−5−
Adjustment Procedures Results of Improper Adjustment
Adjustment Procedures Results of Improper Adjustment
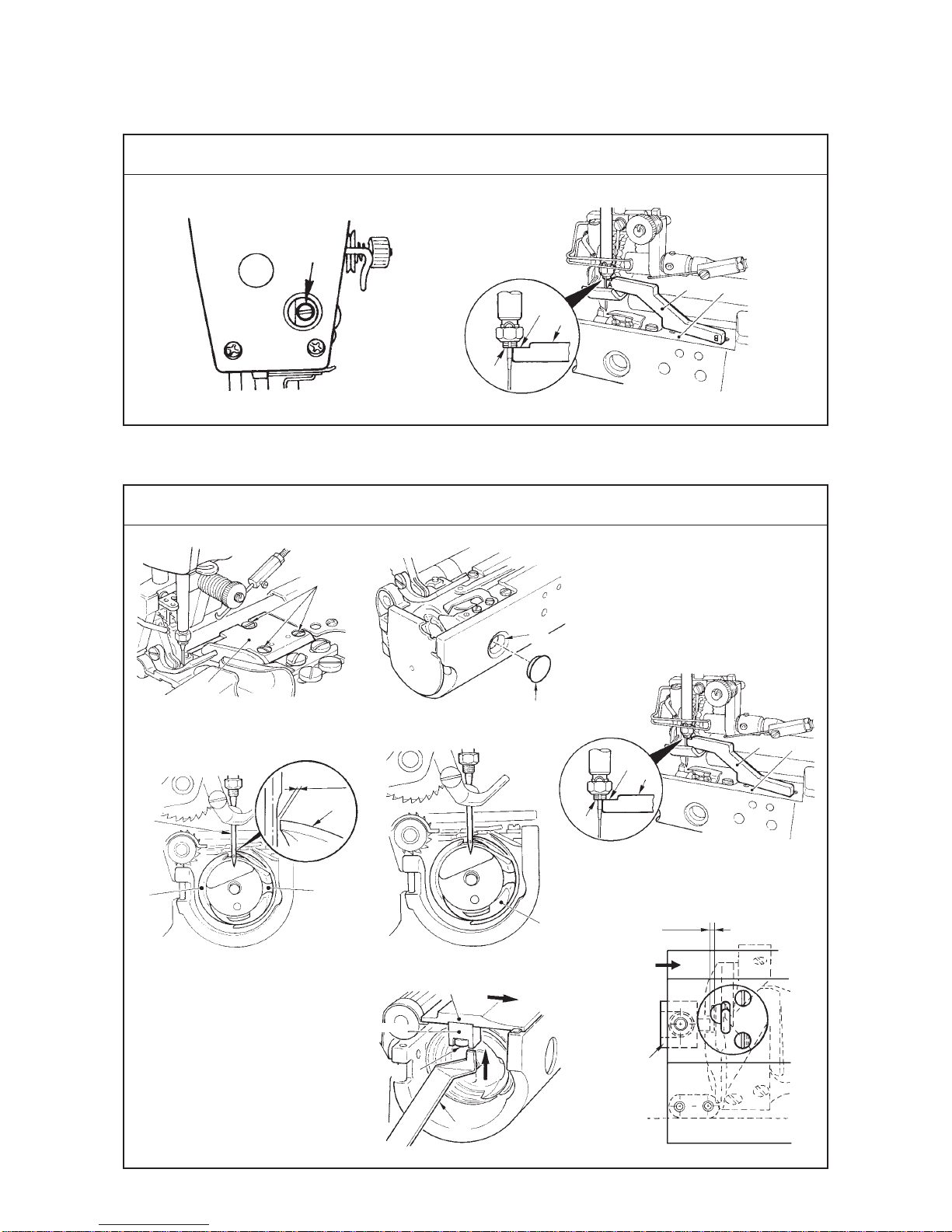
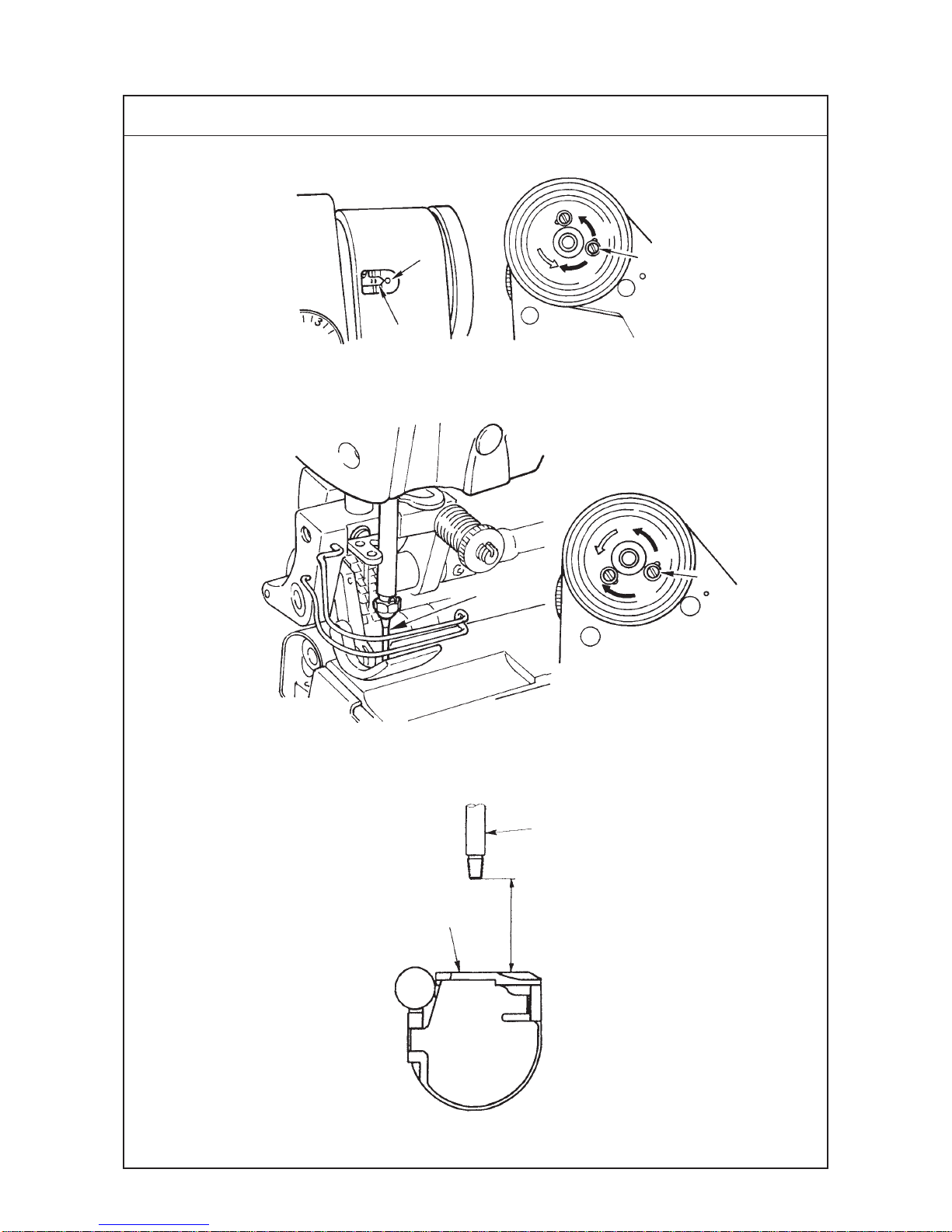
1) Turn the handwheel to bring the needle bar to the lowest position
of its stroke, and loosen setscrew 1in the needle bar bracket.
2) Set needle bar height gauge 2supplied with the machine as
accessories to installing plane 3of the throat plate as shown
in the figure, and make bottom end 4of the needle bar come
in contact with plane A(engraved A marking) of needle bar
height gauge 2. Then tighten setscrew 1in the needle bar
bracket.
1) Remove setscrews 1and remove throat plate 2.
2) Remove cap 3, and put a screwdriver from hole 4to loosen
three setscrews in the hook. Turn the handwheel in the direction
where needle bar goes up, set needle bar height gauge 5to
installing plane 6of the throat plate as shown in the figure,
and adjust the position so that plane B(engraved B marking)
of needle bar height gauge 5enters bottom end 7of the
needle bar.
3) Adjust blade point 8of hook ato the center of needle 9.
Then adjust so that the clearance provided between the needle
and the hook is 0 to 0.06 mm (standard), and securely tighten
three setscrews in the hook. (Tightening torque : 2 to 4N.m)
* Adjust inner hook bat the position as shown in the figure.
4) Install cap 3and throat plate 2, and securely tighten setscrews
1. (Tightening torque : 1.5 to 3N.m)
* Adjust the convex of bobbin case holder !0 to the concave of
inner hook bwhen installing the throat plate.
* Tighten setscrews 1and install throat plate 2while pushing
throat plate 2by hand in the direction of arrow mark cwhen
installing throat plate 2.
