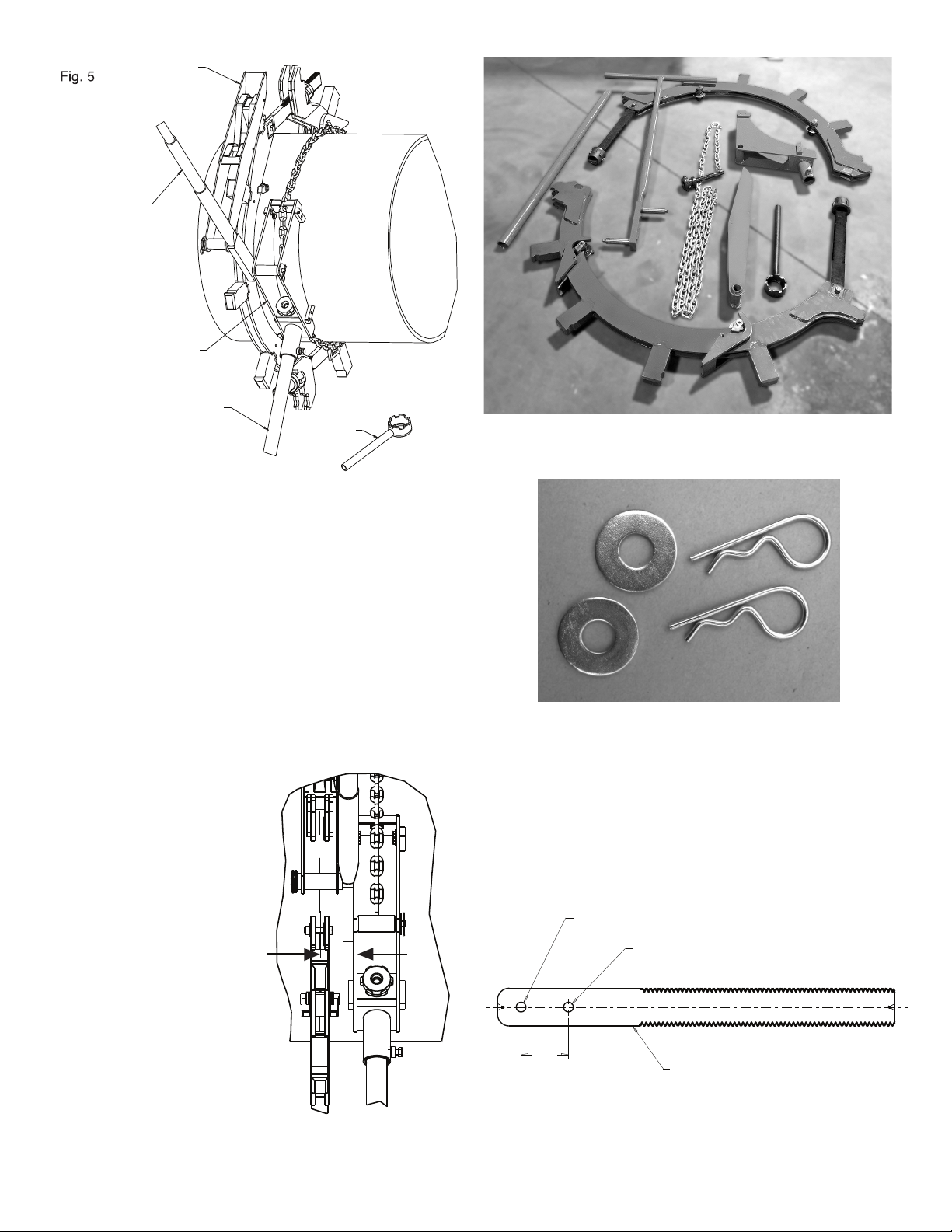
5
El Cortatubo Rotatorio es una herramienta muy eficaz para cortar diferentes
tamaños de tubos de hierro fundido, hierro dúctil y acero desde 20” hasta
42”. En la mayoría de los casos, el cortatubo rotatorio es una herramienta
para ser usada por una sola persona. RC30, RC36 y RC42 funcionan
mejor con dos operarios.
