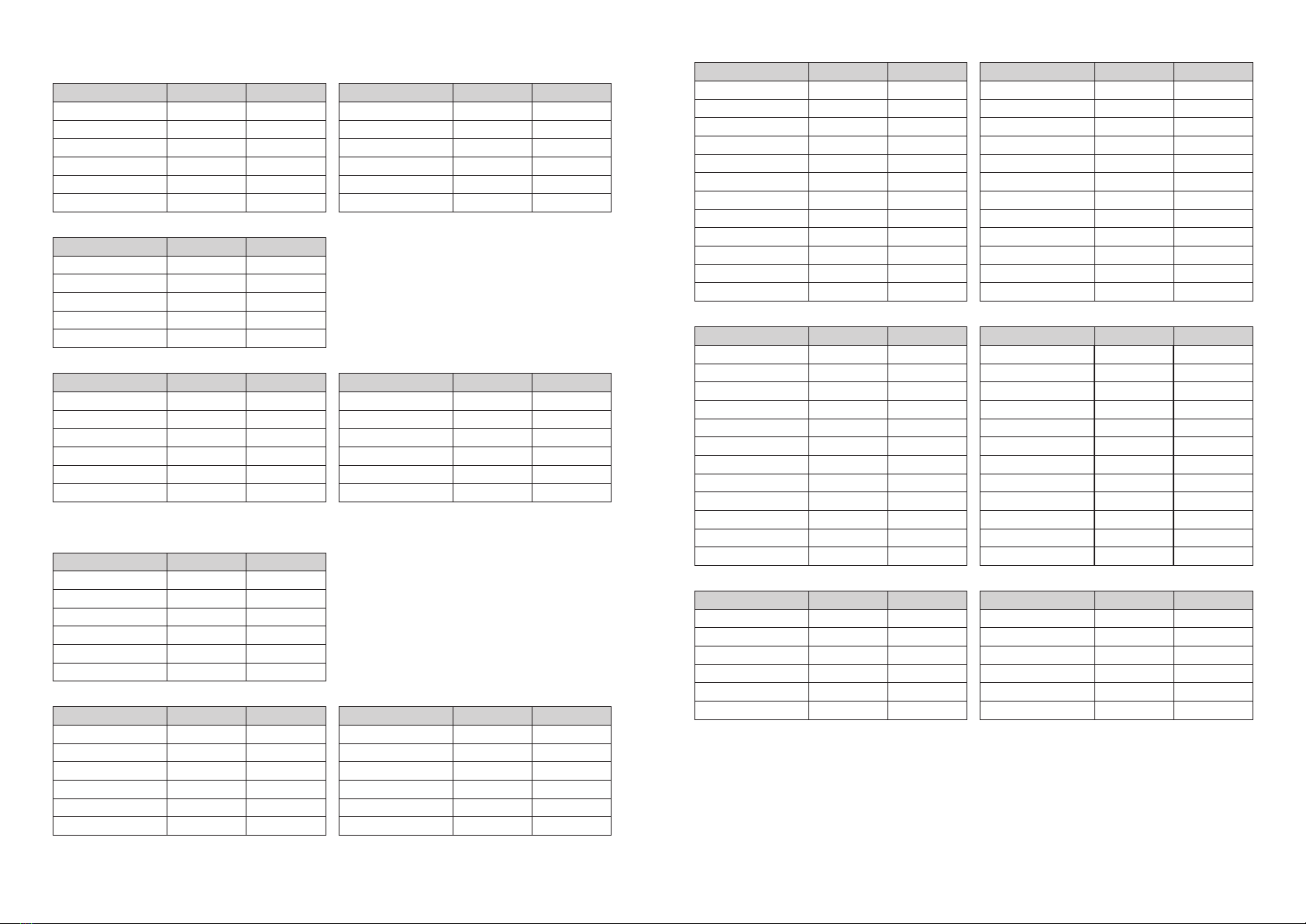
*L (mm) EMPE (mm) SMPE (mm) *L (inch) EMPE (inch) SMPE (inch)
0 ≤ L ≤ 50 ±0.04 ±0.04 0 ≤ L ≤ 2 ±0.5/128 ±0.5/128
50 < L ≤ 100 ±0.04 ±0.04 2 < L ≤ 4 ±0.5/128 ±0.5/128
100 < L ≤ 200 ±0.04 ±0.04 4 < L ≤ 8 ±0.5/128 ±0.5/128
200 < L ≤ 300 ±0.04 ±0.04 8 < L ≤ 12 ±0.5/128 ±0.5/128
300 < L ≤ 400 ±0.06 ±0.06 12 < L ≤ 16 ±0.5/128 ±0.5/128
400 < L ≤ 500 ±0.06 ±0.06 16 < L ≤ 20 ±0.5/128 ±0.5/128
500 < L ≤ 600 ±0.08 ±0.08 20 < L ≤ 24 ±1/128 ±1/128
600 < L ≤ 700 ±0.08 ±0.08 24 < L ≤ 28 ±1/128 ±1/128
700 < L ≤ 750 ±0.08 ±0.08 28 < L ≤ 30 ±1/128 ±1/128
750 < L ≤ 800 ±0.10 ±0.10 30 < L ≤ 32 ±1/128 ±1/128
800 < L ≤ 900 ±0.10 ±0.10 32 < L ≤ 36 ±1/128 ±1/128
900 < L ≤ 1000 ±0.10 ±0.10 36 < L ≤ 40 ±1/128 ±1/128
0.02 mm / 0.001 in
*L (mm) EMPE (mm) SMPE (mm) *L (inch) EMPE (inch) SMPE (inch)
0 ≤ L ≤ 50 ±0.04 ±0.04 0 ≤ L ≤ 2 ±0.0015 ±0.0015
50 < L ≤ 100 ±0.04 ±0.04 2 < L ≤ 4 ±0.0015 ±0.0015
100 < L ≤ 200 ±0.04 ±0.04 4 < L ≤ 8 ±0.0015 ±0.0015
200 < L ≤ 300 ±0.04 ±0.04 8 < L ≤ 12 ±0.0015 ±0.0015
300 < L ≤ 400 ±0.06 ±0.06 12 < L ≤ 16 ±0.0025 ±0.0025
400 < L ≤ 500 ±0.06 ±0.06 16 < L ≤ 20 ±0.0025 ±0.0025
500 < L ≤ 600 ±0.08 ±0.08 20 < L ≤ 24 ±0.0030 ±0.0030
600 < L ≤ 700 ±0.08 ±0.08 24 < L ≤ 28 ±0.0030 ±0.0030
