INSTRUKCJA ORYGINALNA
4
PL EN DE RU UA LT LV CZ SK HU RO ES FR IT NL GR
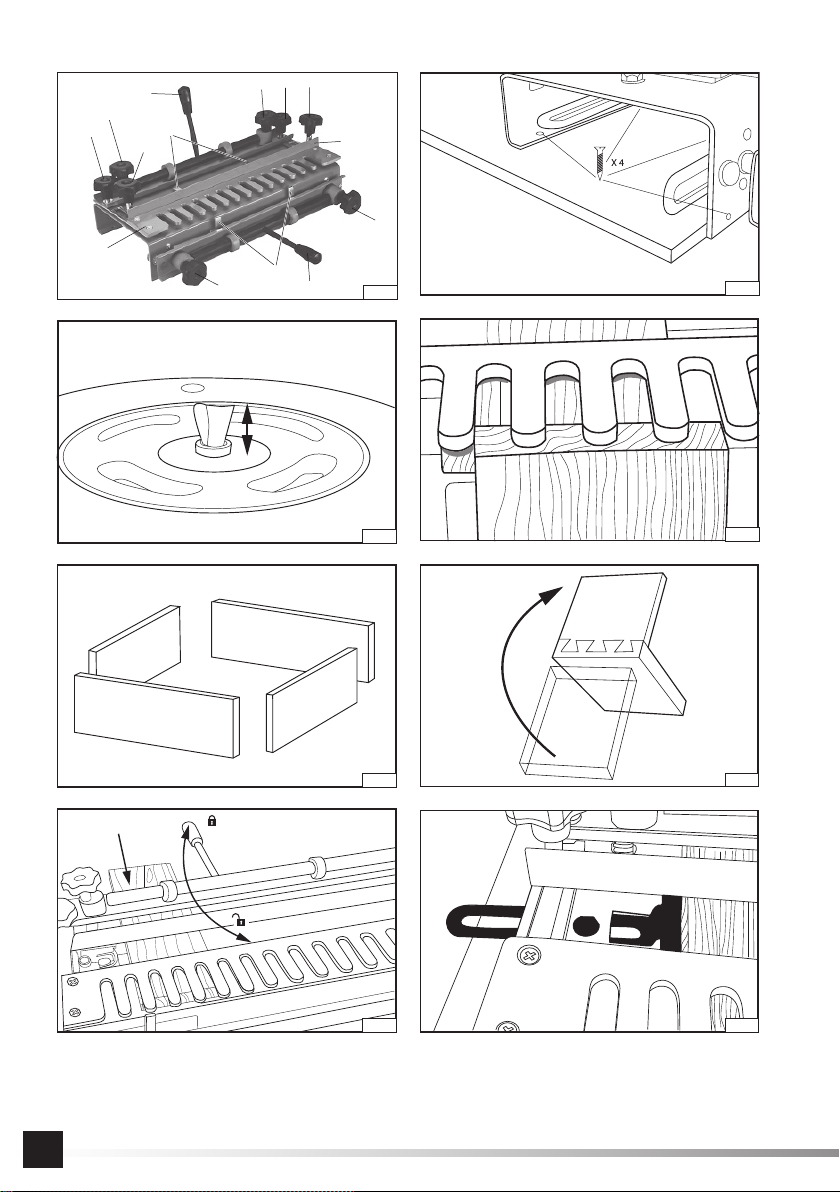
1. levier de la pince horizontale
2. bouton de la pince horizontale
3. bouton de position du gabarit
4. bouton de position du guide
5. guide
6. butée horizontale
7. gabarit
8. butée verticale
9. bouton de la pince verticale
10. levier de la pince verticale
FR
1. важіль горизонтального затиску
2. регулятор горизонтального затиску
3. регулятор положення шаблону
4. регулятор положення напрямної
5. напрямна
6. горизонтальний обмежувач
7. шаблон
8. вертикальний обмежувач
9. регулятор вертикального затиску
10. важіль вертикального затиску
UA
1. páka horizontálnej svorky
2. koliesko horizontálnej svorky
3. polohovacie koliesko šablóny
4. polohovacie koliesko vodidla
5. vodidlo
6. horizontálny doraz
7. šablóna
8. vertikálny doraz
9. koliesko vertikálnej svorky
10. páka vertikálnej svorky
SK
1. horizontal clamp lever
2. horizontal clamp knob
3. template position knob
4. backstop position knob
5. backstop
6. horizontal stop
7. template
8. vertical stop
9. vertical clamp knob
10. vertical clamp lever
EN
1. leva di bloccaggio orizzontale
2. manopola di bloccaggio orizzontale
3. manopola di posizionamento della dima
4. manopola di posizionamento
della barra guida
5. barra guida
6. arresto orizzontale
7. dima
8. arresto verticale
9. manopola di bloccaggio verticale
10. leva di bloccaggio verticale
IT
1. horizontali spaustuvo svirtis
2. horizontali spaustuvo rankenėlė
3. šablono padėties rankenėlė
4. kreiptuvo padėties rankenėlė
5. kreiptuvas
6. horizontalus ribotuvas
7. šablonas
8. vertikalus ribotuvas
9. vertikalaus spaustuvo rankenėlė
10. vertikalaus spaustuvo svirtis
LT
1. vízszintes szorító kar
2. vízszintes szorító gomb
3. sablon pozíció gomb
4. vezetőpozíció gomb
5. láncvezető
6. vízszintes ütköző
7. sablon
8. függőleges ütköző
9. függőleges szorító gomb
10. függőleges szorító kar
HU
1. Horizontaler Klemmhebel
2. Horizontaler Klemmknopf
3. Positionsknopf für die Vorlage
4. Drehknopf für die Führungsschiene
5. Führungsschiene
6. Horizontaler Anschlag
7. Vorlage
8. Vertikaler Anschlag
9. Vertikaler Klemmknopf
