6
Modelle erfordern jedoch Spiel in der Länge
des Griffes, um den Schneider eine volle
Umdrehung zu drehen. Die Helfergriff-Modelle
sind dafür ausgelegt, dass zwei Personen
gemeinsam versuchen, größere, kräftigere
Schnitte zu machen. Diese Modelle sind auch
hilfreich für horizontale Schnitte am vertikalen
Rohr sowie für das Gehäuse. Sie verwenden
dieselben Räder und haben dieselbe Wartung
wie normale Hinged Cutters von Reed. HIN-
WEIS: Lassen Sie den zusätzlichen Griff abmontiert bei der Verwend-
ung als gewöhnlicher Hinged Cutter, bei der kaum Spiel benötigt wird.
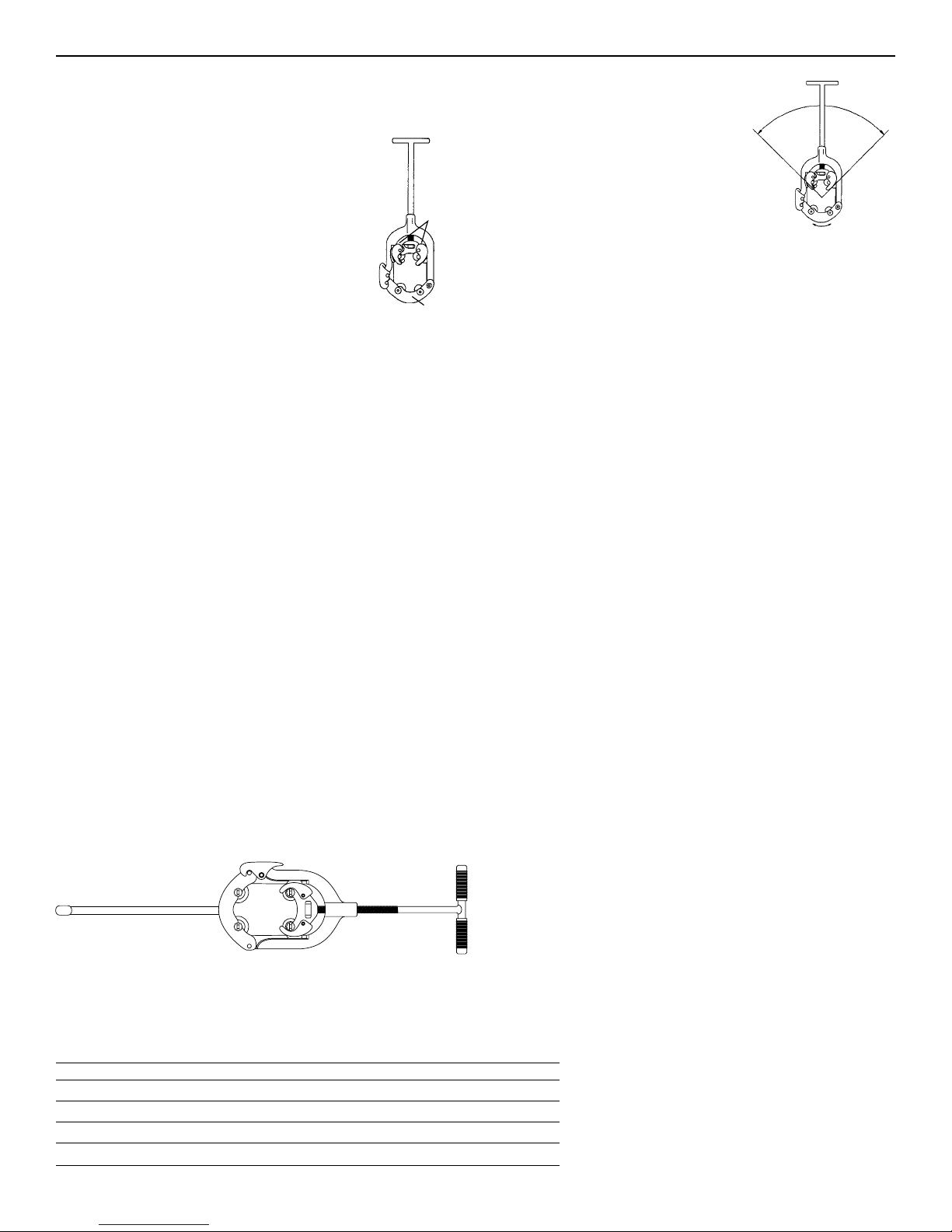
FED-
ERGELAGERTE
FÜHRUNGEN
UNTERER
BÜGEL
Bedienungsanleitung
1. Wählen Sie das richtige Schneidrad für die
Rohranwendung aus: Stahl, Gusseisen, etc.
(Tabelle 2).
2. Drehen Sie den Griff, um den Schneider so
weit zu öffnen, daß das zu schneidende Rohr
hineinpasst.
