2LRBS-FIX
Before initial usage of the RUD LRBS-
FIX, please read carefully the safety
instructions. Make sure that you have
understood all subjected matters.
Non-observance can lead to serious per-
sonal injuries and material damage and
eliminates warranty.
1 Safety instructions
ATTENTION
Wrong positioned or damaged weld-on
lashing points as well as improper use can
lead to injuries of persons and damage at
property, when load falls down.
Please check all lashing points carefully
before every usage.
• Keep all body parts like ngers, hands, arms, etc. out
of the hazardous area during the lashing operation.
• RUD Lashing points LRBS-FIX must only be used
by instructed and competent persons considering
DGUV 109-017 (BGR 500), and outside Germany
noticing the country specic statutory regulations.
• Attention: When suspension ring pivots there is a
risk of pinching.
• The stated LC (Lashing Capacity) at the LRBS-FIX
must not be exceeded.
• Any technical modications at the LRBS-FIX are
prohibited.
• Keep persons out of the hazardous area.
• Damaged or worn LRBS-FIX must no longer be
used.
2 Intended use of the LRBS-FIX
RUD Lashing points LRBS-FIX must only be used to
attach lashing means.
The lashing points must not protrude in rest position
over the loading platform level.
In general, lashing points must not be used for lifting!
RUD Lashing points must only be used in the hereby
specied case of operation.
3 Assembly- and instruction manual
3.1 General information
• Capability of temperature usage:
As of 07/2019: RUD Lashing points LRBS-FIX are
suitable for the temperature range from -40°C up
to 400°C.
Up to 07/2019: RUD Lashing points LRBS-FIX are
suitable for the temperature range from -20°C up
to 400°C.
For the use within the following temperature range,
the WLL must be reduced by the following factors:
-40°C / -20°C up to 200°C no reduction
200°C up to 300°C: by -10 % and
300°C up to 400°C: by -25 %
Temperatures exceeding 400°C are prohibited
In the unloaded state, LRBS-FIX Lashing points
together with the load can be stress relieved by
heat treating (e.g. welded construction) once.
Temperature: < 600°C (one hour maximum).
