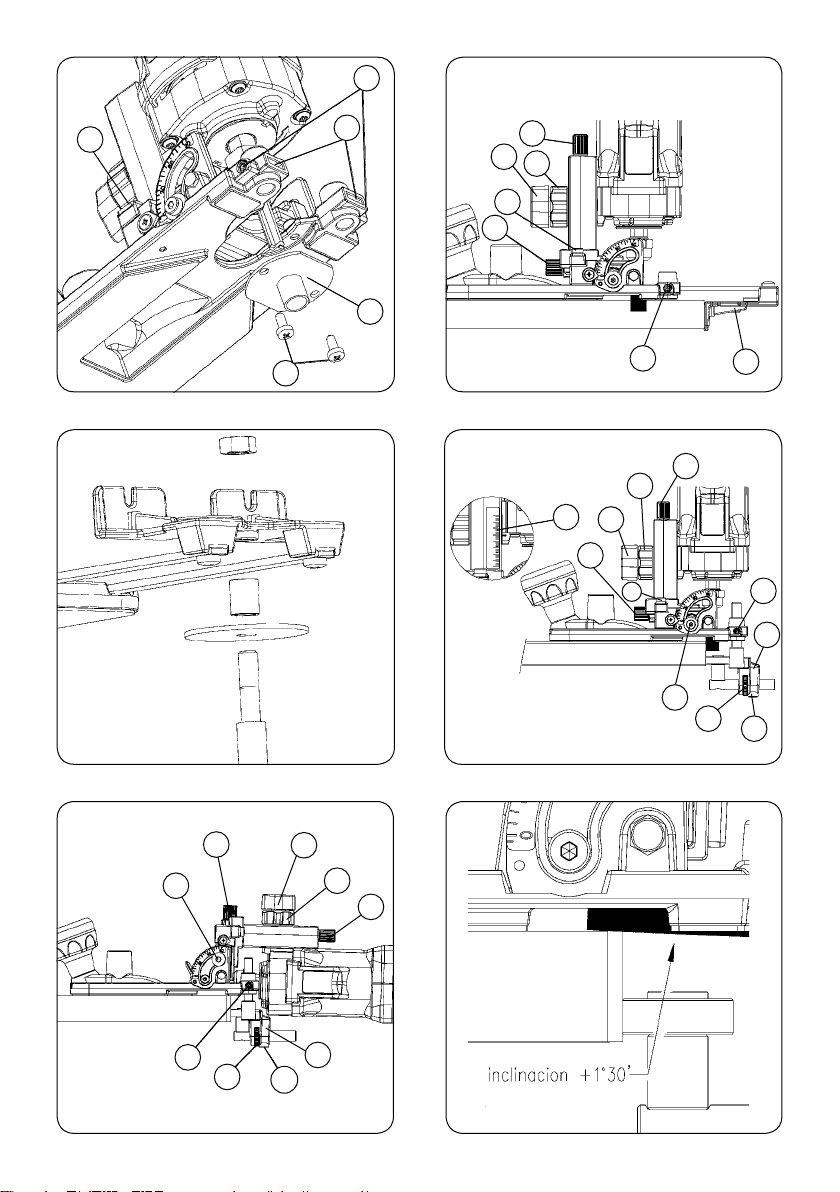
13
En la fresadora KFS135, usted puede regular la inclina-
ción del cabezal, respecto a la testa de la fresa entre
0 y 91.5° y bloquearlo en cualquier posición con los
tornillos N (Fig. 7 y 8).
Para perfilar con la fresa cónica de 90°, deberá situar
el cabezal a 45°+1°=46° aproximadamente, para evitar
el riesgo de dañar el recubrimiento de la superficie al
perfilar el canto.
Del mismo modo, para perfilar un canto con la fresa
rectadeD.18, que también sesuministraconla máquina,
deberá girar el cabezal hasta el tope de 91,5°, para que
el labio cortante de la fresa quede 1,5° por debajo de
la horizontal del cabezal (Fig. 9).