3. Legen Sie den Schneider um das Rohr
und achten Sie darauf, daß die federgelagerten
Führungen oben liegen. Schließen Sie
den unteren Bügel an, indem Sie nach
oben drücken, bis er einrastet. Drehen Sie den Griff des
Schneiders, bis die Räder die Rohre gleichmäßig berühren.
4. Beginnen Sie den Schneidvorgang, indem Sie den ganzen Sch
neider über einen Schwenkbereich von 90 - 110° vor und zurück
bewegen.
5. Vergewissern Sie sich, daß die Räder gleichlaufen. Ist dies der
Fall, stellen Sie den Griff des Schneiders jedes Mal, wenn Sie ihn
auf sich hin ziehen, eine halbe Umdrehung fester.
WARNUNG: HALTEN SIE WÄHREND DES SCHNEIDENS NICHT
LÄNGER AN! DER SCHNEIDVORGANG GENERIERT WÄRME
AM ROHR. WENN SICH DAS ROHR ABKÜHLT, IST ES MÖGLICH,
DASS DIE RÄDER IN DER SPUR HÄNGEN BLEIBEN. DIES IST
BESONDERS WICHTIG BEI SPHÄROGUSSROHREN.
6. Beenden Sie den Schneidvorgang, indem Sie den auf die
Schneidräder ausgeübten Druck beibehalten, während Sie den
Schneider vor und zurück bewegen.
VERWENDEN SIE SCHMIERÖL: So wird die Arbeit erleichtert und
die Lebensdauer der Schneidräder und Radstifte verlängert. Benutzen
Sie kein Schneidöl.
STARK VERKRUSTETE UND VERROSTETE ROHRE: Entfernen
Sie Rost und Ablagerungen vom Bereich, der geschnitten werden soll,
mit einem Reed Entroster (Tabelle 3). Sie können dazu auch Ham-
mer und Meißel oder eine grobe Feile verwenden. Auf diese Weise
werden nicht nur Schneidräder geschont und die Schnittzeit reduziert,
sondern auch das rechtwinklige Ansetzen des Schneidwerkzeugs auf
dem Rohr und somit das Tracking gewährleistet.
Hinged Cutters™ mit Helfergriffen funktionieren genau so wie
gewöhnliche Hinged Cutters. Der zweite Griff wird in den Boden des
Schneiders geschraubt, zum Hauptgriff um 180 Grad versetzt. Diese
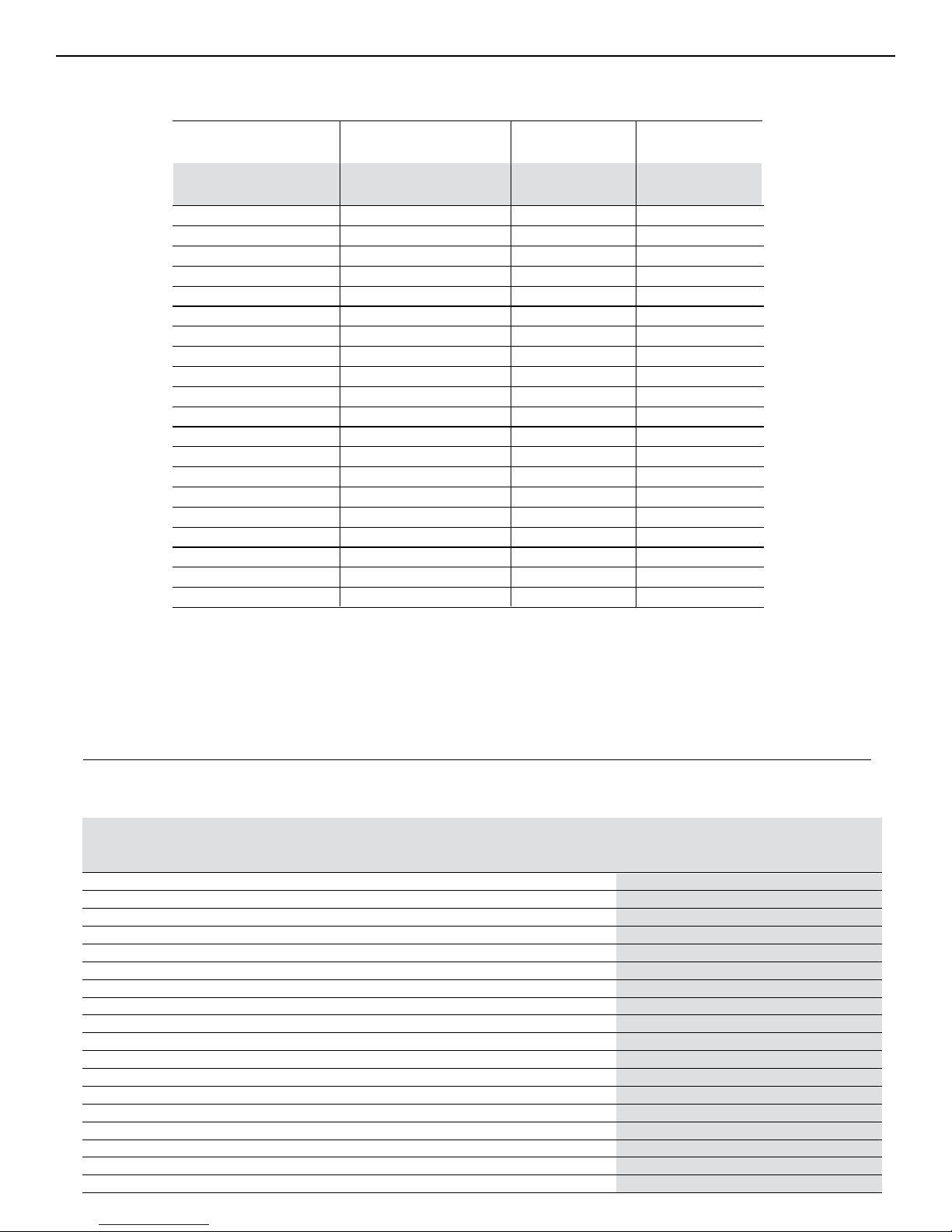
Tabelle 3
ROHRENTROSTER
Kat.- Nr. Artikel Code Rohrkapazität Länge
DS12 08000 3 - 12 Zoll 70 - 300 mm 32 Zoll 810 mm
DS36 08006 3 - 36 Zoll 70 - 910 mm 44 Zoll 1110 mm
DS12B 08008 3 - 12 Zoll 70 - 300 mm 45 Zoll 1143 mm
DS36B 08010 12 - 36 Zoll 300 - 910 mm 72 Zoll 1829 mm
H6SHH
TIPPS FÜR SPHÄROGUSSROHRE: Üben Sie durchgehend
maximalen Druck auf die Schneidräder aus. Führen Sie mit jeder
