Tolerancing ISO 8015
ISO 2768 - m H
< 6 mm: ±0.2 mm
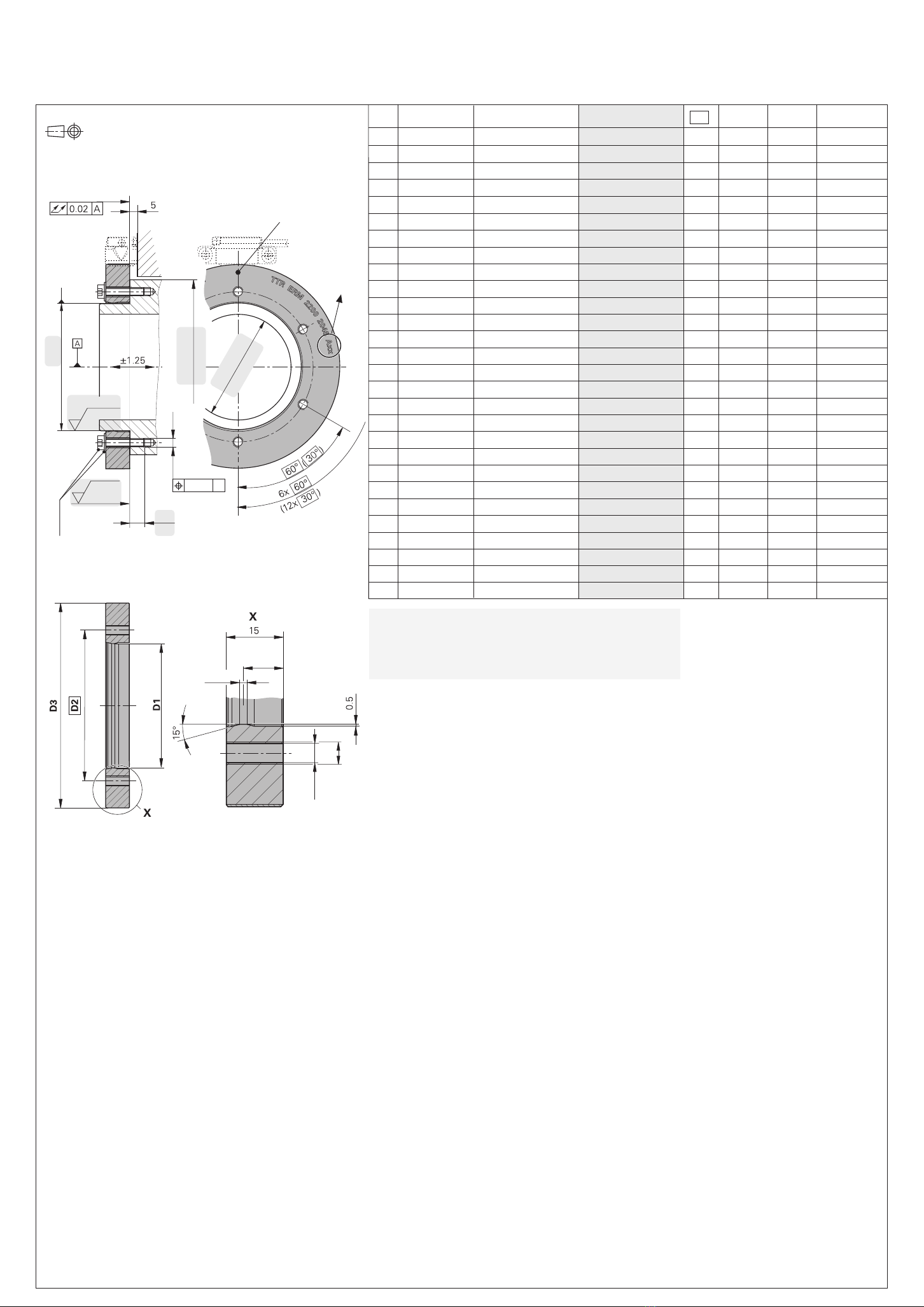
Abmessungen/Montage · Dimensions/ Monting · Dimensions/ Montage · Dimensioni/ Montaggio · Dimensiones/Montaje
mm
5.2
G
2±0.5
10.5±0.5
19 000 min–1
13 000 min–1
10 500 min–1
6 000 min–1
14 500 min–1
11 000 min–1
10 500 min–1
6 000 min–1
13 000 min–1
9 000 min–1
12 500 min–1
13 000 min–1
12 500 min–1
4 500 min–1
10 500 min–1
6 500 min–1
11 000 min–1
14 000 min–1
6 500 min–1
18 500 min–1
6 000 min–1
6 000 min–1
8 500 min–1
5 000 min–1
4 500 min–1
3 000 min–1
5 500 min–1
22 000 min–1
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
6x M6
12x M6
6x M6
6x M6
75.44
128.75
150.88
257.50
113.16
150.88
150.88
257.50
128.75
176.03
128.75
128.75
128.75
326.90
150.88
257.50
150.88
128.75
257.50
90.53
257.50
257.50
176.03
257.50
326.90
452.64
221.29
64.37
50
95
135
195
85
95
120
235
75
145
110
80
105
310
125
155
110
95
135
70
215
175
155
170
275
395
190
50
40 +0.009/+0.002
80 +0.010/+0.002
120 +0.013/+0.003
180 +0.015/+0.003