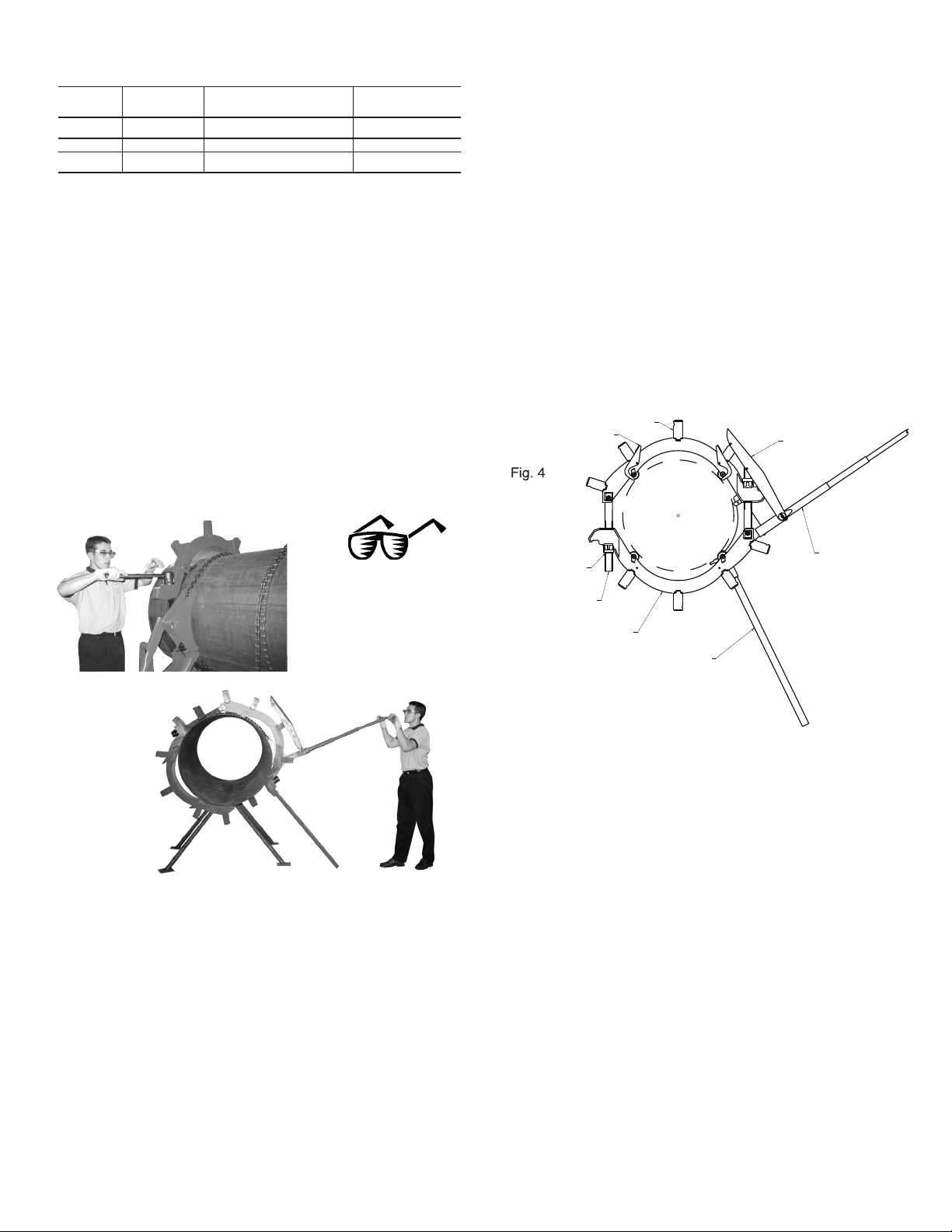
Fig. 1
Para mejores resultados y una operación eficaz, se deben seguir
estas instrucciones detenidamente. Pertenece a TODOS los
tamaños de cortatubos rotatorio.
