7
Katalog Artikel Rohrkapazität Länge Gewicht
Nr. Code Effektiver Ø mm mm kg
H2 1/2S* 03110 32 - 76 419 3,3
H2 1/2I* 03112 32 - 76 419 3,3
H2 1/2X* 03114 32 - 76 419 3,3
H4S 03120 60 - 125 559 5,8
H4I 03122 60 - 125 559 5,8
H4X 03124 60 - 125 559 5,8
H6S 03130 114 - 182 711 8,8
H6I 03132 114 - 182 711 8,8
H6S 03134 114 - 182 711 8,8
H8S 03140 168 - 240 813 11,1
H8I 03142 168 - 240 813 11,1
H8K 03144 168 - 240 813 11,1
H8XX 03146 168 - 240 813 11,1
H12S 03150 219 - 356 864 15,9
H12I 03152 219 - 356 864 15,9
H12X 03154 219 - 356 864 15,9
H12XX 03156 219 - 356 864 15,9
H6SHH 03138 114 - 182 1295 9,9
H8SHH 03148 168 - 240 1473 10,7
H12SHH 03158 219 - 356 1600 16,6
* ExKlusiv
Tabelle 1
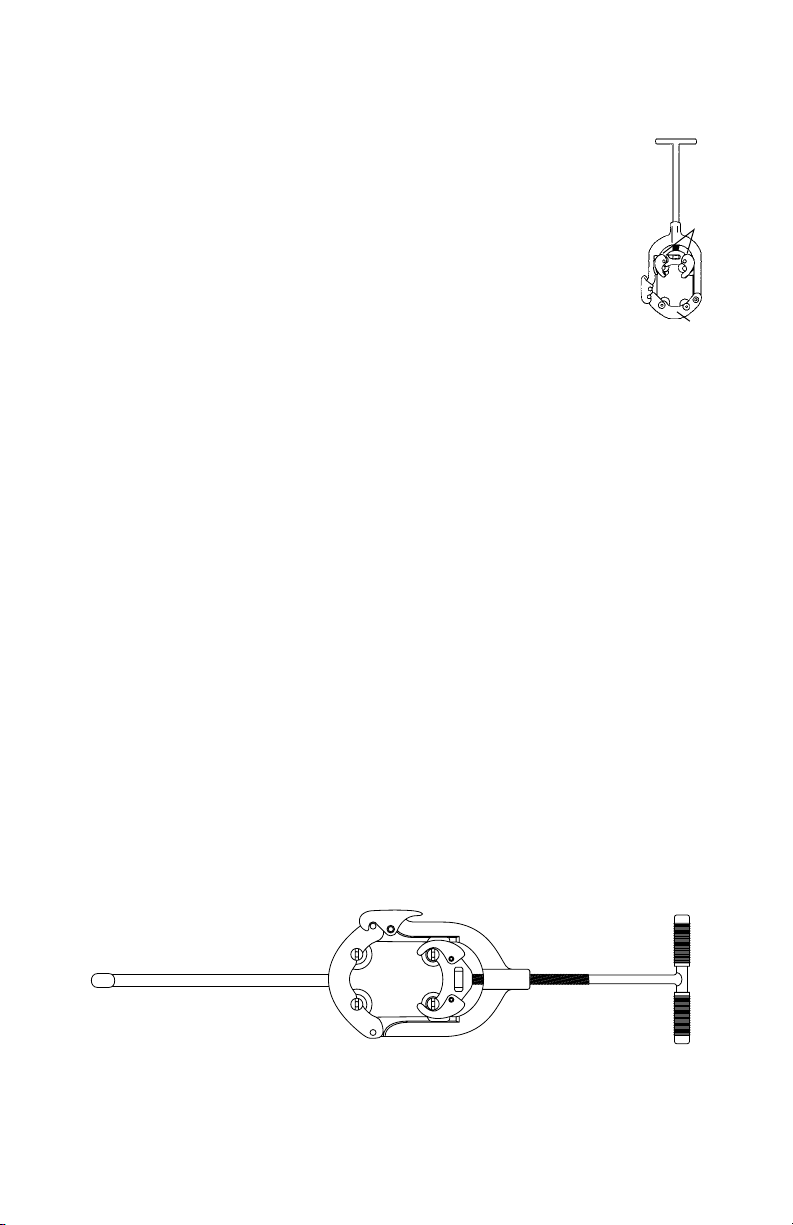
GELENKSCHNEIDER - ÜBERSICHT
Tabelle 2
SCHNEIDRAD - BEZUGSTABELLE
Schneidrad
Artikel- Katalog Gelenk-
Code Nr. Menge schneider Anwendung
03502 HS2 1/2 4 H2 1/2 Stahl, Rostfreistahl
03504 HS4 4 H4 Stahl, Rostfreistahl
03505 HSI4 4 H4 Stahl, Rostfreistahl, Gusseisen, Sphäroguss
03506 HS6 4 H6 Stahl, Rostfreistahl; Kupfer
03507 HSI6-8 4 H6; H8 Stahl, Rostfreistahl, Gusseisen, Sphäroguss
03508 HS8-12 4 H8; H12 Stahl, Rostfreistahl
03510 HX2 1/2 4 H2 1/2 Stahl, Rostfreistahl, DN 80
03512 HX4 4 H4 Stahl, Rostfreistahl, DN 80
03514 HX6 4 H6 Stahl, Rostfreistahl, DN 80
03516 HX8 4 H8; H12 Stahl, Rostfreistahl, DN 80
03518 HXX8 4 H8; H12 Stahl, Rostfreistahl, DN 100
03522 HI4 4 H4 Gusseisen, Sphäroguss
03624 2RBCI 4 H2 1/2 Gusseisen, Sphäroguss
03525 H6PSE5 4 H6; H8; H12 Stahl, Gusseisen, Sphäroguss
03574 HSB4 4 H4 Stahl, Rostfreistahl; mit Kugellager
03576 HSB6 4 H6 Stahl, Rostfreistahl; mit Kugellager
03578 HSB8-12 4 H8; H12 Stahl, Rostfreistahl; mit Kugellager
03524 HI6 4 H6; H8; H12 Gusseisen, Sphäroguss