TABLE OF CONTENTS
CHAPTER 1 - OVERVIEW ..................................................................................................................................... 4
MANUAL OVERVIEW ............................................................................................................................... 5
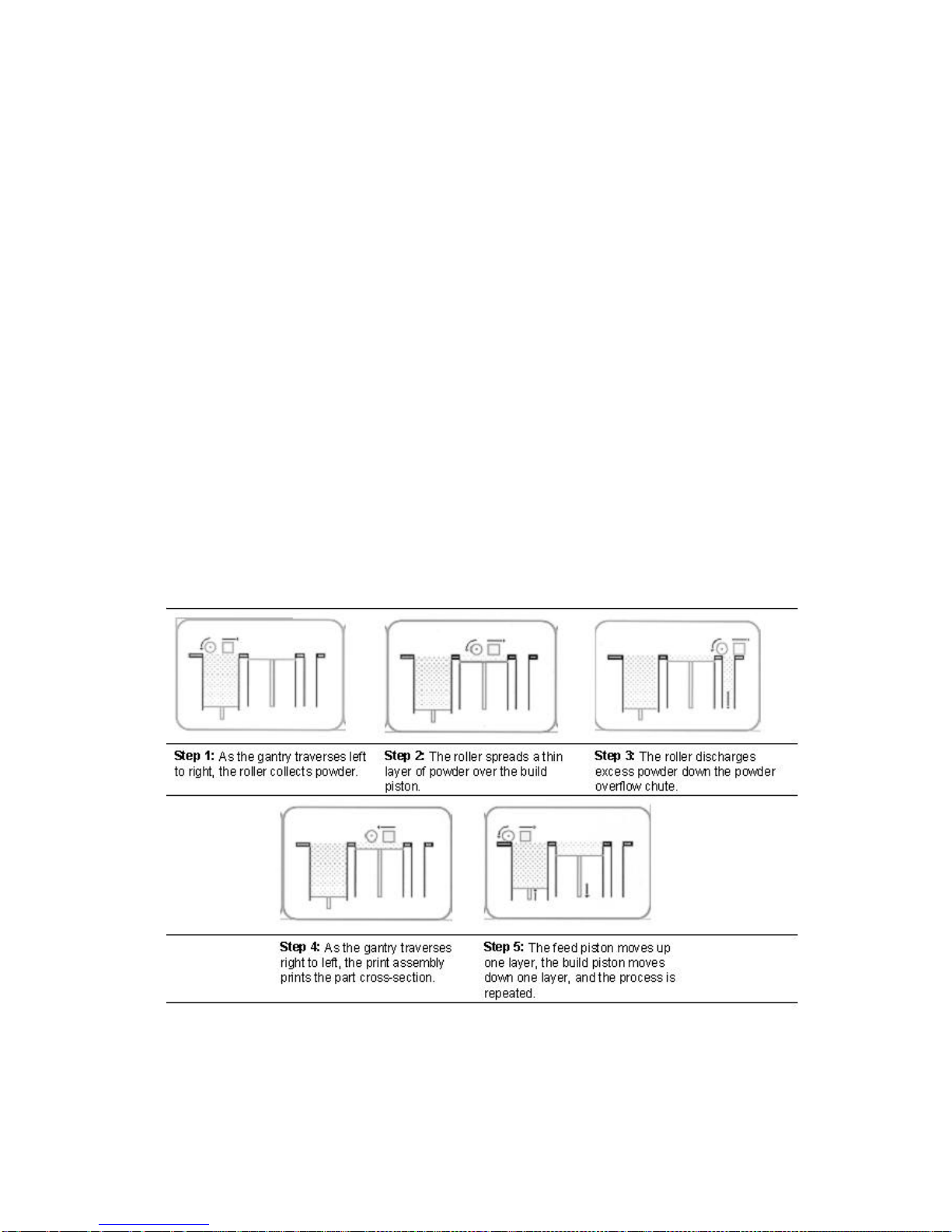
HOW IT WORKS.................................................................................................................................... 6
SYSTEM COMPONENTS ........................................................................................................................... 9
ZPRINTER 310 SUBCOMPONENTS........................................................................................................... 10
CHAPTER 2 - QUICK STARTGUIDE ..................................................................................................................... 14
PRINTER PREPARATION......................................................................................................................... 15
PARTPRINTING .................................................................................................................................. 17
POST PROCESSING.............................................................................................................................. 19
USEFUL TIPS ..................................................................................................................................... 20
PARTSETUP AND POST-PROCESSING ......................................................................................... 20
OVEN DRYTHE PART.............................................................................................................. 21
PARTINFILTRATION .................................................................................................................. 21
CHAPTER 3 - MATERIAL SYSTEMS ...................................................................................................................... 22
USING ZCASTTM POWDER .................................................................................................................... 23
GENERAL INFORMATION ............................................................................................................ 23
USING ZCAST ONYOUR ZPRINTER 310 PRINTER ........................................................................ 23
LOADING ZCAST POWDER ........................................................................................................ 28
SETTING UPZCAST BUILDS ..................................................................................................... 28
POST PROCESSING ................................................................................................................. 28
MATERIAL ORDERING............................................................................................................... 29
RECYCLING ........................................................................................................................... 29
STORAGE.............................................................................................................................. 29
DISPOSAL ............................................................................................................................. 29
USING ZP®250 POWDER ...................................................................................................................... 30
MACHINE SETUP .................................................................................................................... 30
SOFTWARE SETUP .................................................................................................................. 30
PARTREMOVAL AND POST PROCESSING...................................................................................... 32
INFILTRATION ADDENDUM .......................................................................................................... 33
CHAPTER 4 - PREPARING THE 3D PRINTER .......................................................................................................... 34
TURNING THE PRINTER ON................................................................................................................... 35
PREPARING THE BUILD ......................................................................................................................... 36
FILLING THE FEED BOX............................................................................................................ 36
REMOVING AIR FROM POWDER AND PACKING THE FEED BOX ........................................................... 37
PREPARING THE BUILD AREA..................................................................................................... 38
CLEANING UP.................................................................................................................................... 39
CLEANING THE SERVICE STATION ............................................................................................................ 40
CLEANING THE SQUEEGEES AND PARKING CAPS ........................................................................... 40
REFILLING THE BINDER BOTTLE .............................................................................................................. 43
CHANGING THE PRINT HEAD .................................................................................................................. 43
EMPTYING THE WASTE BOTTLE .............................................................................................................. 44
PUTTING THE PRINTER ONLINE............................................................................................................... 44
CHAPTER 5 - USING ZPRINT SOFTWARE .............................................................................................................. 45
OPENING OR IMPORTING AFILE .............................................................................................................. 46
ORIENTING THE PART........................................................................................................................... 46
PARTCONTAINING AN OPENING OR HOLLOW AREA ........................................................................ 46
PARTCONTAINING OVERHANGS ................................................................................................. 47