70 +0.010/+0.002
80 +0.010/+0.002
105 +0.013/+0.003
220 +0.018/+0.004
60 +0.010/+0.002
130 +0.015/+0.003
95 +0.013/+0.003
65 +0.010/+0.002
90 +0.013/+0.003
295 +0.020/+0.004
110 +0.013/+0.003
140 +0.015/+0.003
95 +0.013/+0.003
70 +0.010/+0.002
120 +0.013/+0.003
55 +0.010/+0.002
200 +0.018/+0.004
160 +0.015/+0.003
140 +0.015/+0.003
160 +0.015/+0.003
260 +0.020/+0.004
380 +0.022/+0.005
180 +0.015/+0.003
40 +0.009/+0.002
40 0/–0.007
80 0/–0.008
120 0/–0.010
180 0/–0.012
70 0/–0.008
80 0/–0.008
105 0/–0.010
220 0/–0.014
60 0/–0.008
130 0/–0.012
95 0/–0.010
65 0/–0.008
90 0/–0.010
295 0/–0.016
110 0/–0.010
140 0/–0.012
95 0/–0.010
70 0/–0.008
120 0/–0.010
55 0/–0.008
200 0/–0.014
160 0/–0.012
140 0/–0.012
160 0/–0.012
260 0/–0.016
380 0/–0.018
180 0/–0.012
40 0/–0.007
40 +0.010/+0.003
80 +0.022/+0.014
120 +0.036/+0.026
180 +0.055/+0.043
70 +0.019/+0.011
80 +0.022/+0.014
105 +0.031/+0.021
220 +0.069/+0.055
60 +0.016/+0.008
130 +0.041/+0.029
95 +0.029/+0.019
65 +0.018/+0.010
90 +0.027/+0.017
295 +0.093/+0.077
