1 690 386 058 2018-01-30|Robert Bosch GmbH
Standardkomponenten prüfen | SCT / CCT / EL | 9 de
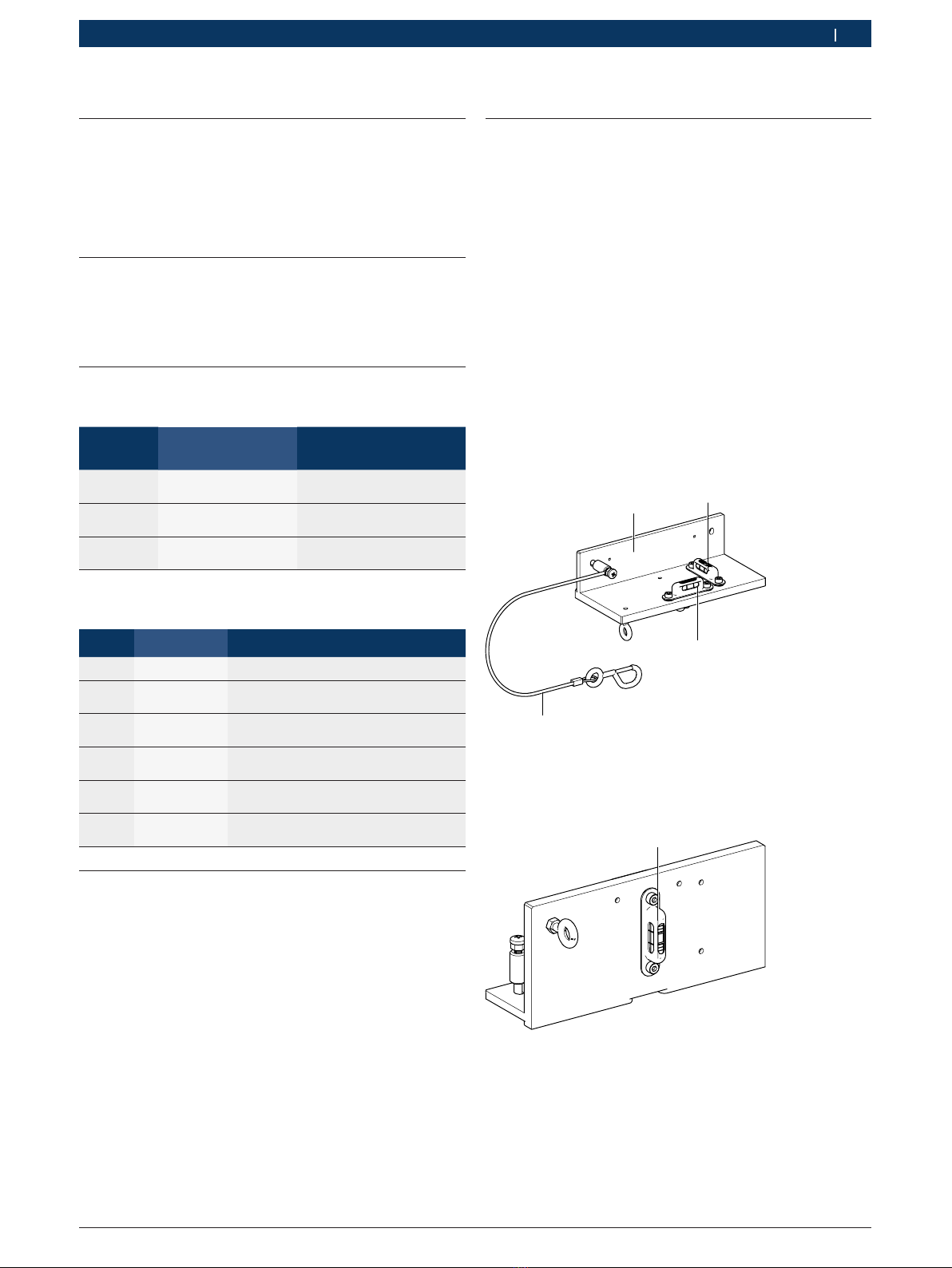
