des Verriegelungshebels (12) abgenommen wird. Zur Montage der Maschine
auf der Werkbank werden außer dem Rohrgestell auch die Stütze (14) und das
Fahrgestell (15) abgeschraubt.
2.2. ElektrischerAnschluss
WARNUNG
Netzspannungbeachten! Vor Anschluss der Maschine prüfen, ob die auf dem
Leistungsschild angegebene Spannung der Netzspannung entspricht. Auf
Baustellen, in feuchter Umgebung in Innen- und Außenbereichen oder bei
vergleichbaren Aufstellarten, die Heizelement-Stumpfschweißmaschine nur
über einen Fehlerstrom-Schutzschalter (FI-Schalter) am Netz betreiben, der
die Energiezufuhr unterbricht, sobald der Ableitstrom zur Erde 30 mA für 200 ms
überschreitet. Das Heizelement-Stumpfschweißgerät (5) hat eine eigene
Anschlussleitung. Deshalb ist auch die auf dem Leistungsschild des Heizelement-
Stumpfschweißgerätes angegebene Spannung auf Übereinstimmung mit der
Netzspannung zu prüfen. Nur Steckdosen/Verlängerungsleitungen mit funkti-
onsfähigem Schutzkontakt verwenden.
2.3. PositionierendesHeizelement-Stumpfschweißgerätesunddeselektrischen
Hobels
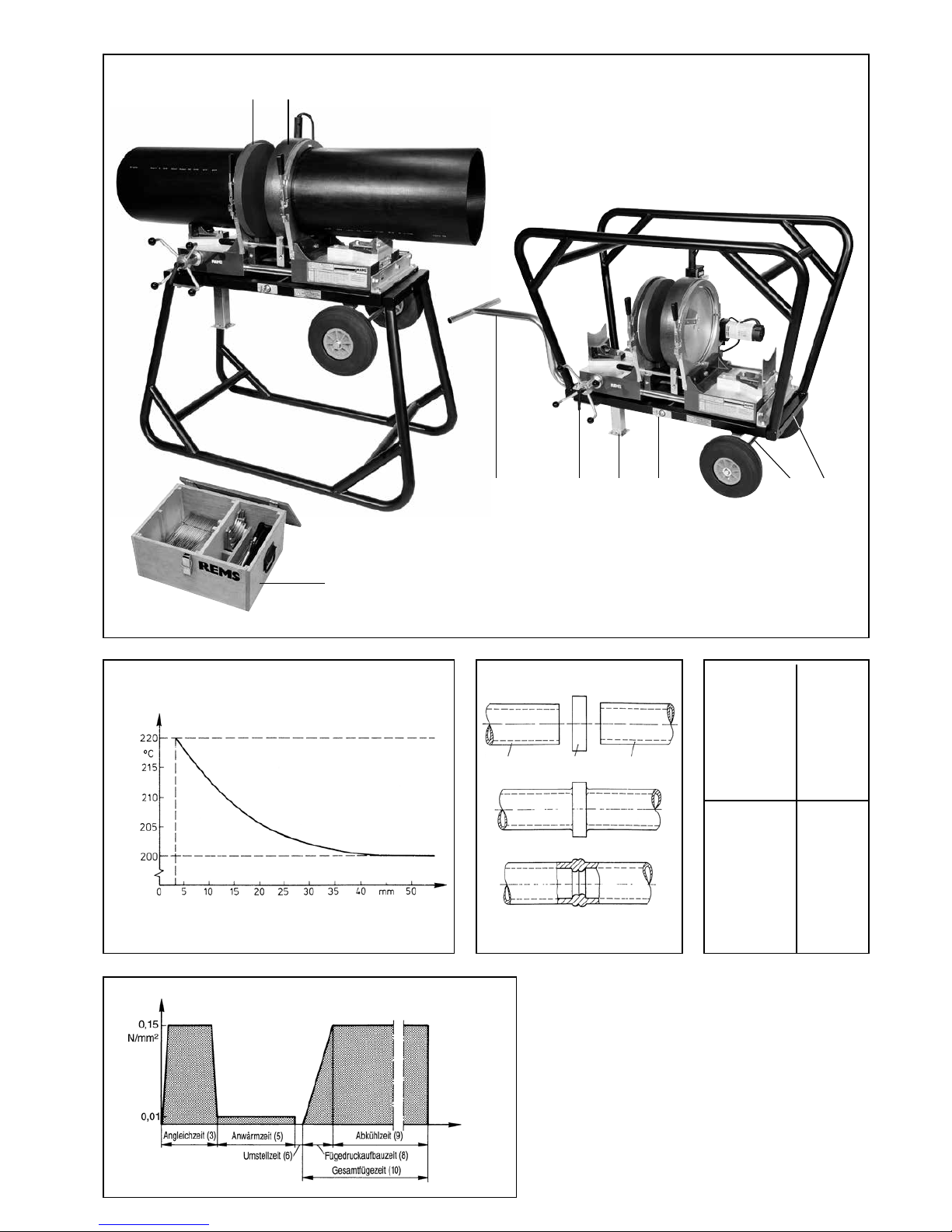
Bei allen Maschinen ist das Heizelement-Stumpfschweißgerät (5) abnehmbar
und als handgeführtes Gerät zu verwenden. Bei den Maschinen REMS SSM
160 RS und REMS SSM 160 KS ist es mit dem Handgriff (16) in die Halterung
(17) eingesteckt, bei den Maschinen REMS SSM 250 KS und REMS SSM 315
RF ist es zusätzlich mit einem Stecker verriegelt.
VORSICHT
BerührenSiedasHeizelement-Stumpfschweißgerät(5)nuramHandgriff
(16)bzw.amGriff(18)wenndiesesineinerSteckdoseeingestecktist.
Das Heizelement, sowie die Metallteile zwischen dem Heizelement und dem
