5
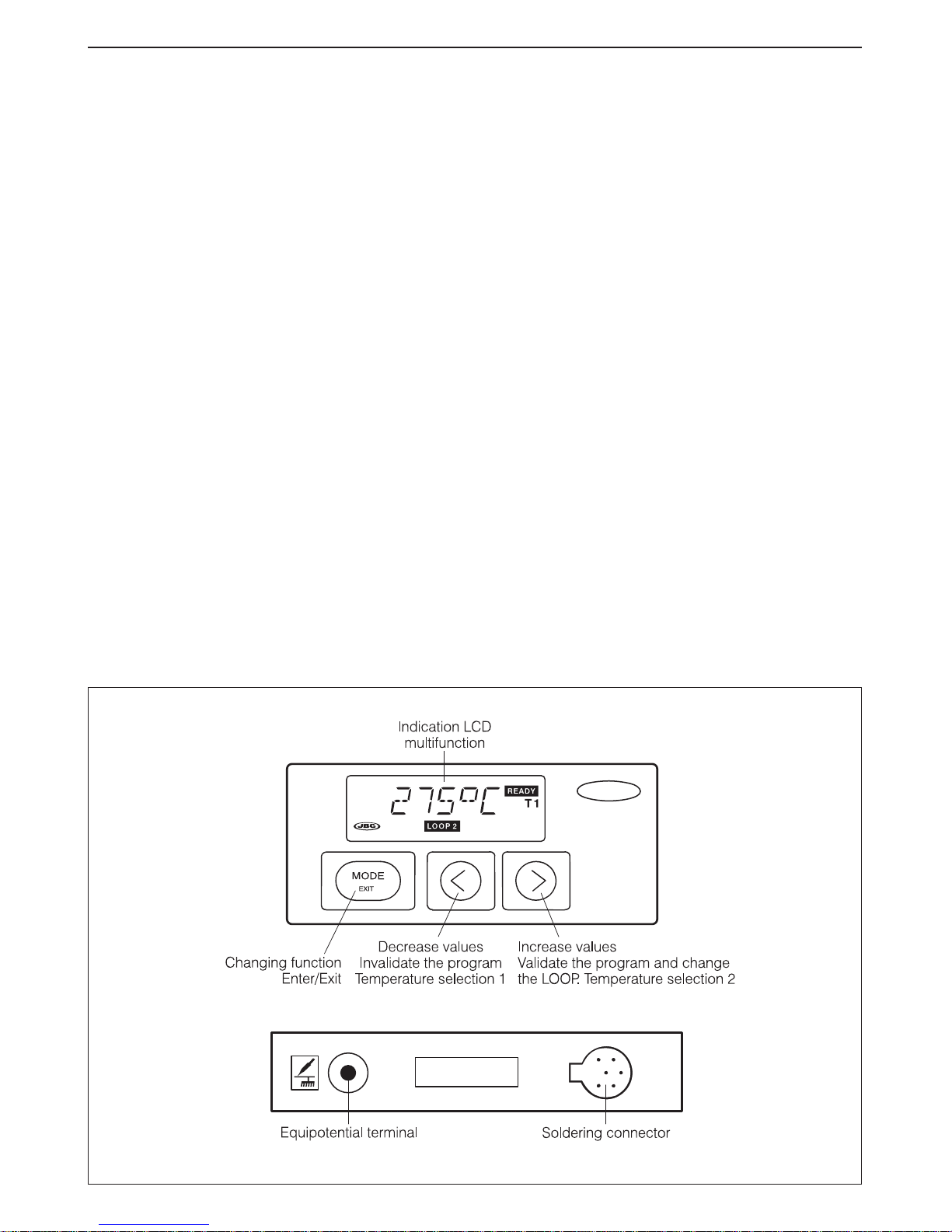
ENGLISH
There are two access code categories:
- NO PROTECTION
The code is 10000. It allows to modify all
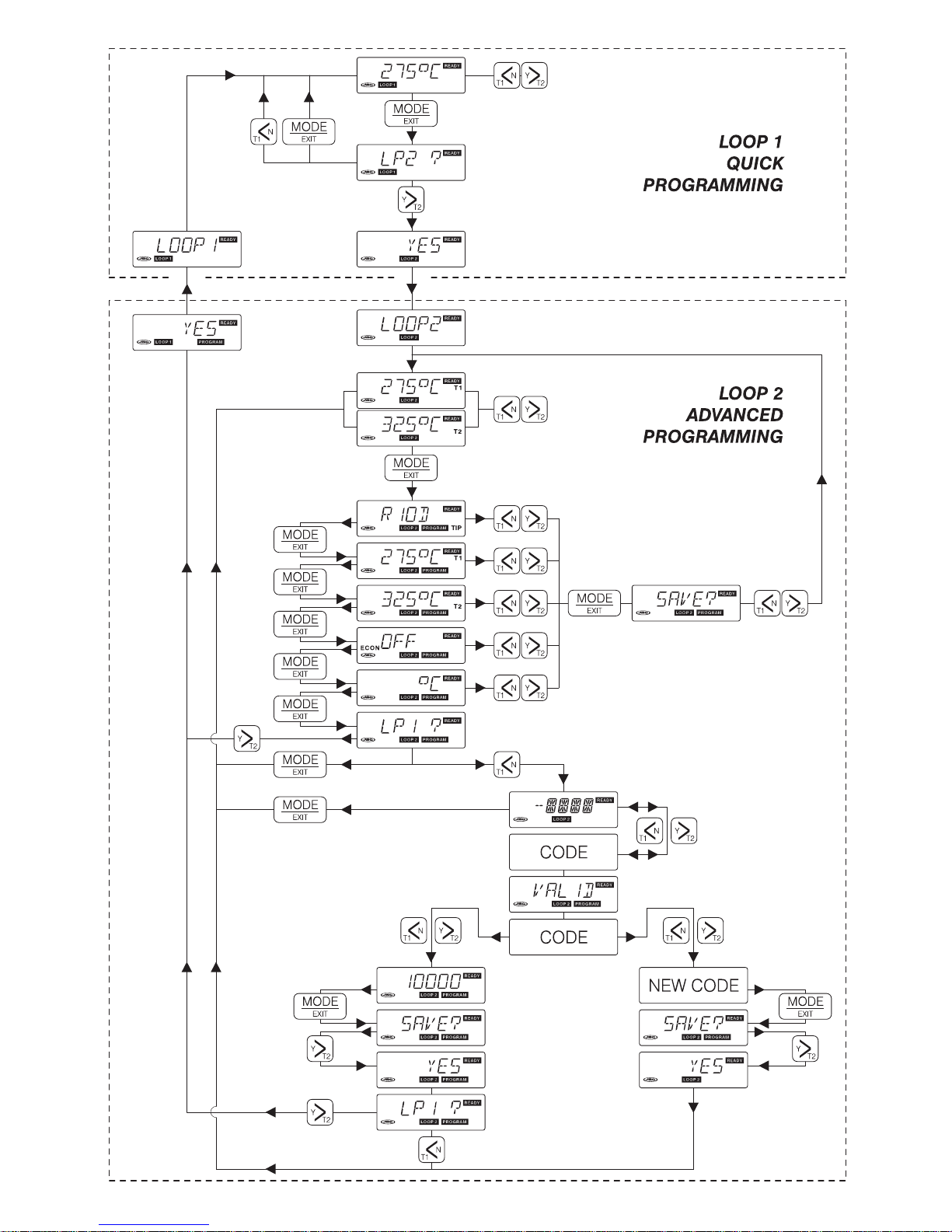
data and move from one Loop to another.
This code is assigned at source.
- COMPLETE PROTECTION
Numbers between 00001 and 99999
(except 10000). In this category it is
essential to enter the access code before
any data can be modified. Does not allow
access to LOOP 1.
Entering the access code
If you are accessing this display for the first time,
you will first of all have to enter the factory-
programmed one, i.e. 10000.