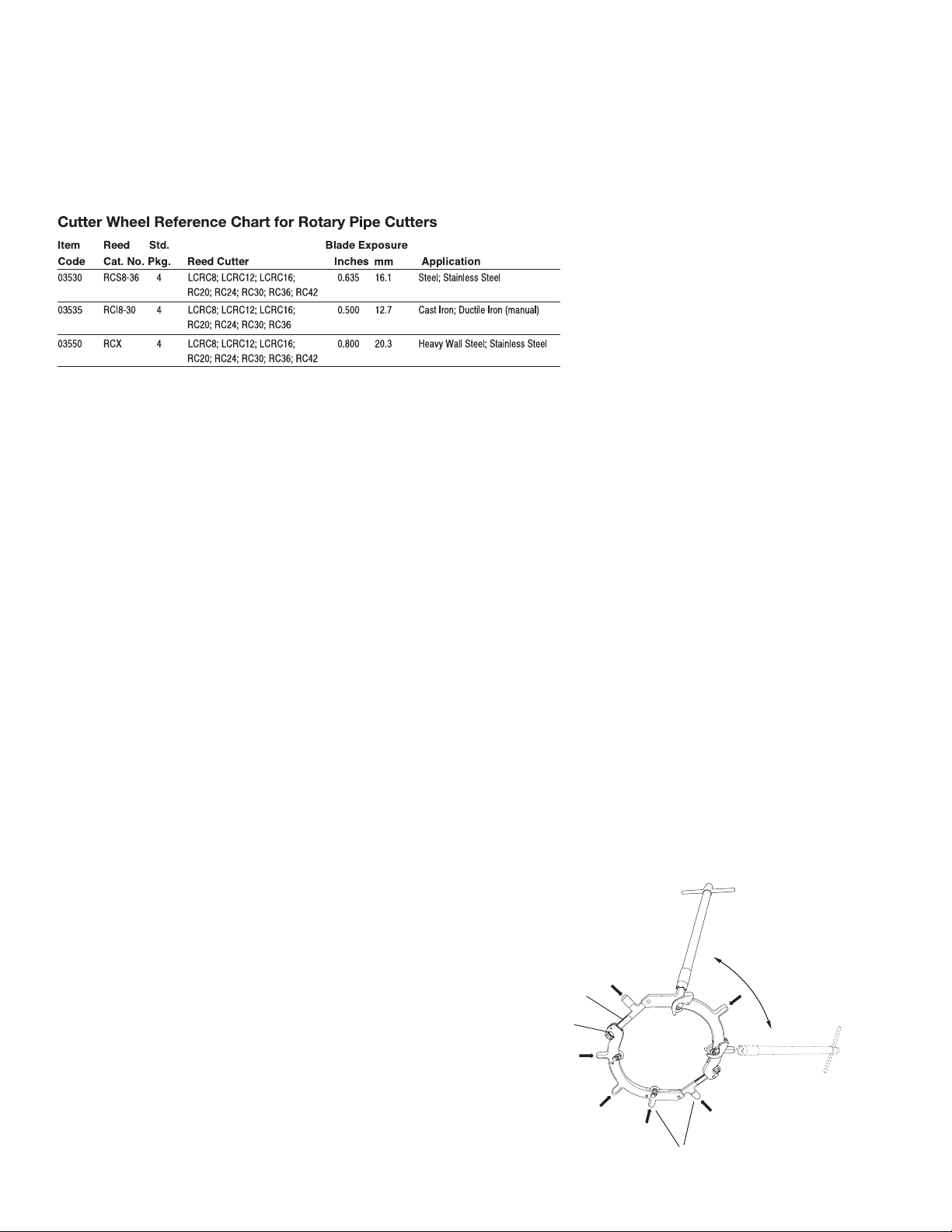
Determine el mejor tipo de cuchilla a utilizar para cortar el tubo,
consultando la Fig. 1.
Los modelos de cortatubos “S” y “I” se intercambian uno a otro,
al cambiar las cuchillas instaladas en cualquiera de los cortatubos
proporcionados. Por ejemplo, al cambiar las cuchillas del cortatubos
a cuchillas RCI8-30, el cortatubos RC36S para acero se convierte en
RC36I y puede cortar un tubo de hierro fundido nominal/dúctil de 30”.