10. Vertikaler Klemmhebel
DE
1. horizontale spanhendel
2. horizontale klemknop
3. positieknop voor het sjabloon
4. knop voor geleidingspositie
5. kettinggeleider
6. horizontale begrenzer
7. sjabloon
8. verticale begrenzer
9. verticale klemknop
10. verticale spanhendel
NL
1. horizontālās spīles svira
2. horizontālās spīles skrūve
3. šablona pozicionēšanas skrūve
4. vadīklas pozicionēšanas skrūve
5. vadīkla
6. horizontālais ierobežotājs
7. šablons
8. vertikālais ierobežotājs
9. vertikālās spīles skrūve
10. vertikālās spīles svira
LV
1. manetăclemăorizontală
2. șurub clemăorizontală
3. șurub de poziție a șablonului
4. șurub de poziție opritor spate
5. opritor spate
6. opritor orizontal
7. șablon
8. opritor vertical
9. șurub clemăverticală
10. manetăclemăverticală
RO
1. рычаг горизонтального зажима
2. регулятор горизонтального зажима
3. регулятор положения шаблона
4. регулятор положения направляющей
5. направляющая
6. горизонтальный ограничитель
7. шаблон
8. вертикальный ограничитель
9. регулятор вертикального зажима
10. рычаг вертикального зажима
RU
1. páka horizontálního upínání
2. otočný knoflík horizontálního upínání
3. otočný polohovací knoflík šablony
4. otočný polohovací knoflík vodicí lišty
5. vodící lišta
6. horizontální doraz
7. šablona
8. horizontální doraz
9. otočný knoflík vertikálního upínání
10. páka vertikálního upínání
CZ
1. palanca de sujeción horizontal
2. perilla de sujeción horizontal
3. perilla de posición de la plantilla
4. perilla de posición de la barra guía
5. barra guía
6. tope horizontal
7. plantilla
8. tope vertical
9. perilla de sujeción vertical
10. palanca de sujeción vertical
ES
1. μοχλός οριζόντιου σφιγκτήρα
2. κουμπί οριζόντιου σφιγκτήρα
3. κουμπί θέσης για το πρότυπο
4. κουμπί θέσης οδηγού
5. οδηγός
6. οριζόντιος περιοριστής
7. πρότυπο
8. κάθετος περιοριστής
9. κουμπί κάθετου σφιγκτήρα
10. μοχλός κάθετου σφιγκτήρα
GR
1. dźwignia poziomego zacisku
2. pokrętło poziomego zacisku
3. pokrętło pozycyjne szablonu
4. pokrętło pozycyjne prowadnicy
5. prowadnica
6. ogranicznik poziomy
7. szablon
8. ogranicznik pionowy
9. pokrętło pionowego zacisku
10. dźwignia pionowego zacisku
PL