110 +0.033/+0.023
140 +0.044/+0.032
95 +0.029/+0.019
70 +0.019/+0.011
120 +0.036/+0.026
55 +0.015/+0.007
200 +0.063/+0.049
160 +0.049/+0.037
140 +0.044/+0.032
160 +0.049/+0.037
260 +0.082/+0.066
380 +0.119/+0.101
180 +0.055/+0.043
40 +0.010/+0.003
G= Abdrückgewinde
Back-off thread
Filetage de dégagement
Fori di estrazione
Rosca de desmontaje
Lagerung
Bearing
Roulement
Cuscinetto
Rodamiento
Referenzmarken-Lage
Reference mark
Marque de référence
Indici di riferimento
Marca de referencia
ISO 7092
–
5
–
200HV
ISO 4762
–
M5
–
8.8
= 5.05 Nm
±
0.25 Nm
7
Rz
16
Rz
6.3
0.1 B
M5
+12
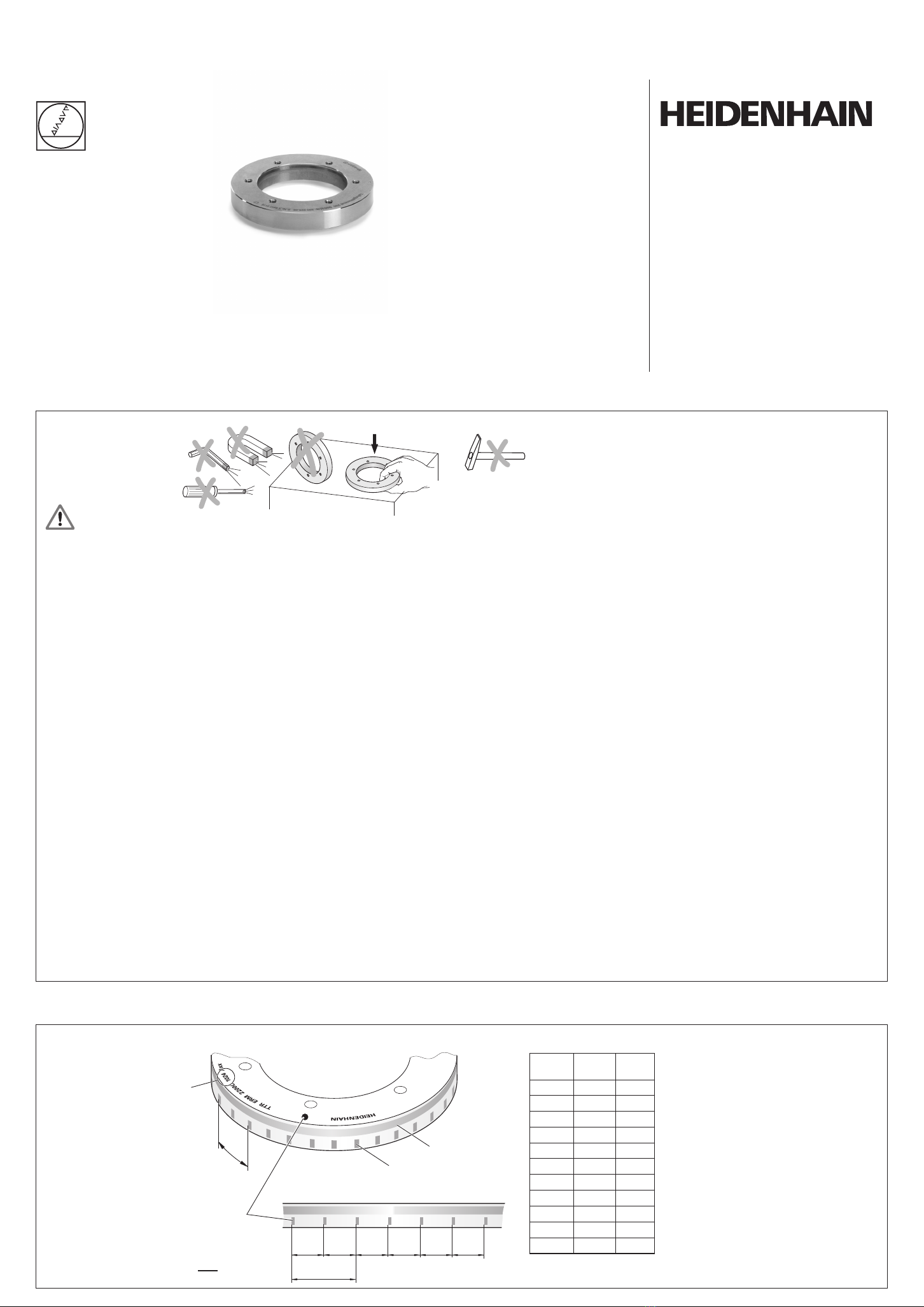
Zur Erleichterung der Montage kann die Teilungstrommel erwärmt werden. Dazu die Teilungstrommel vor der Montage langsam über einen
Zeitraum von 10 min auf eine Temperatur von max. 140 °C erwärmen. Maximale Temperaturdifferenz Heizplatte zur ERM-Teilungstrommel 20 K. Beim Aufschrumpfen ist auf eine
entsprechende Übereinstimmung der Bohrbilder von Teilungstrommel und Aufnahmewelle zu achten.