Para cambiar las cuchillas, coloque el Cortatubos rotatorio sobre
su lado, con el cabezal del pasador de la cuchilla hacia abajo. Luego,
golpee suavemente el extremo de todos los pasadores de la cuchilla
hacia arriba, permitiéndoles alejarse lo suficiente como para facilitar la
extracción de la cuchilla. Debe alinear la cuchilla y el rodillo exterior y
presionar los pasadores de la cuchilla hacia arriba nuevamente en el ori-
ficio. Luego, asiente el pasador de la cuchilla en su lugar con un golpe
ligero. Repita este procedimiento para todas las cuchillas.
INSTRUCCIONES DE OPERACIÓN
para cortatubos rotatorios RC20 y RC24
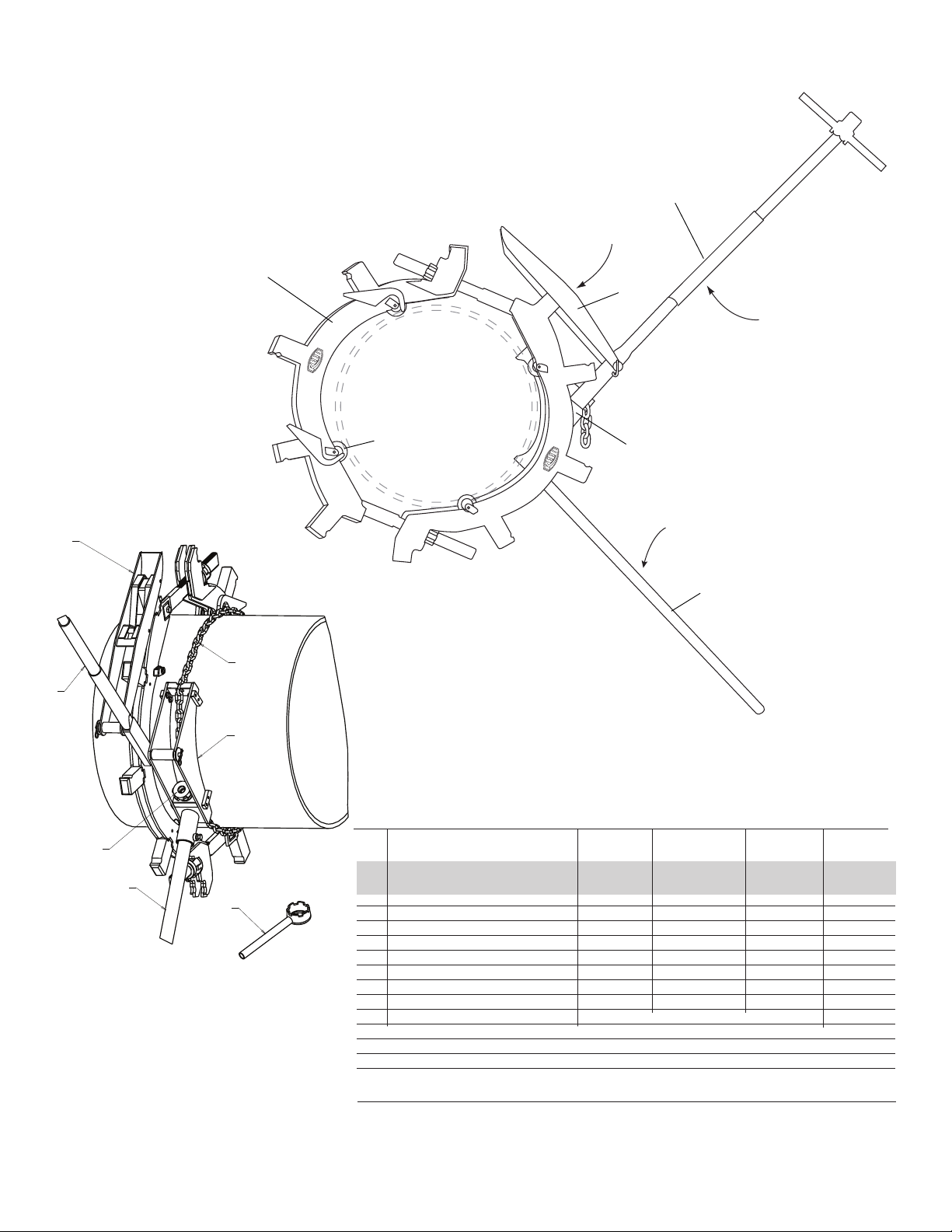
1. Para preparar para hacer un corte, afloje las tuercas en los tornillos
principales justo lo suficiente como para permitir que el bastidor
del cortatubos se deslice sobre el extremo del tubo. (Los tornillos
principales también se pueden deslizar fuera de la ranura del basti-
dor para permitir que el cortatubos se abra y se coloque alrededor
del tubo. Vuelva a enganchar el tornillo principal con la ranura para
cerrar el bastidor del cortatubos.)
