8
DEUTSCH
Übersicht
1 Schalterarretierung
2 EIN-/AUS-Schalter
3 Meßnut für Weichstahl: 3,2 mm
4 Meßnut für Edelstahl: 2,5 mm
5 Werkzeugöffnung (3,5 mm)
6 Hakenschlüssel
7 Sicherungsmutter
8 Matrizenhalter
9 Kerbstift
10 Schraube
11 Lösen
12 Schnittkante
13 Nut
14 Stift
15 Werkzeughalter
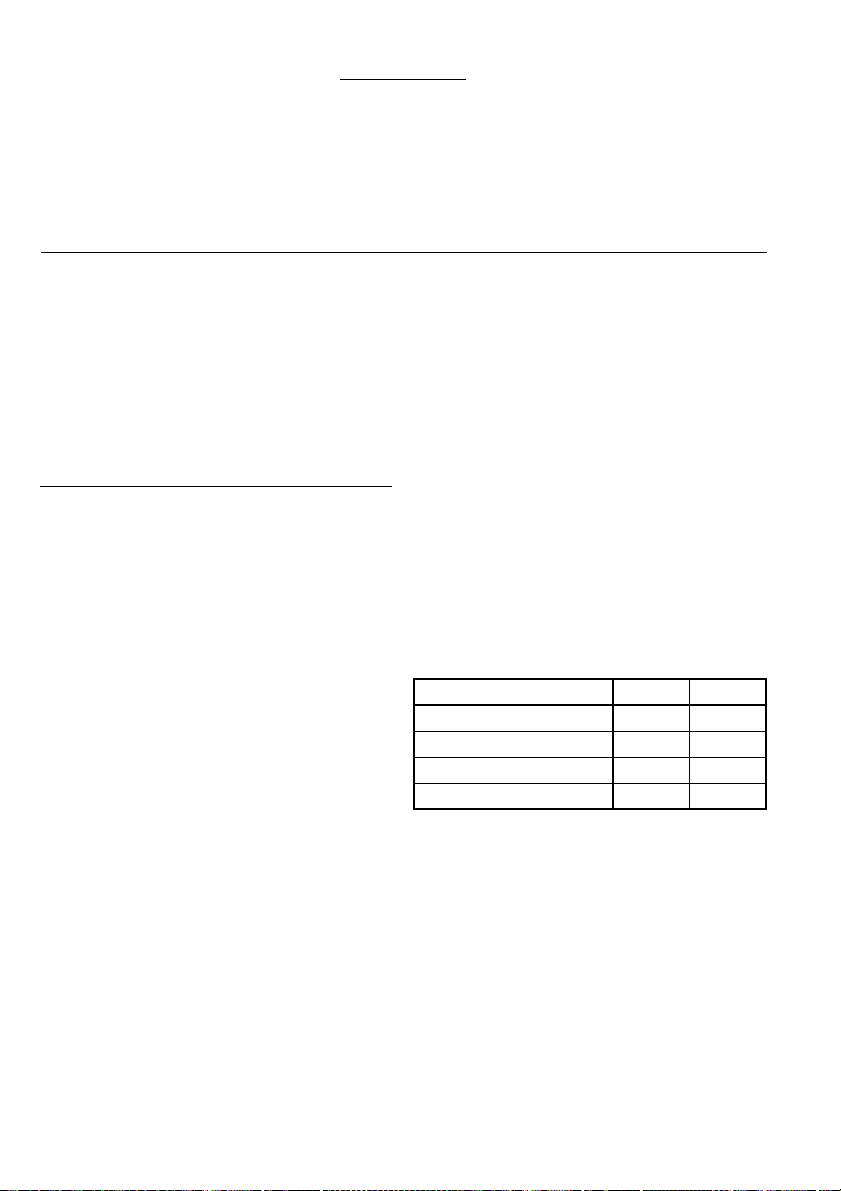
16 Schleifen/Schärfen:
0,3 – 0,4 mm
17 Kantenverschleiß
18 Matritze
19 Unterlegscheibe
20 Verschleißgrenze
21 Schraubendreher
22 Bürstenhalterkappe
TECHNISCHE DATEN
Modell JN3200
Schneidleistung max. in
Stahl bis zu 400 N/mm2.......................... 3,2 mm/10 ga
Stahl bis zu 600 N/mm2.......................... 2,5 mm/13 ga
Stahl bis zu 800 N/mm2.......................... 1,0 mm/20 ga
Aluminium bis zu 200 N/mm2................. 2,5 mm/13 ga
min. Schmittradius
Außen .............................................................. 128 mm
Innen ............................................................... 120 mm
Leerlaufhubzahl ........................................... 1 300 p/min.