Bei der Schraubenverbindung sind die vorgesehene Anzahl der Schrauben, die Reibungszahlklasse B (VDI 2230) und die Montagetemperatur von 15 °C ... 35 °C einzuhalten.
Die Schrauben sind abwechselnd, kreuzweise mit dem angegebenen Anzugsdrehmoment festzuschrauben. Bei Verwendung der Passung sind die Schrauben gegen unbeabsichtig-
tes Lösen zu sichern. Nur dann gelten die für die Teilungstrommeln spezifizierten Drehzahlwerte.
In order to facilitate mounting, the scale drum can be heated. Do not use an inductive heat source! Before mounting, slowly warm the scale drum over a period of 10 minutes to a
temperature of max. 140 °C. Maximum temperature difference between heating plate and ERM scale drum: 20 K. During shrink-fitting, make sure that the hole patterns of the scale
drum and mating shaft are properly aligned.
For the screw connection, the prescribed number of screws, the friction class B (VDI 2230) and the mounting temperature of 15 °C to 35 °C must be complied with.
The screws must be tightened alternately in a criss-cross pattern to the specified tightening torque. When the fit W1is used, the screws are to be secured against unintended loosening.
Only then are the speed values specified for the scale drums valid.
Pour faciliter le montage, il est possible d’échauffer le tambour gradué. Pour cela, avant le montage, échauffer lentement le tambour
gradué pendant 10 minutes jusqu’à une température maximale de 140 °C. L’écart maximal de température entre la plaque chauffante et le tambour gradué de l’ERM est de 20 K.
En cas d’emmanchement à chaud, veiller à ce que la répartition des trous de perçage du tambour gradué corresponde à celle de l’arbre client.
Lors du serrage des vis, veiller à respecter le nombre de vis prévues à cet effet, le coefficient de frottement B (VDI 2230), ainsi que la température de montage qui doit être comprise
entre 15 °C et 35 °C. Les vis doivent être serrées de manière croisée, par alternance, avec le couple de serrage indiqué. En cas d’utilisation d’un ajustement , les vis doivent être
sécurisées contre le risque de desserrage involontaire. Les valeurs de vitesse de rotation spécifiées pour les tambours gradués ne sont applicables que dans ces conditions.
Per agevolare il montaggio, è possibile riscaldare il tamburo graduato. Non utilizzare alcuna fonte ad induzione! Inoltre riscaldare il tamburo graduato lentamente in 10 minuti fino a
max 140 °C. Massima differenza di temperatura tra sorgente riscaldante e tamburo graduato ERM 20 K. Durante il raffreddamento prestare attenzione alla corrispondenza tra i fori del
tamburo e dell’albero.
Durante il fissaggio con le viti sono da rispettare il numero previsto di viti, la classe di attrito B (VDI 2230) e la temperatura da 15 °C a 35 °C.
Serrare le viti alternativamente, con la coppia di serraggio indicata. Utilizzando l’accoppiamento dimensionale W1si devono assicurare le viti contro un allentamento indesiderato.
Solo così sono validi i valori di velocità di rotazione specificati.
Para facilitar el montaje puede calentarse el tambor graduado. Para esto, antes del montaje, calentar el tambor graduado
lentamente durante un espacio de tiempo de diez minutos hasta una temperatura máxima de 140°C. Máxima diferencia de temperatura entre la placa calefactora y el tambor graduado
del ERM: 20K. Para la instalación en caliente debe tenerse en cuenta la correspondiente concordancia entre la figura de taladros del tambor graduado y el eje de acople.
Para la conexión de los tornillos debe tenerse en cuenta el número previsto de tornillos, el tipo de coeficiente de fricción (VDI 2230) y la temperatura de montaje de entre 15°C y 35 °C.
Los tornillos deben ser apretados alternando en forma de cruz con el par de apriete indicado. Si se utiliza el Ajuste los tornillos deben estar asegurados ante cualquier soltado no
intencionado. Sólo en este caso son válidos los valores de velocidad especificados para los tambores graduados.
W 2,2) = Angaben für mechanischen Fehlerausschluss
Data for mechanical fault exclusion
Spécifications pour l’exclusion d’erreur mécanique
Indicazioni per fault exclusion meccanico
Indicaciones para la exclusión de fallos mecánica