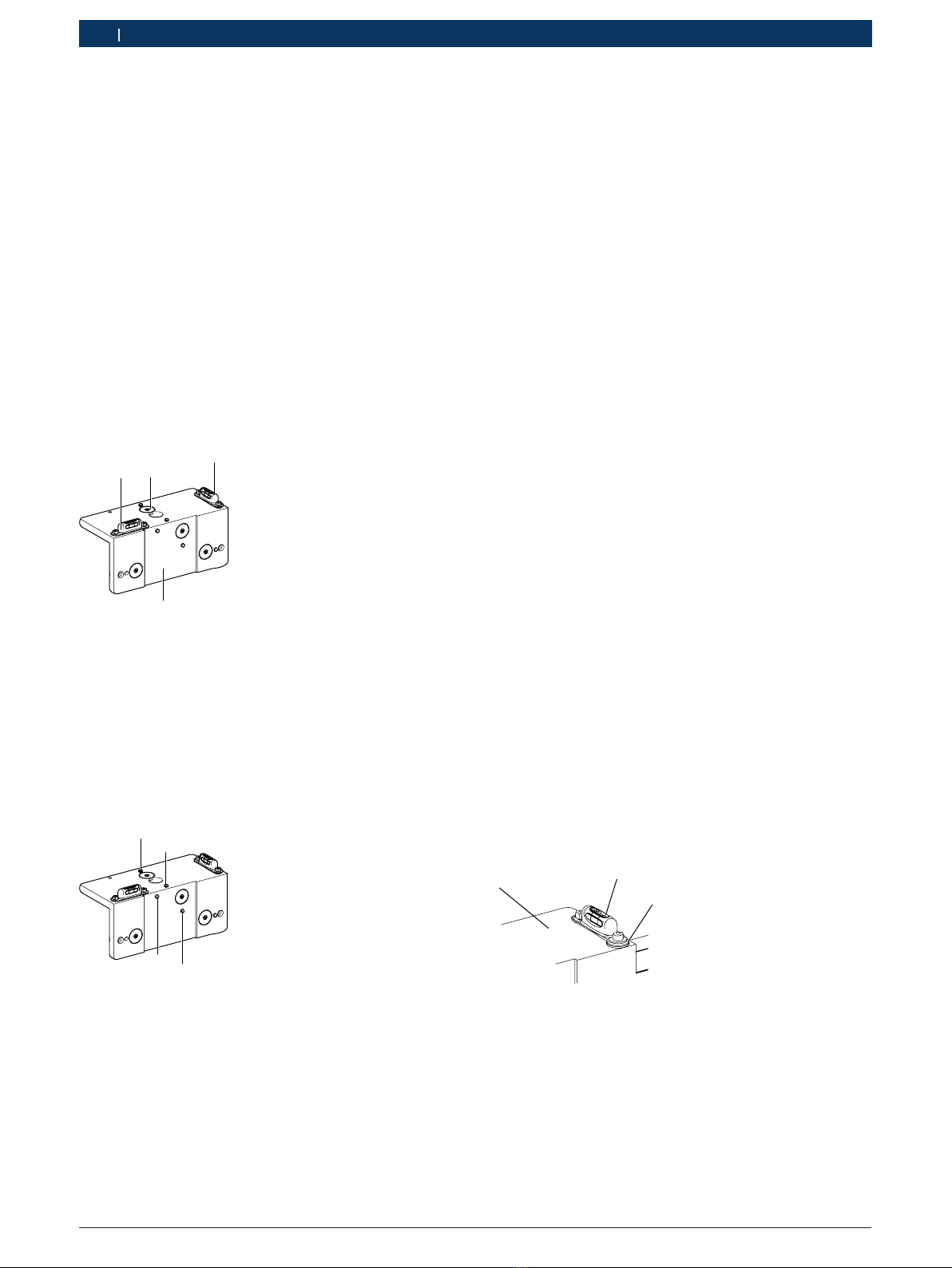
4.1.4 Schlitten am Präzisionsmessbalken prüfen
1. Schlitten am Präzisionsmessbalken auf Leichtgängig-
keit prüfen.
