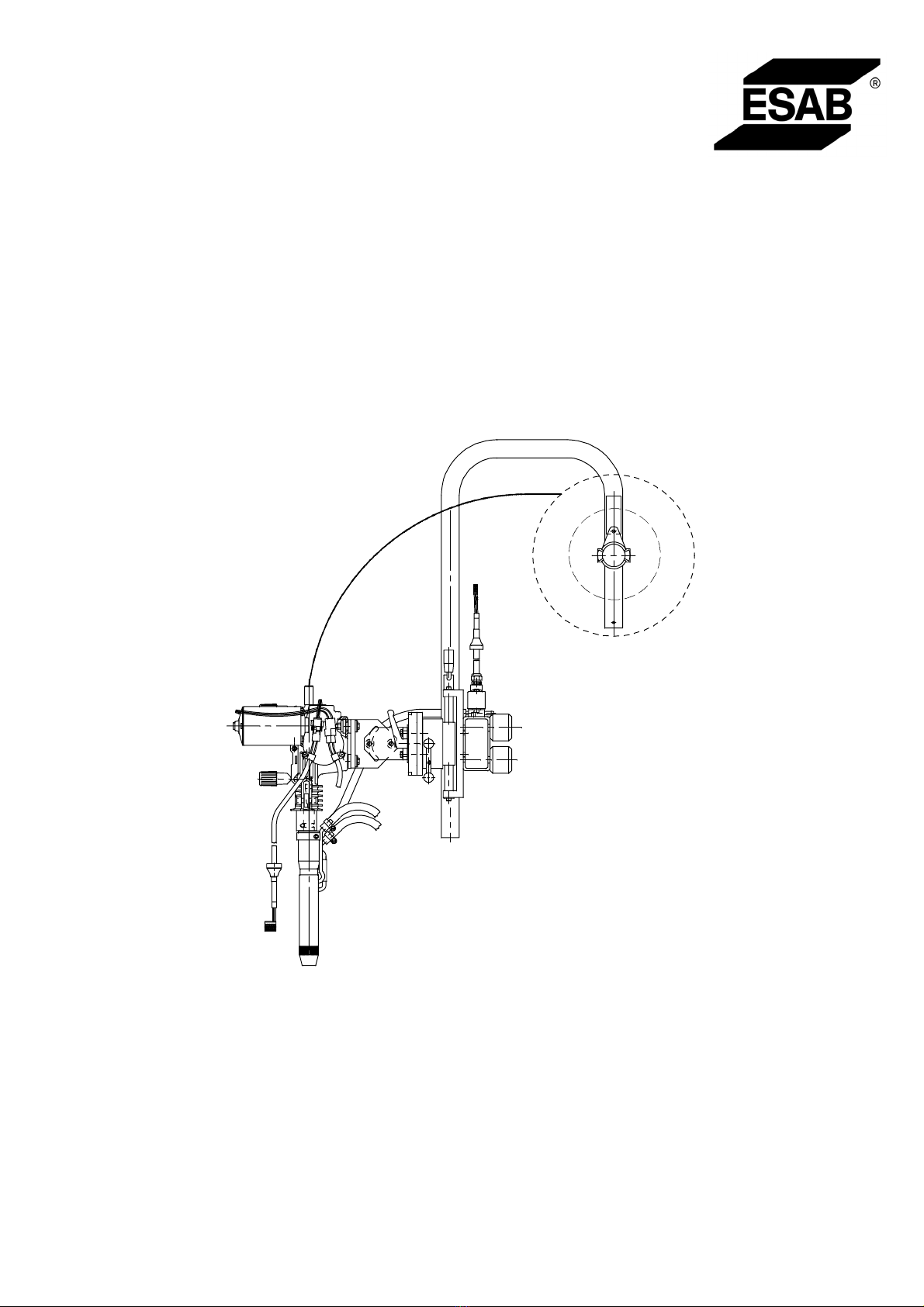
ESAB A2 S GMAW Mini Master User manual
Other ESAB Welding Accessories manuals

ESAB
ESAB PSE-10 User manual

ESAB
ESAB A6 VEC User manual

ESAB
ESAB 1500 ahma User manual

ESAB
ESAB Aristo MA4 User manual

ESAB
ESAB CIGWELD 454342 User manual

ESAB
ESAB PREST-O-LITE 02X93 User manual

ESAB
ESAB SAVAGE A40 User manual

ESAB
ESAB PSF 305 User manual

ESAB
ESAB Aristo U6 User manual

ESAB
ESAB Sentinel A60 User manual

ESAB
ESAB TIGAID315 AC/DC User manual

ESAB
ESAB MXH 315 PP User manual

ESAB
ESAB Versotrac EWT 1000 User manual

ESAB
ESAB SAVAGE A40 User manual

ESAB
ESAB SAVAGE A40 User manual

ESAB
ESAB TWECO SPRAY MASTER V250 Maintenance and service guide

ESAB
ESAB Arc Master ICE A6 S User manual

ESAB
ESAB SCT-4200 Series User manual

ESAB
ESAB CIGWELD Arcmaster 649 Payday User manual

ESAB
ESAB PEI User manual




Popular Welding Accessories manuals by other brands

Lincoln Electric
Lincoln Electric LT-7 Tractor Technical specifications

Cornwell Tools
Cornwell Tools MMWC1 Operator's manual

Dohle
Dohle ExOn2A operating instructions

Nederman
Nederman Fume Eliminator FE 840/2500/P150 user manual

3M
3M Speedglas 9100 Series user manual

Miller Electric
Miller Electric OM-842 owner's manual

Miller
Miller A-200 Series owner's manual

Abicor Binzel
Abicor Binzel ABIMIG WT Series operating instructions

Miller
Miller MIGmatic M-25 owner's manual

Tregaskiss
Tregaskiss TOUGH GUN TT3 Reamer owner's manual

Abicor Binzel
Abicor Binzel xFUME PRO Original operating instructions

Sealey
Sealey SR20.V2 instructions