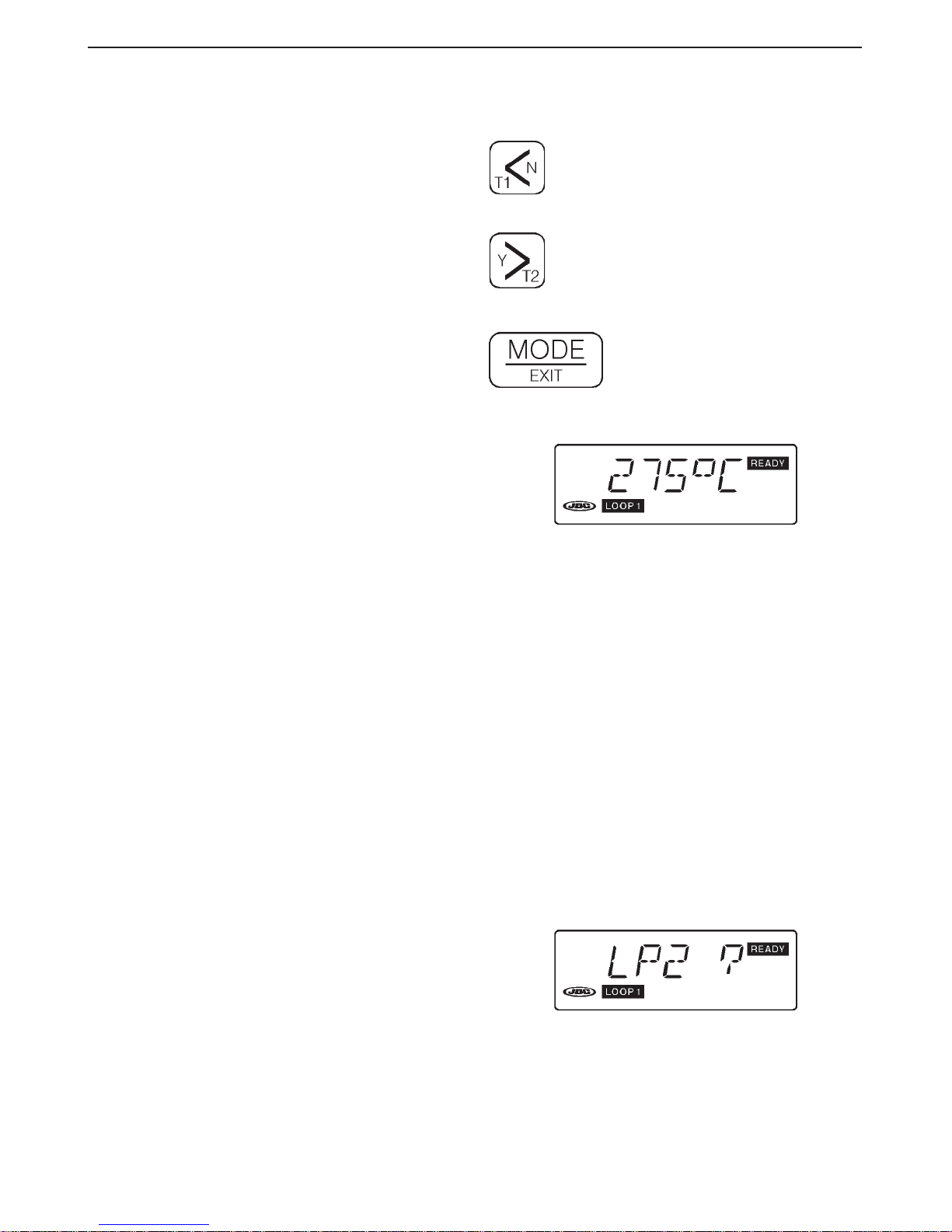
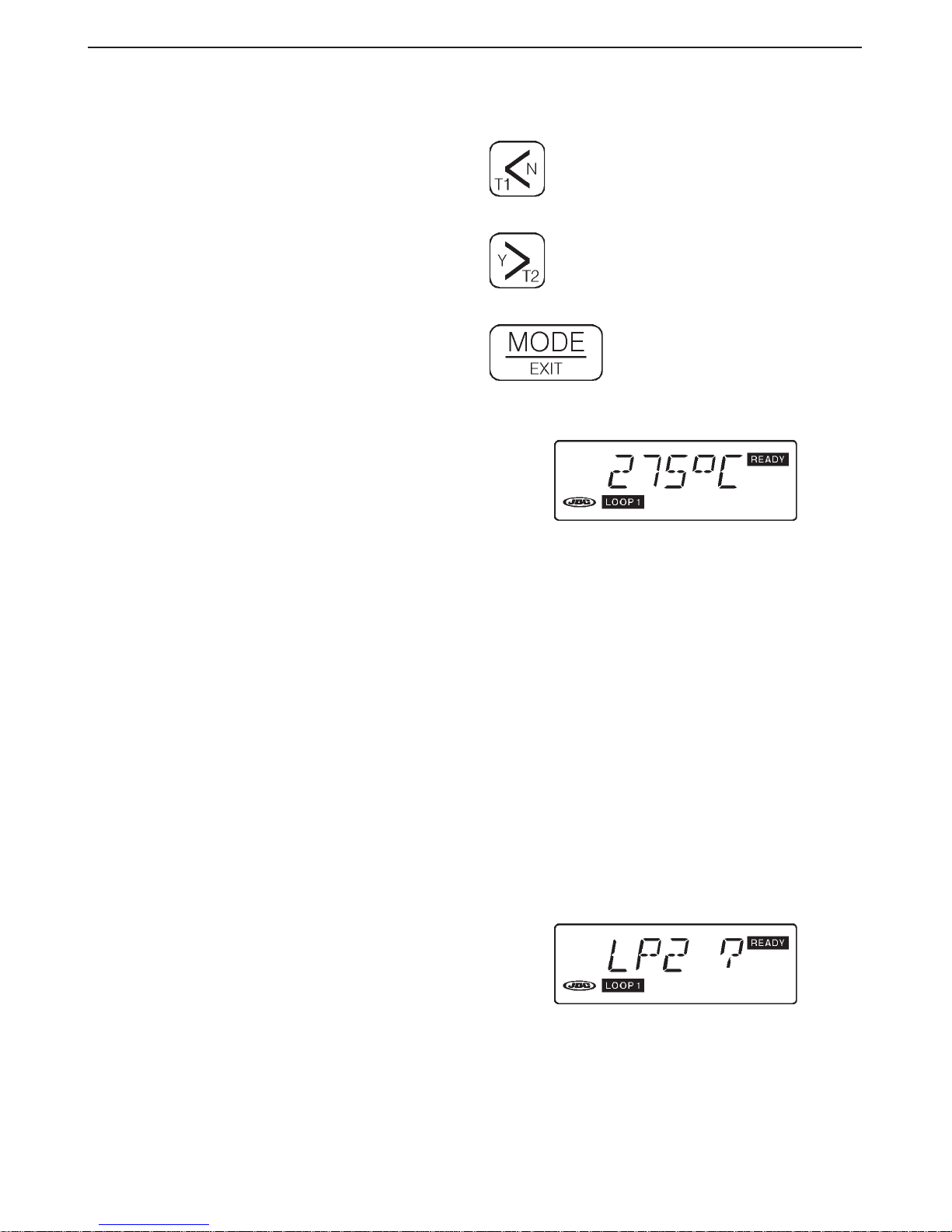
1)To enter the figure 1 press <twice.
2)Press >to move the first digit to the right.
3)To enter the first 0 press the <key once, and
so on with the others. Press >to end.
The VALID message which comes up on the
display indicates that the number has been
entered correctly.
Then, the new password may be entered
following the same process.
