9
3DISON AEP User Manual
Check if the filament is built up
normally in circle shape.
(This process goes on for
about 30 seconds)
Press OK button to stop loading.
Push the filament into the blue
cap on the extruder by pressing
the spring block until you feel
the motor pulling in it. Wait until
you see the filament coming out
from the extruder nozzle.
567
Loading Filament
Select Load Right or Load Left
depending on which side you
want to load the filament. Then
the extruder will start preheating.
(Left Hot-End : PLA, ABS, PC)
(Right Hot-End : ULTEMTM resin
grade 9085)
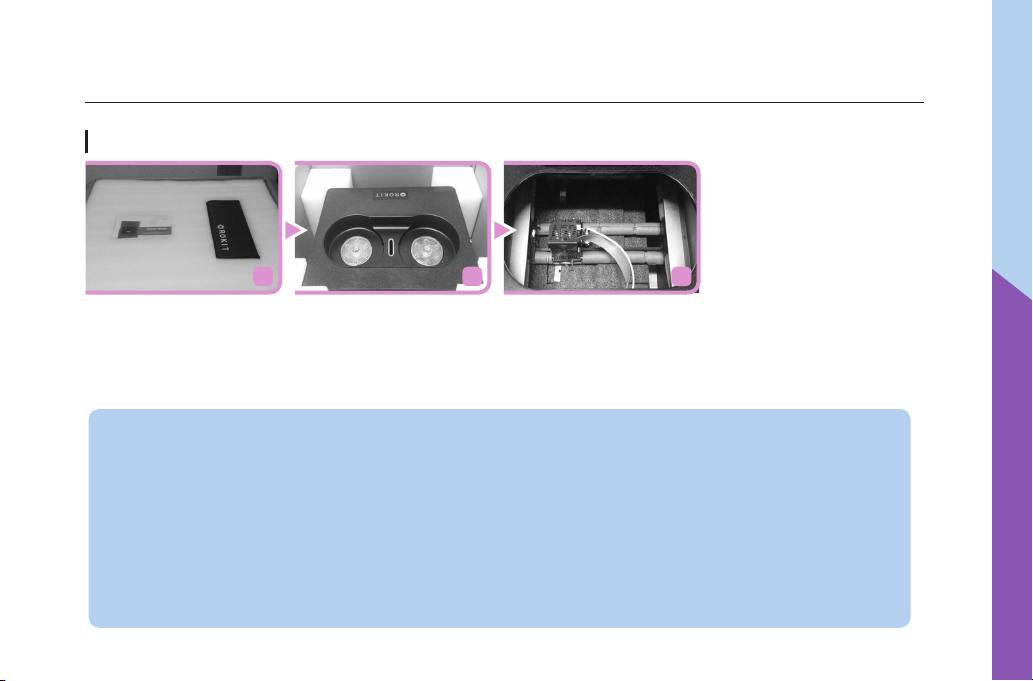
Go to the LCD panel and select
Utilities > Filament Loading.
When the extruder is completely
heated with alarm, put the
filament spool into the roof case
and insert filament into the hole
located in the middle of the roof
case.
Open the front door and check
if inserted filament is in, then
move extruder to the middle.
1 2 3 4
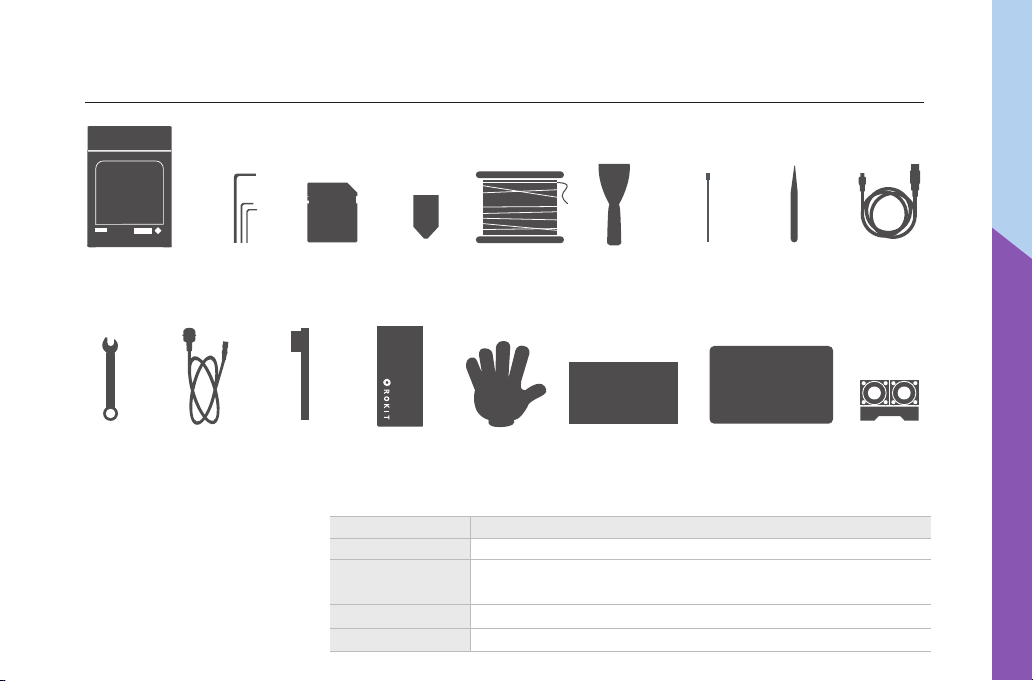
How to use 3DISON AEP
※
Please use separated
nozzle when using ULTEMTM
resin grade 9085.
(Right Hot-End)
※ ULTEMTM is a registered
trademark of SABIC or its
affiliates or subsidiaries.