2. Coloque el cortatubos de manera que las cuchillas estén alineadas
con la marca de corte. Gire el cortatubos hasta que el peso del
cortatubos esté apoyado en los dedos guía de muelle
y las dos guías estén centradas en la parte superior del tubo.
Todas las cuchillas deben estar alejadas del tubo en este momen-
to. La flecha en el bastidor señala en la dirección de la rotación
deseada.
3. Ligeramente sacuda y balancee el cortatubos hasta que los cuatro
dedos guía toquen el tubo. Este proceso asegura que el cortatubos
se asiente en forma recta en el tubo.
4. Luego, sin afectar la posición del cortatubos, ajuste las tuercas de
los tornillos principales POR IGUAL a mano. En general, las dos cu-
chillas inferiores estarán en contacto primero con el tubo. Continúe
ajustando a medida que los dedos guía de muelle se retraigan y
permitan que las cuchillas superiores se pongan en contacto con el
tubo. Utilizando una llave de tubo en la manija de operación, ajuste
la tuerca accesible lo más fuerte posible mientras que a su vez
pueda rotar el cortatubos.
Instrucciones de operación 5. Deslice la llave de tubo sobre la orejeta más convenientemente
accesible. Rote el cortatubos, una orejeta a la vez en la dirección
de la flecha, hasta que la tuerca esté en posición para ser ajustada.
Después de una rotación completa, verifique para ver si el cortatu-
bos está alineado correctamente.
6. Para completar el corte, continúe rotando el cortatubos. En cada
media vuelta, ajuste la tuerca de tornillo principal más cercano, un
cuarto para una media vuelta.
Es importante completar el corte sin pausar y para mante-
ner una presión consistente.
CONSEJOS ÚTILES
· El tubo de acero se debe cortar completamen-
te a través de la pared. El tubo de hierro fundido,
según la edad y dureza se romperá en forma pura
y efectiva después de que un cuarto de la pared
haya sido penetrado. El hierro dúctil, siendo más
difícil, en general se romperá después de que un
tercio hasta la mitad de la pared haya sido pene-
trado.
·Cuando se corta un tubo de hierro fundido, después de oír el primer
chasquido o grieta en el tubo, continúe ajustando las tuercas para
mantener una presión máxima en el tubo hasta que se complete el
corte. Si se puede mantener un soporte en el tubo mientras se corta,
como una grúa, gato hidráulico, etc., en general reducirá el tiempo
de operación a la mitad al hacer que la fractura ocurra más pronto y
corra sin problemas alrededor del tubo en vez de parcialmente.
·Cuando se corta en un segmento de tubo de hierro fundido que ha
estado enterrado en la tierra por un largo tiempo, la línea puede estar
bajo compresión por diversas causas y la fractura ligeramente dentada
de los cortes puede hacer resistencia para que se extraiga la pieza
cortada. Una solución para encarar esta dificultad es hacer tres cor-
tes en lugar de dos. Haga un tercer corte de alrededor 21/2” dentro
de uno de los cortes del extremo. Un martillo de fragua romperá el
segmento de dos pulgadas y media y luego la pieza más grande se
extraerá fácilmente. Cuando se corta un tubo fundido bajo compre-
sión, el cortatubos debe avanzar y rotar hasta que todos los rodillos
exteriores estén en contacto con el tubo, para asegurar una fractura
completa.