2. Gegebenenfalls Schlitten von Präzisionsmessbalken
entfernen, reinigen und auf Verschleiß prüfen.
3. Laseraufnahme der Schlitten am Präzisionsmess-
balken auf Beschädigungen wie Schlagstellen oder
Grate prüfen.
4. Fangseile prüfen.
5. Höhe der Aufnahmestifte prüfen.
!Höhe der Aufnahmestifte: 2,5mm +/- 0,5mm
Maßnahme bei Beschädigung oder Verschleiß
¶Schlitten am Präzisionsmessbalken wechseln.
¶Fangseil wechseln.
4.2 Lasermodul P-Assist S5
1 690 381 124 / 1 690 381 174 prüfen
iDie Prüfung des P-Assists S5 wird anhand des
SCT415 beschrieben. Die Prüfung kann mit allen an-
deren SCT/CCT/EL-Produkten durchgeführt werden.
Ausrichtgenauigkeit: 0,15°
1. Siegellack am P-Assist S5 auf Beschädigungen prü-
fen.
2. P-Assist S5 an Anlagefläche auf Beschädigungen wie
Schlagstellen oder Grate prüfen.
!Die Anlagefläche des P-Assist S5 darf nicht beschä-
digt sein.
Maßnahme bei Beschädigung
¶P-Assist S5 wechseln.
4.2.1 Laserlinienlänge prüfen
1. Präzisionsmessbalken auf 1400mm Höhe einstellen.
2. P-Assist S5 an Laseraufnahme B des L-Winkels befes-
tigen.
3. P-Assist S5 einschalten.
Laserlinie wird parallel zu SCT415 auf den Bo-
den projiziert.
4. Länge, der auf den Boden projizierte Laserlinie,
ermitteln.
!Minimale Länge der auf den Boden projizierten La-
serlinie: 2400mm
Bei unzulässiger Messabweichung
¶P-Assist S5 wechseln.
4.2.2 Laserliniendicke prüfen
1. Präzisionsmessbalken auf 1000mm Höhe einstellen.
2. P-Assist S5 an Laseraufnahme A des L-Winkels befes-
tigen.
3. Prüftafel in 3000mm Entfernung vor dem Laseraus-
trittspunkt an der Wand mit doppelseitigem Klebe-
band befestigen.
4. P-Assist S5 einschalten.
Laserlinie markiert die Prüftafel.
5. Laserliniendicke an der Prüftafel mit Messschieber
prüfen.
!Maximal zulässige Laserliniendicke: ≤1,5mm
Maßnahme bei unzulässiger Messabweichung
¶P-Assist S5 wechseln.