Gesamtlänge ...................................................... 215 mm
Nettogewicht .......................................................... 3,4 kg
• Wir behalten uns vor, Änderungen im Zuge der Ent-
wicklung und des technischen Fortschritts ohne vorhe-
rige Ankündigung vorzunehmen.
• Hinweis: Die technischen Daten können von Land zu
Land abweichen.
Netzanschluß
Die Maschine darf nur an die auf dem Typenschild ange-
gebene Netzspannung angeschlossen werden und
arbeitet nur mit Einphasen-Wechselspannung darf nur an
die auf dem Typenschild angegebene Netzspannung
angeschlossen werden und arbeitet nur mit Einphasen-
Wechelspannung. Sie ist entsprechend den Europäi-
schen Richtlinien doppelt schutzisoliert und kann daher
auch an Steckdosen ohne Erdanschluß betrieben wer-
den.
Sicherheitshinweise
Lesen und beachten Sie diese Hinweise, bevor Sie das
Gerät benutzen.
ZUSÄTZLICHE
SICHERHEITSBESTIMMUNGEN
1. Vergewissern Sie sich vor der Ausführung von
jeglichen Arbeiten am Gerät stets, daß das Gerät
abgeschaltet und der Netzstecker gezongen ist.
2. Führen sie die Anschlußleitung grundsätzlich
immer nach hinten von der Maschine weg.
3. Berühren Sie niemals unmittelbar nach Beendi-
gung der Arbeit das Schneidwerkzeug oder das
Werkstück, da diese Teile extrem heiß werden,
und eine Berührung zu Verbrennungen führen
kann.
BEWAHREN SIE DIESE HINWEISE SORGFÄL-
TIG AUF.
BEDIENUNGSHINWEISE
Schmierung
Verwenden Sie zur Erhöhung der Standzeit von Kerbstift
und Matritze ein geeignetes Schneidmittel und benetzen
Sie die Schnittlinie. Dies ist beim Schneiden von Alumi-
nium besonders wichtig.
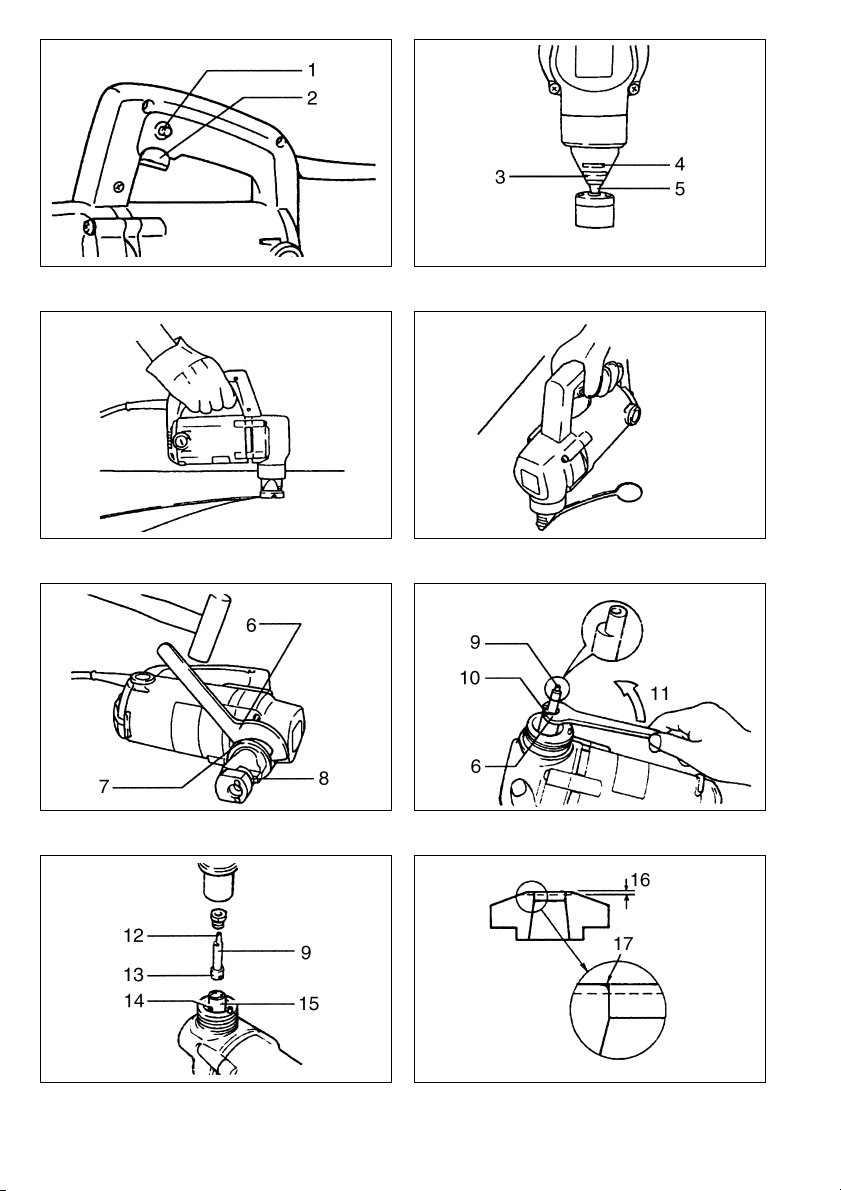
Schalterfunktion (Abb. 1)
VORSICHT:
Vor dem Anschließen der Maschine an das Stromnetz
stets überprüfen, ob der EIN-/AUS-Schalter ordnungsge-
mäß funktioniert und beim Loslassen in die Aus-Stellung
zurückkehrt.