700 < L ≤ 750 ±0.08 ±0.08 28 < L ≤ 30 ±0.0030 ±0.0030
750 < L ≤ 800 ±0.10 ±0.10 30 < L ≤ 32 ±0.0040 ±0.0040
800 < L ≤ 900 ±0.10 ±0.10 32 < L ≤ 36 ±0.0040 ±0.0040
900 < L ≤ 1000 ±0.10 ±0.10 36 < L ≤ 40 ±0.0040 ±0.0040
0.001 in
*L (inch) EMPE (inch) SMPE (inch) *L (inch) EMPE (inch) SMPE (inch)
0 ≤ L ≤ 2 ±0.0015 ±0.0015 20 < L ≤ 24 ±0.0030 ±0.0030
2 < L ≤ 4 ±0.0015 ±0.0015 24 < L ≤ 28 ±0.0030 ±0.0030
4 < L ≤ 8 ±0.0015 ±0.0015 28 < L ≤ 30 ±0.0030 ±0.0030
8 < L ≤ 12 ±0.0015 ±0.0015 30 < L ≤ 32 ±0.0040 ±0.0040
12 < L ≤ 16 ±0.0025 ±0.0025 32 < L ≤ 36 ±0.0040 ±0.0040
16 < L ≤ 20 ±0.0025 ±0.0025 36 < L ≤ 40 ±0.0040 ±0.0040
*L
jp 測定長さ sv Mätlängd zh-CN 实测长度
en Measured length pt Comprimento medido zh-TW 實測長度
de Messlänge cs Měřená délka th ความยาวที่วัดได้
es Longitud medida pl Długość pomiaru vi Chiều dài đo được
fr Longueur mesurée ru Длина измерения ms Panjang yang diukur
nl Gemeten lengte tr Ölçme uzunluğu id Panjang terukur
it Lunghezza misurata ko 측정 된 길이
App-2 No. 99MAC002
533 Series
0.05 mm
*L (mm) EMPE (mm) SMPE (mm) *L (mm) EMPE (mm) SMPE (mm)
0 ≤ L ≤ 50 ±0.05 ±0.05 500 < L ≤ 600 ±0.10 ±0.10
50 < L ≤ 100 ±0.05 ±0.05 600 < L ≤ 700 ±0.12 ±0.12
100 < L ≤ 200 ±0.05 ±0.05 700 < L ≤ 750 ±0.12 ±0.12
200 < L ≤ 300 ±0.08 ±0.08 750 < L ≤ 800 ±0.15 ±0.15