Umdrehung oder jedem Zyklus weiter zu, da Sphärogussrohre
zu Umformverfestigungen neigen und sich dann nur sehr schwer
schneiden lassen. Ist ein Rohr gebrochen, führen Sie weiter zu, um
zu gewährleisten, dass der Schnitt tatsächlich durch das ganze Rohr
führt.
WECHSELN EINES SCHNEIDRADS AM KLAPPBAREN
ROHRABSCHNEIDER VON REED
1. Drehen Sie den Schneider so, dass Sie Zugang zur Rückseite
(d. h. der den Köpfen der Radbolzen gegenüberliegenden Seite)
des Werkzeugs haben.
2. Klopfen Sie mit einem kleinen Hammer und einem kleinen
Schraubendreher vorsichtig auf den Radbolzen in der
Schneidradmitte.
3. Der Radbolzen tritt daraufhin an der Vorderseite des Schneiders
heraus, und Sie können den Bolzen mit den Fingern aus dem
Schneidrad herausziehen.
4. Prüfen Sie vor dem Einsetzen des Ersatz-Schneidrads, ob auf den
Radbolzen, die Radanken und die Radöffnung Schmierfett
aufgetragen ist. Setzen Sie das Ersatz-Schneidrad an der
entsprechenden Stelle ein. Führen Sie hierbei unbedingt den Rad-
bolzen nur ein Stück weit in das Schneidrad ein. So erreichen Sie,
dass der Radbolzen in seiner Position bleibt.
5. Sie müssen so zum Schneider stehen, dass Sie an dessen Vorder-
seite arbeiten können. Nehmen Sie nun denselben kleinen
Hammer und einen Durchschlag oder wieder den kleinen
Schraubendreher zur Hand. Treiben Sie mit vorsichtigen Schlägen
den Radbolzen wieder in seine Position. Beachten Sie, dass an der
Oberseite des Radbolzens zwei sich gegenüberliegende ache
Seiten vorhanden sind. Diese achen Flanken müssen mit den
achen Stellen am Schneider bündig liegen.
6. Wenn Sie alle Schritte korrekt ausgeführt haben, liegt die Oberseite
des Radbolzens bündig, d. h. auf einer Ebene, mit der
entsprechenden Stelle an der Vorderseite des Schneiders.
LEHRVIDEOS ZU DIESEM THEMA:
videos.reedmfgco.com/hingedcutters
HINWEISE:
• Zum Schneiden von Fallrohren stehen keine Schneidräder zur
Verfügung.
• Zum Schneiden von Rohren mit größerem Durchmesser (bis zu
91cm) empfehlen wir die Rotary™ Rotationsschneider von Reed.
• Zum Schneiden von Gusseisen und Sphäroguss bis zu 122cm mit
Luftdruck empfehlen wir die Universal-Rohrschneider von Reed.
90 - 110°
SCHWENK-
BEREICH
10 CM
FREIRAUM