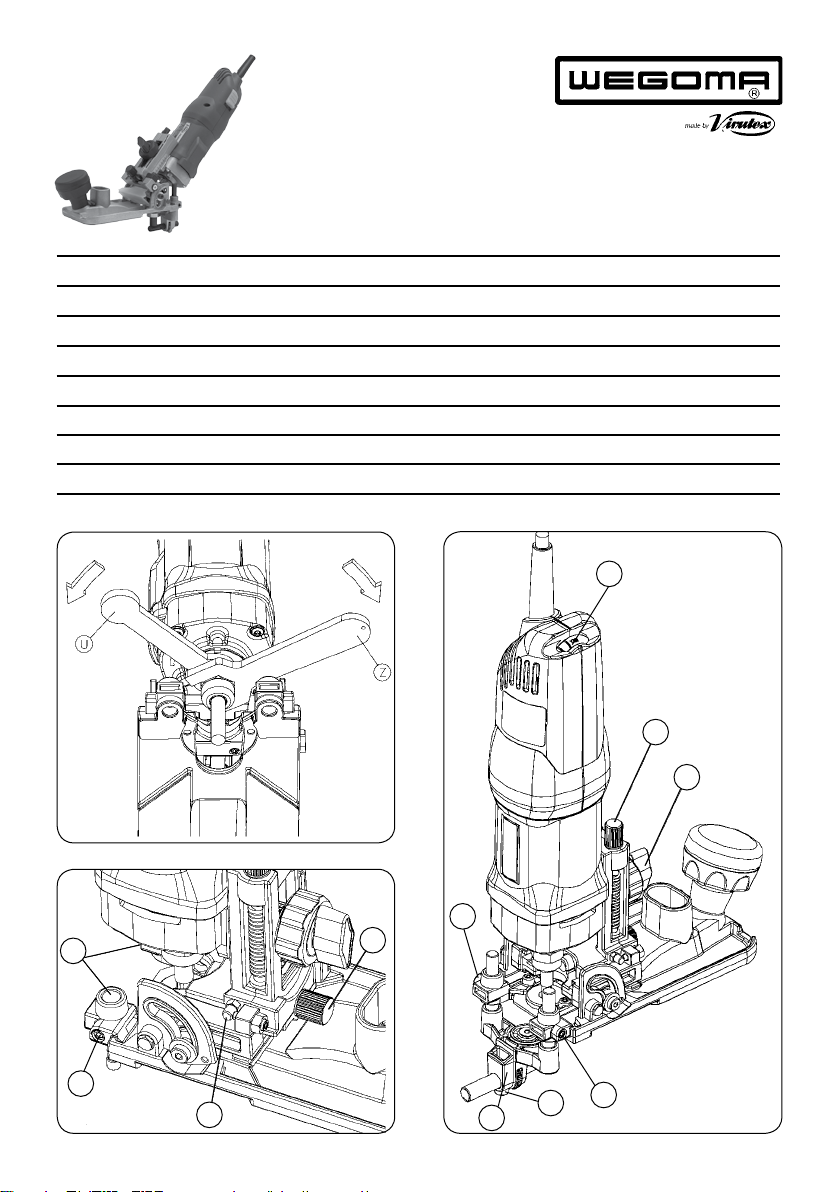
6.2 REGULACIONES DEL CABEZAL
RESPECTO A LA FRESA
Desconectelamáquina de la red eléctrica,
antes de realizar esta operación.
Respecto a la testa de la fresa: El cabezal se situa a la
altura necesaria aflojando el pomo D (Fig. 7), girando
la rueda Y (Fig. 7) hasta alcanzar la posición deseada y
fijándolo en ella con el pomo D (Fig. 7).
El cabezal va provisto además, de un sistema de ajuste
micrométrico de precisión en este eje, para el ajuste fino
de la profundidad de corte, accionado por el husillo A
(Fig. 7). Para usar esta regulación, afloje el pomo D (Figs.