Griff aus Kunststoff erreichen Arbeitstemperaturen von bis zu 300°C. Beim
Berühren dieser Teile werden schwere Brandverletzungen verursacht.
REMS SSM 160 RS
Das Heizelement-Stumpfschweißgerät (5) muss nach dem Transport der
Maschine nicht zentriert werden, da es bei Auslieferung bereits eingestellt ist.
REMS SSM 160 KS, 250 KS und SSM 315 RF
Das Heizelement-Stumpfschweißgerät (5) muss nach dem Transport der
Maschine zentriert werden. Hierzu Klemmhebel (22) lösen und die Halterung
(17) des Heizelement-Stumpfschweißgerätes (5) auf dem Verschiebeschlitten
(21) bis zum Anschlag zurückziehen. Klemmhebel (22) wieder anziehen.
Heizelement-Stumpfschweißgerät (5) und elektrischen Hobel (6) ausschwenken.
Heizelement-Stumpfschweißgerät (5) immer in Schutzhaube (40) ausschwenken
(Fig. 1). Bevor das Heizelement-Stumpfschweißgerät (5) und der elektrische
Hobel (6) seitlich bewegt werden, stets am Griff (18) bzw. (20) geringfügig
anheben, da sonst der Endanschlag bremst.
2.4. ElektronischeTemperaturregelung
Die DVS 2208 Teil 1 schreibt vor, dass die Temperatur des Heizelementes
feinstug einstellbar sein soll. Um auch die geforderte Temperaturkonstanz am
Heizelement zu gewährleisten sind die Geräte mit einer Temperaturregelung
(Thermostat) ausgerüstet. DVS 2208 Teil 1 schreibt vor, dass der Temperatu-
runterschied bezogen auf das Regelverhalten < 3°C betragen darf. Diese
Regelgenauigkeit ist praktisch nicht mit mechanischer sondern nur mit elekt-
ronischer Temperaturregelung zu erreichen. Heizelement-Stumpfschweißgeräte
mit fest eingestellter Temperatur bzw. mit mechanischer Temperaturregelung
dürfen deshalb nicht für Schweißungen gemäß DVS 2207 eingesetzt werden.