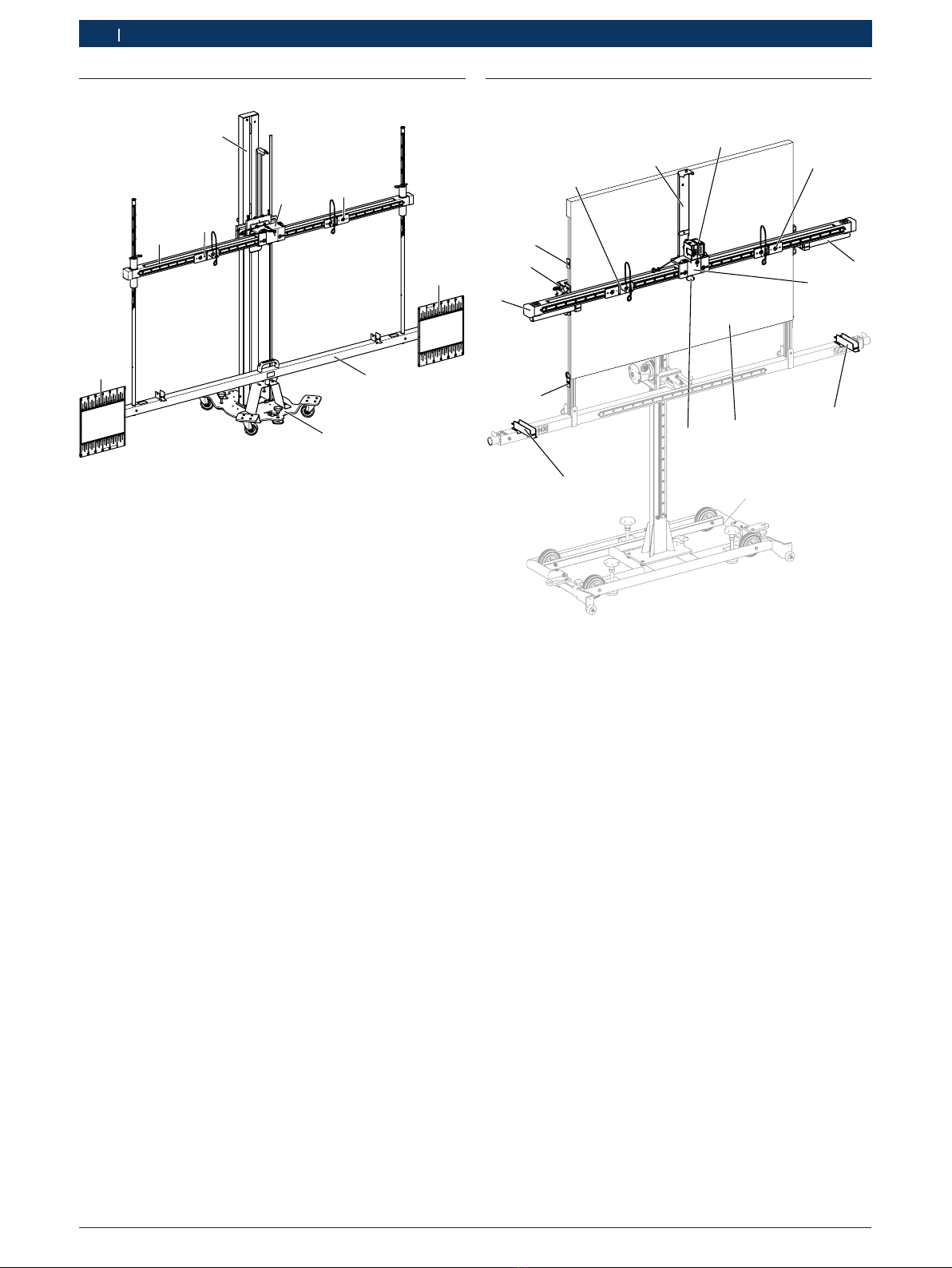
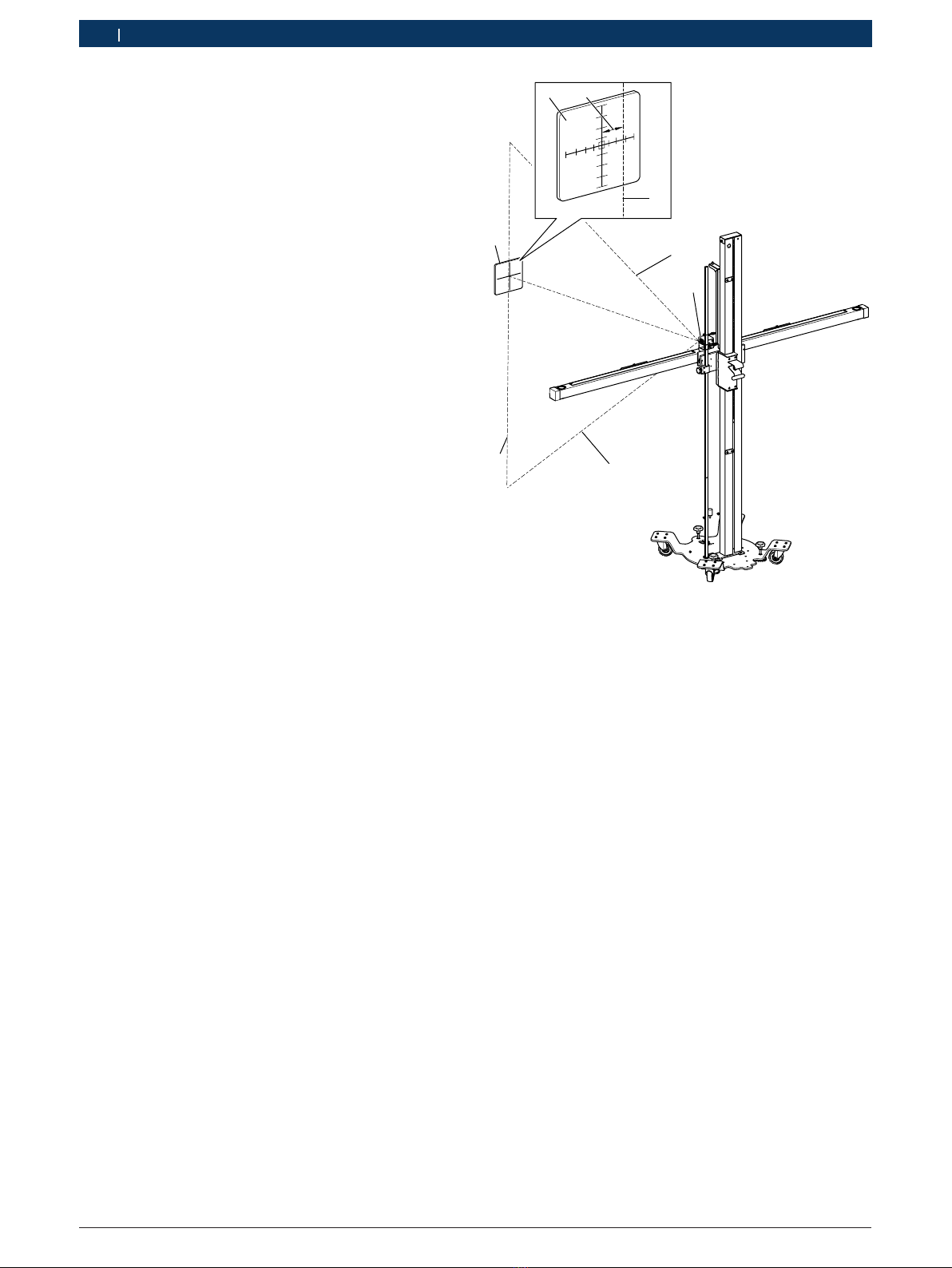
4.2.3 Spiel des P-Assists S5 prüfen
1. Präzisionsmessbalken auf 1000mm Höhe einstellen.
2. P-Assist S5 (Abb. 16, Pos. 1) an Laseraufnahme A
des L-Winkels befestigen.
3. P-Assist S5 einschalten.
4. Prüftafel (Abb. 16, Pos. 3) in 3000mm Entfernung
auf 0-Punkt ausrichten.
5. Auf 0-Punkt ausgerichtete Prüftafel (Abb. 16, Pos. 3)
in 1000mm Höhe an der Wand mit doppelseitigem
Klebeband befestigen.
6. Spiel des P-Assists S5 prüfen.
Die Laserlinie auf der Prüftafel bewegt sich in
x-Richtung (Abb. 16, Pos. 4).
3000 mm
1
2
2
2
3
4512001-16_sh
4
4
Abb. 16: Spiel des P-Assists S5 an Prüftafel prüfen
1 P-Assist S5
2 Laserlinie des P-Assists S5
3 Prüftafel
4 Bewegung der Laserlinie in x-Richtung