7 y 2) y actúe sobre el husillo A girándolo lentamente
hasta la medida deseada. En el lateral de la máquina
disponede una guiamilimetradade referenciaG1(Fig.7).
Respecto al labio de la fresa: Dispone también de un sis-
tema de ajuste fino de la posición del cabezal, accionado
por el husillo B (Fig. 7). Para usar esta regulación, afloje
el tornillo E (Fig. 7) y actúe sobre el husillo B girándolo
lentamente hasta la posición deseada.
6.3REGULACIÓNDELPALPADORPARA PERFILAR
Desconectelamáquina de la red eléctrica,
antes de realizar esta operación.
Para situar la rulina del palpador a la distancia conve-
niente de la base del cabezal, afloje los tornillos H (Fig.
8), suba o baje el conjunto palpador a la altura deseada
y fíjelos de nuevo en esa posición.
Para situar el corte de la fresa, regule la distancia al
canto de la rulina del palpador, afloje el tornillo M1
(Fig. 8) y ajuste la posición de la rulina con la tuerca de
regulación F (Fig. 8).
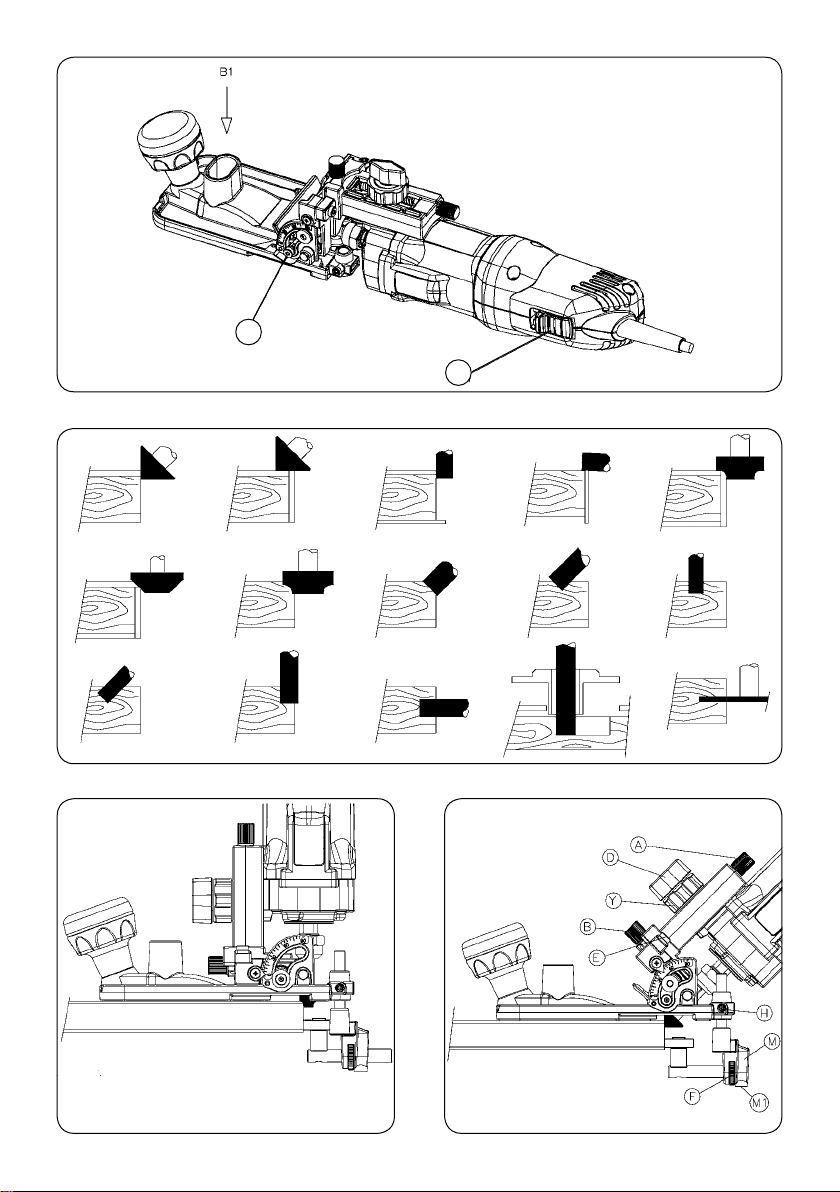
7. PUESTA EN MARCHA
Para la puesta en marcha de la máquina presionar hacia
delante sobre el pulsador R (Fig. 10) el cual quedará
enclavado en posición de marcha. Para parar la máquina
presionarsimplemente sobrelapartetrasera delpulsador
yésteretornaráautomáticamente asu posicióndereposo.