300 < L ≤ 400 ±0.08 ±0.08 800 < L ≤ 900 ±0.15 ±0.15
400 < L ≤ 500 ±0.10 ±0.10 900 < L ≤ 1000 ±0.15 ±0.15
0.02 mm: 533-503
*L (mm) EMPE (mm) SMPE (mm)
0 ≤ L ≤ 50 ±0.02 ±0.02
50 < L ≤ 100 ±0.03 ±0.03
100 < L ≤ 150 ±0.03 ±0.03
150 < L ≤ 200 ±0.03 ±0.03
200 < L ≤ 300 ±0.04 ±0.04
0.02 mm: 533-504, 533-505, 533-506
*L (mm) EMPE (mm) SMPE (mm) *L (mm) EMPE (mm) SMPE (mm)
0 ≤ L ≤ 50 ±0.02 ±0.02 500 < L ≤ 600 ±0.05 ±0.05
50 < L ≤ 100 ±0.03 ±0.03 600 < L ≤ 700 ±0.06 ±0.06
100 < L ≤ 200 ±0.03 ±0.03 700 < L ≤ 750 ±0.06 ±0.06
200 < L ≤ 300 ±0.03 ±0.03 750 < L ≤ 800 ±0.06 ±0.06
300 < L ≤ 400 ±0.04 ±0.04 800 < L ≤ 900 ±0.07 ±0.07
400 < L ≤ 500 ±0.05 ±0.05 900 < L ≤ 1000 ±0.07 ±0.07
534 Series
0.05 mm
*L (mm) EMPE (mm) SMPE (mm)
0 ≤ L ≤ 50 ±0.07 ±0.07
50 < L ≤ 100 ±0.07 ±0.07
100 < L ≤ 200 ±0.07 ±0.07
200 < L ≤ 300 ±0.07 ±0.07
300 < L ≤ 400 ±0.13 ±0.13
400 < L ≤ 500 ±0.13 ±0.13
0.02 mm
*L (mm) EMPE (mm) SMPE (mm) *L (mm) EMPE (mm) SMPE (mm)
0 ≤ L ≤ 50 ±0.04 ±0.04 500 < L ≤ 600 ±0.08 ±0.08
50 < L ≤ 100 ±0.04 ±0.04 600 < L ≤ 700 ±0.08 ±0.08
100 < L ≤ 200 ±0.04 ±0.04 700 < L ≤ 750 ±0.08 ±0.08
200 < L ≤ 300 ±0.04 ±0.04 750 < L ≤ 800 ±0.10 ±0.10
300 < L ≤ 400 ±0.06 ±0.06 800 < L ≤ 900 ±0.10 ±0.10
400 < L ≤ 500 ±0.06 ±0.06 900 < L ≤ 1000 ±0.10 ±0.10