Zum Einschalten drücken Sie den EIN-/AUS-Schalter.
Zum Ausschalten lassen Sie den Schalter los. Für Dau-
erbetrieb drücken Sie den EIN-/AUS-Schalter und gleich-
zeitig die Schalterarretierung. Zum Ausschalten des
Dauerbetriebs den EIN-/AUS-Schalter drücken und wie-
der loslassen.
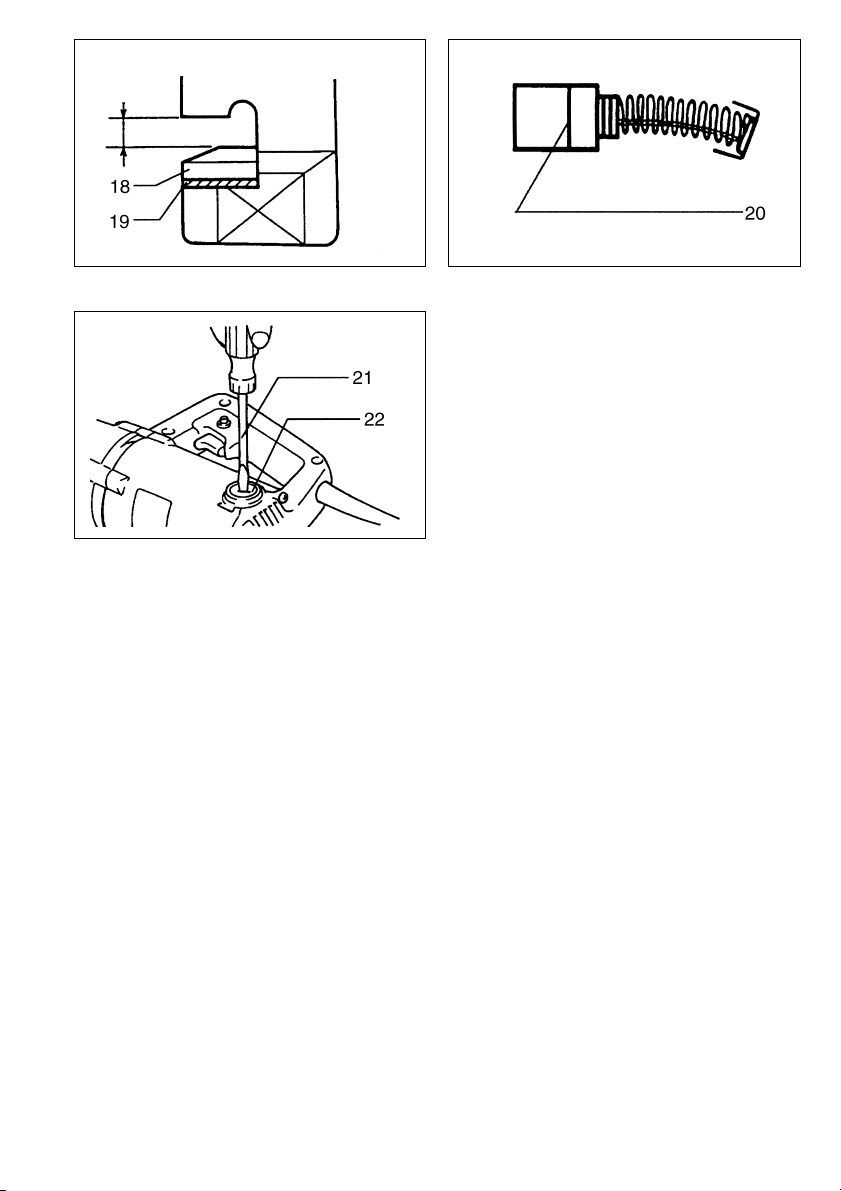
Zulässige Materialstärke (Abb. 2)
Die max. Schnittkapazität ist abhängig von der Material-
güte und -festigkeit. Die Nuten im Matritzenhalter dienen
als Meßlehre für zulässige Schnittstärke. Schneiden Sie
niemals größere als in der Tabelle angegebene Material-
stärken.