5) Adjust clearance Dprovided between the convex of the bobbin
case holder and the concave of the inner hook with gauge !2
supplied with the sewing machine as accessories. (Standard :
0.8 mm)
* Put gauge !2 supplied as accessories in clearance Dand
tighten setscrew !1while lightly pushing bobbin case holder !0
in the direction E. (Tightening torque : 1.5 to 2.5N.m)
* Check that gauge !2 can go in clearance Dand come out
from it with light resistance.
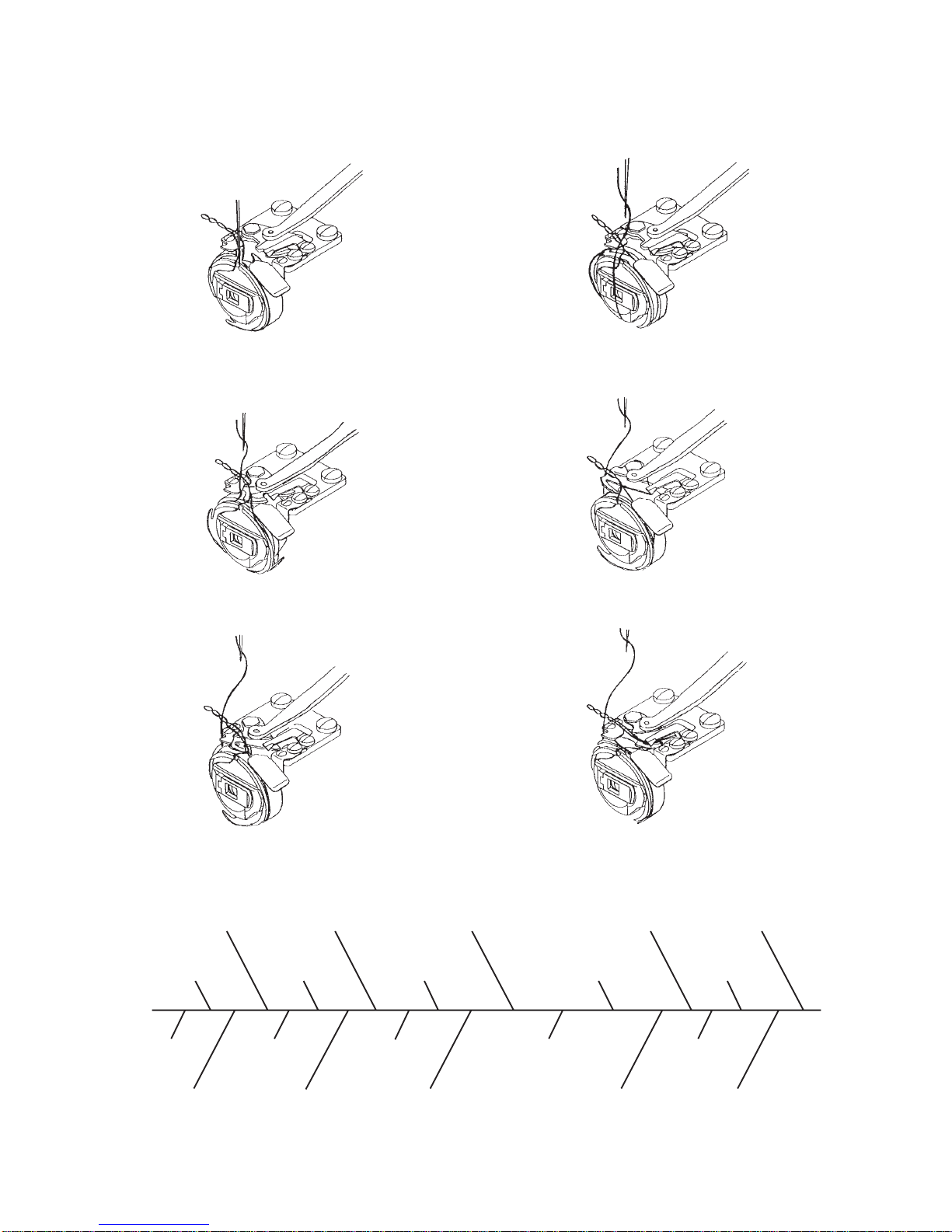
™Thread breakage will be caused
even when the height of the
needle is excessively high or
low.
™When hook timing is excessively
retarded (return amount is large)
Contact of the blade point of the
hook with the belly of needle is
increased resulting in stitch
skipping or thread breakage at
the time of sewing of overlapped
section.
™When hook timing is excessively
advanced (return amount is
small)
Thread loop becomes smaller
resulting in stitch skipping or
thread breakage at the time of
sewing of overlapped section.