·El cortatubos está diseñado para no romperse bajo cargas de corte.
La manija se inclinará primero.
·Ciertas marcas de tubos de hierro dúctil son más suaves que otras
y se dejan cortar más rápido y más fácil con cuchillas RCS8-30 para
tubo de acero. Si la rotura de la cuchilla no es excesiva, el ahorro
considerable de tiempo y mano de obra pueden muy bien justificar
esto.
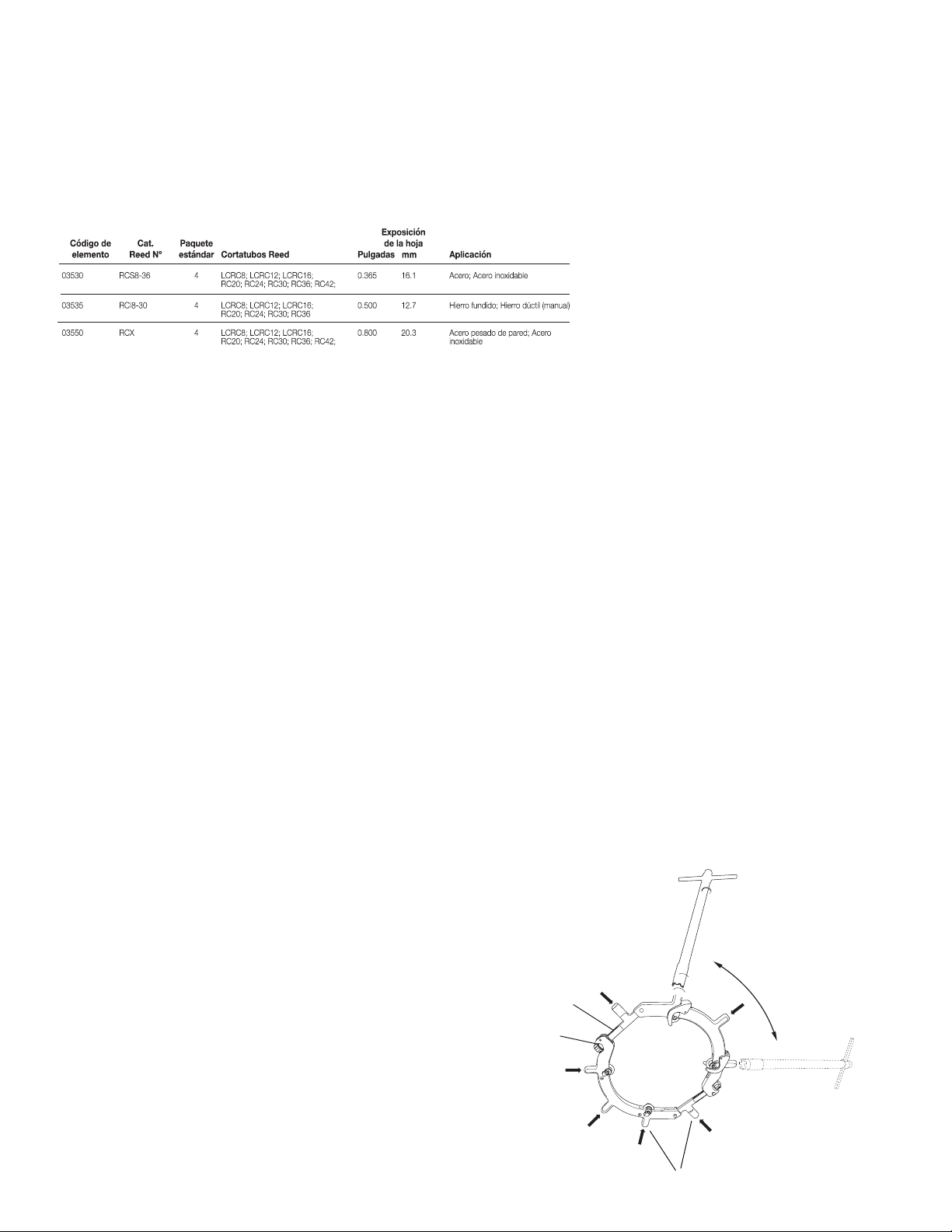
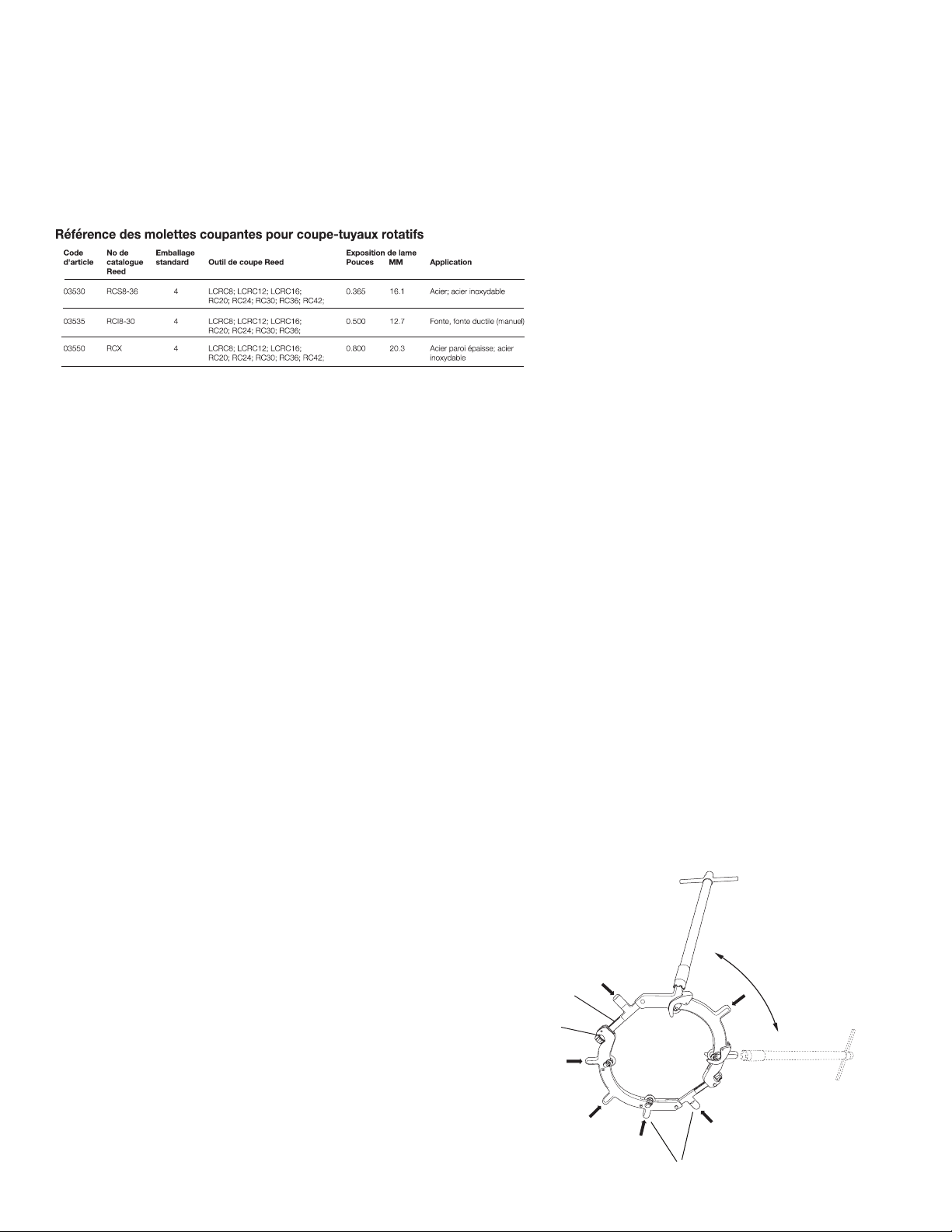
Fig. 2
45° ó 60° entre
orejetas de la
manija
Diagrama de RC20
y RC24
Tornillo principal
Tuerca
Orejetas de manija
Referencia de cuchilla para Cortatubo Rotatorios