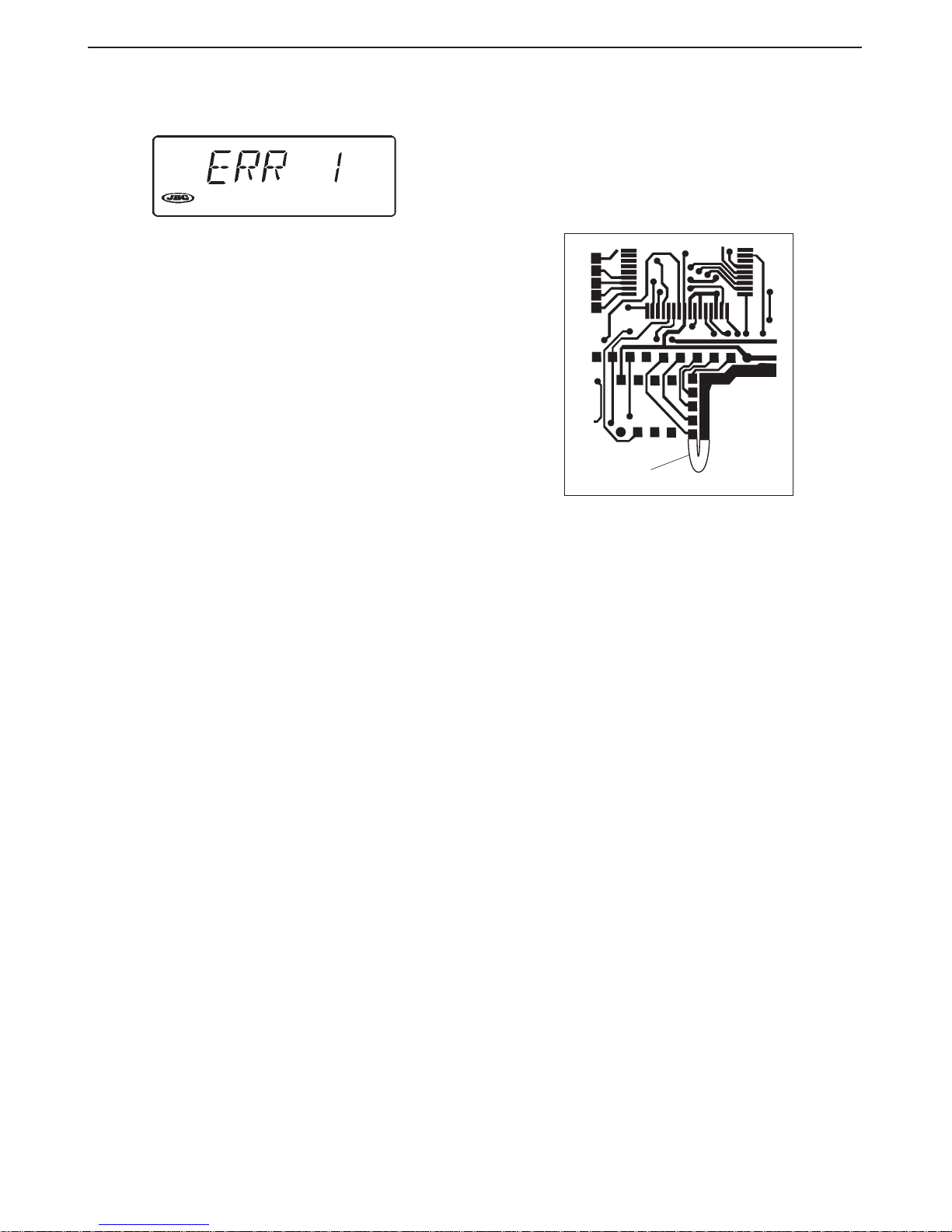
If an attempt has been made to enter the
password and the number is wrong, it will wink
on the display. To enter the correct password,
push MODE until the enter display appears.
RECOMMENDATIONS FOR USE
For soldering
- The components and the circuit should be
cleaned and degreased.
- Preferably select a temperature below 375°C.
Excess temperature may cause the printed
circuit tracks to break loose.
- The tip must be well tinned for good heat
conduction. If it has been inoperative for any
length of time, it should be retinned.