Dieser Knabber kann Aluminium bis zur max. Werkzeug-
öffnung (3,5 mm) schneiden.
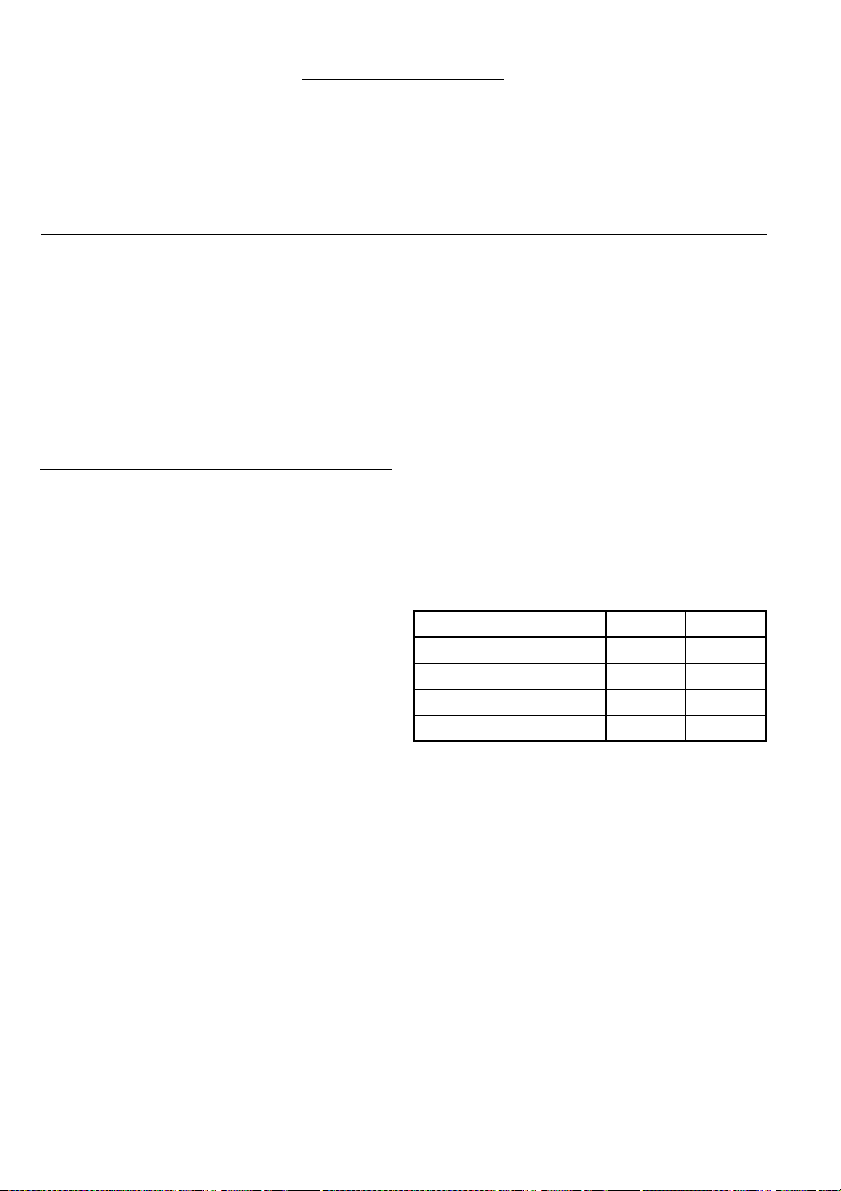
Richtige Arbeitshaltung (Abb. 3)
Die beste Arbeitshaltung ergibt sich bei senkrecht zum
Material gehaltener Maschine und leichtem Vorschub-
druck. Bei der Bearbeitung von Weich- oder Edelstahl
sollte der Kerbstift nach spätestens 10 m mit einem
Schneidmittel geschmiert werden. Für Aluminium sollte
dünnflüssiges Schneidmittel verwendet werden, um die
anfallenden Späne wegzuspülen. An den Schneidwerk-
zeugen anhaftende Späne erhöhen den Verschleiß und
die Motorbelastung.
Ausschnitte (Abb. 4)
Bei Innenausschnitten wird eine Bohrung von min.
42 mm Durchmesser benötigt.
Schneidleistung max. in mm ga
Stahl bis zu 400 N/mm23,2 10
Stahl bis zu 600 N/mm22,5 13
Stahl bis zu 800 N/mm21,0 20
Aluminium bis zu 200 N/mm22,5 13