After stress-relieving heat treatment (< 600°C),
however,the spring force is no longer usable.
• RUD Lashing points LRBS-FIX must not be used
with aggressive chemicals such as acids, alkaline
solutions and their vapours.
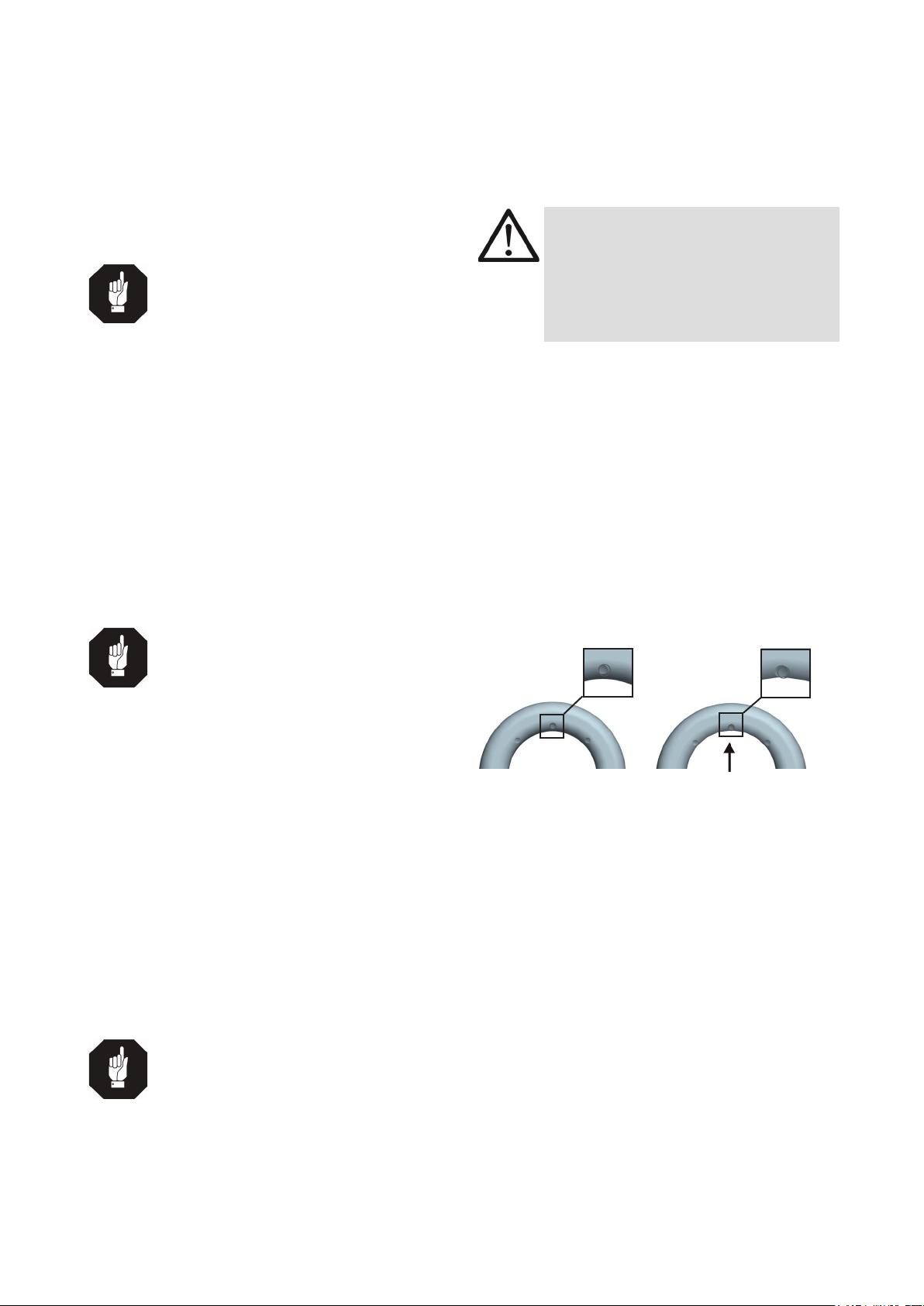
• Please mark mounting position of Lashing point
with a coloured contrast paint for better visibility.
• LRBS-FIX includes a protected positioned clam-
ping spring, inside the weld-on block. The spring
holds the weld-on blocks together with the ring
and creates at the same time a radial clamping
function.
• RUD Lashing points LRBS-FIX are clearly mar-
ked at the suspension ring with the permissible
Lashing capacity „LC“ in daN.
• LRBS-FIX will be delivered as a complete assem-
bled unit.
3.2 Hints for the assembly
Basically essential:
• The material construction to which the lashing point
will be attached should be of adequate strength to
withstand forces during lashing without deformation.
The weld-on material must be suitable for welding
and the contact areas must be free from dirt, oil,
colour, ect.
The material of the forged welding block is:
S355J2+N (1.0577+N (St52-3))
• The position of the lashing points must be carried
out in regard to the lashing means in such a way
that unintended movement like turning or ipping
of the load will be avoided.
INHALT
1 Safety instructions 2
2 Intended use of the LRBS-FIX 2
3 Assembly- and instruction manual 2
3.1 General information ..................................................2
3.2 Hints for the assembly ..............................................2
3.3 Hints for the welding .................................................3
3.4 User instructions.......................................................3
4 Inspection / Repair / Disposal 4
4.1 Hints for the regularly inspection ..............................4
4.2 Inspection criteria for the regularly
examination carried out by the operator ...................4
4.3 Additional inspection criteria for the
competent person resp. auditor................................4
4.4 Disposal....................................................................4
5 Tables/Overview 4