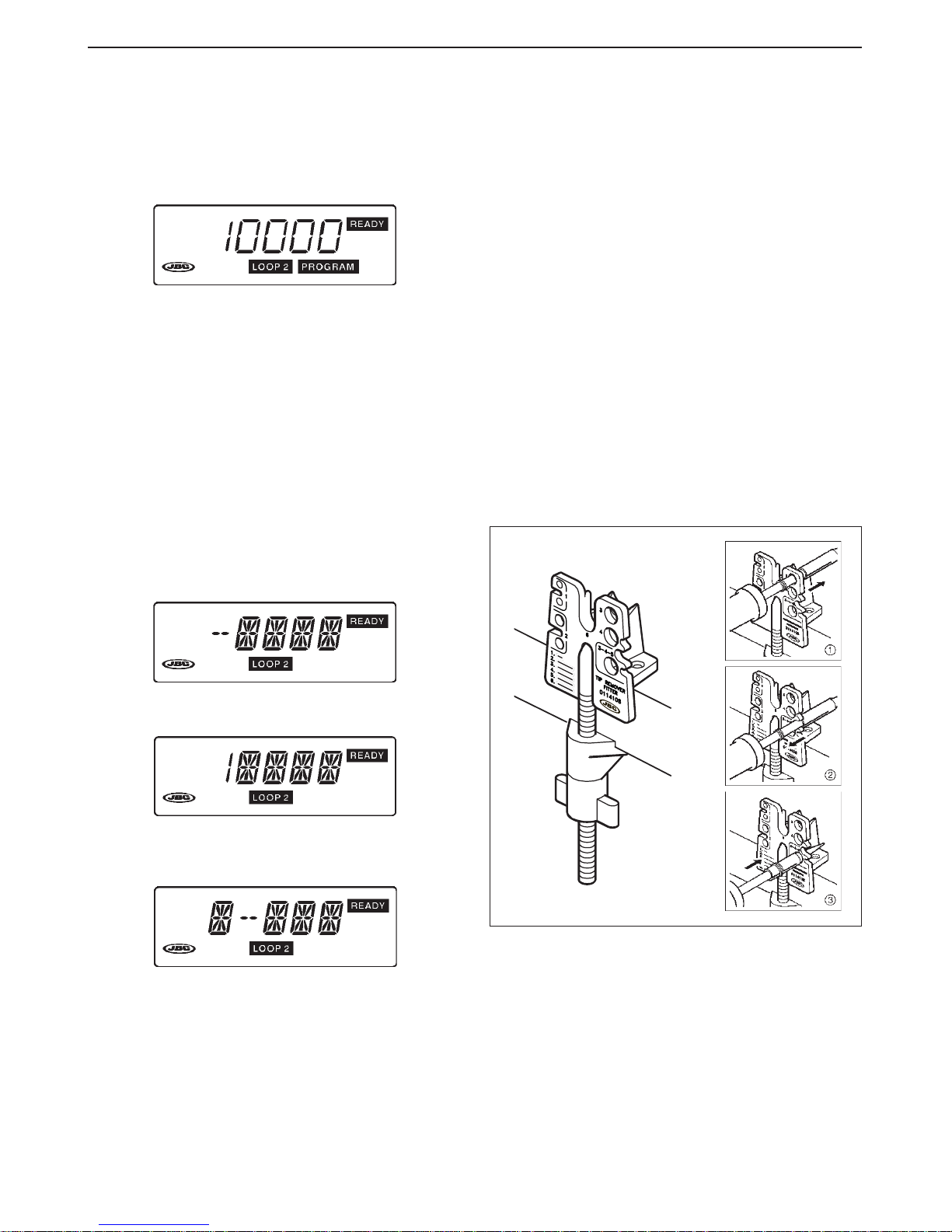
Soldering iron tip replacement
Use the tip removal device Ref. 0114108.
➀Remove the ring to release the tip.
➁Remove the tip by pulling the soldering iron
lengthwise, without forcing the element.
➂Insert the new tip and make sure that it has
penetrated fully home.
Tip care
- To clean the tips, use the damp sponge
included with the stand.
- Do not file the tips or use abrasive tools
which may damage the tip’s protective
surface coating and avoid knocking them
about.
- If the tip has been a long time without being
tinned, use the metal brush Ref. 0297705
adaptable to the support, to remove any dirt
and oxid.