Laregulación electrónica permite trabajar a la velocidad
idónea para cada tipo de trabajo y fresa a utilizar. Para
regular la velocidad, actúe sobre el botón A1 (Fig. 2).
8. APLICACIONES
Las múltiples posibilidades del cabezal abatible y de los
accesorios incluidos permiten a la fresadora KFS135 un
gran número de combinaciones, como perfilar, ranurar,
chaflanar, moldurar, copiar, etc.
8.1 PERFILADO DE LA SUPERFICIE Y
DEL CANTO, CON FRESA CÓNICA DE 90°
Perfilado del recubrimiento de una superficie (Fig.
11-a1), y (Fig. 13):
• Ponga en primer lugar el cabezal a 46° (Fig. 13),
siguiendo las indicaciones del apartado 6.1.
• Afloje el tornillo E (Fig. 13), suba el cabezal justo hasta
el tope superior sin forzarlo, girando el husillo B (Fig. 13)
en sentido horario, y fíjelo de nuevo en esta posición.
• Situe la base del cabezal aproximadamente a la mitad
dellabio de la fresa, aflojando el pomo D(Fig.13)ycon la
ayuda del mando Y y del husillo de ajuste fino A (Fig. 13).
• Coloque el palpador M (Fig. 13) de modo que el ro-
damiento quede cerca de la fresa y fíjelo en la posición
con los tornillos H (Fig. 13).
• Regule la posición del rodamiento, alineándolo con
la fresa, con la ayuda de la tuerca F (Fig. 13) y fije la
posición con el tornillo M1 (Fig. 13).
• Si el tablero es de un aglomerado muy basto, puede
emplear la escuadra lateral de gran superficie de apoyo,
en lugar del palpador de rodamiento y evitará así que
las irregularidades del tablero puedan pasar al perfilado.
• Perfile el sobrante del recubrimiento de la superficie.
Perfilado recto del canto (Fig. 11-b1) y (Fig. 14):
• Afloje el tornillo E (Fig. 14), y baje el cabezal girando
el husillo B (Fig. 14) en sentido anti-horario, hasta que
la base del mismo quede alineada con la fresa y fíjelo de
nuevo en esta posición. Si llega a tope delrecorrido del
husillo B (Fig. 14), y no ha conseguido alinear la fresa
con la base, no fuerce el husillo sobre el tope, afloje el
pomo D (Fig. 14) y haga descender la base del cabezal,
con el husillo A (Fig. 14) hasta conseguirlo.
• Perfile el sobrante del canto.
Perfilado del canto en chaflán:
• Puede perfilar un canto chaflanado en cualquier ángulo
desde 5° a 45°, para lo cual debe aflojar los tornillos N
(Fig. 14) y girar el cuerpo hasta que el ángulo señalado
en el indicador, sea de 45°, más el del chaflán que desea
efectuar, fijando de nuevo los tornillos N.
Ejemplo: para perfilar un chaflán de 30°, deberá inclinar
el cabezal hasta que el indicador señale 75°, o hasta 90°,