Bei allen REMS Heizelement-Stumpfschweißgeräten ist die Temperatur
einstellbar. Alle werden mit elektronischer Temperaturregelung geliefert. Die
Heizelement-Stumpfschweißgeräte sind auf dem Leistungsschild wie folgt
gekennzeichnet:
z.B. REMS SSG 180 EE: Einstellbare Temperatur, Elektronischer Thermostat,
regelt eingestellte Temperatur mit Toleranz ± 1°C.
2.5. VorwärmendesHeizelement-Stumpfschweißgerätes
Die Anschlussleitung des Heizelement-Stumpfschweißgerätes wird in die auf
der hinteren Seite des Hobelgehäuses bendliche Steckdose (23) eingesteckt.
Wird die von dieser Steckdose abgehende Anschlussleitung am Netz ange-
schlossen ist die Maschine betriebsbereit und das Heizelement-Stumpfschweiß-
gerät beginnt sich aufzuheizen. Es brennt die rote Netz-Kontrollleuchte (24)
und die grüne Temperatur-Kontrollleuchte (25). Das Gerät benötigt ca. 10 min
zum Aufheizen. Ist die eingestellte Solltemperatur erreicht, schaltet der im Gerät
eingebaute Temperaturregler (Thermostat) die Stromzufuhr zum Heizelement
ab. Die rote Netz-Kontrollleuchte brennt weiter. Bei elektronischem Thermostat
(EE) blinkt die grüne Temperatur-Kontrollleuchte und zeigt damit das ständige
Ab- bzw. Einschalten der Stromzufuhr an. Nach frühestens weiteren 10 min
Wartezeit (DVS 2207 Teil 1) kann der Schweißvorgang beginnen.
2.6. WahlderSchweißtemperatur
Die Temperatur des Heizelement-Stumpfschweißgerätes ist auf die mittlere
Schweißtemperatur für PE-HD-Rohre voreingestellt (210°C). Abhängig vom
Rohrwerkstoff, sowie von der Rohrwanddicke kann eine Korrektur dieser
Schweißtemperatur erforderlich sein. Diesbezüglich sind die Hersteller-Infor-
mationen für Rohre bzw. Formstücke zu beachten! Fig. 5 zeigt eine Richtwert-
kurve für die Heizelementtemperaturen in Abhängigkeit von der Rohrwanddicke.
Grundsätzlich gilt, dass bei kleineren Wanddicken die obere und bei großen
Wanddicken die untere Temperatur anzustreben ist (DVS 2207 Teil 1). Außerdem
können Umgebungseinüsse (Sommer/Winter/Wind/Feuchtigkeit) Korrekturen
der Temperatur erforderlich machen. Dies erfolgt zum Beispiel mit einem
schnellanzeigenden Temperaturmessgerät für Oberächenmessungen mit
einer Auageäche von ca. 10 mm. Gegebenenfalls kann die Temperatur durch
Drehen an der Temperatur-Einstellschraube (26) korrigiert werden. Wird die
Temperatur verstellt, so ist zu beachten, dass das Heizelement frühestens 10
min nach Erreichen der Solltemperatur eingesetzt werden darf.
3. Betrieb
Die Qualität der Schweißverbindungen ist abhängig von der Qualikation der
Schweißer, der Eignung der verwendeten Maschinen und Vorrichtungen sowie
der Einhaltung der Schweißrichtlinien. Die Schweißnaht kann durch zerstö-
rungsfreie und/oder zerstörende Verfahren geprüft werden. Die Schweißarbeiten
sind zu überwachen. Art und Umfang der Überwachung muss zwischen den
Vertragspartnern vereinbart werden. Es wird empfohlen, die Verfahrensdaten
in Schweißprotokollen oder auf Datenträgern zu dokumentieren. Im Rahmen
der Qualitätssicherung wird empfohlen, vor Aufnahme und während der
Schweißarbeiten unter den gegebenen Arbeitsbedingungen Probenähte herzu-
stellen und zu prüfen. Jeder Schweißer muss ausgebildet sein und einen
gültigen Qualikationsnachweis besitzen. Das vorgesehene Anwendungsgebiet
kann für die Art der Qualikation bestimmend sein.
3.1. Verfahrensbeschreibung
Beim Heizelement-Stumpfschweißen werden die Verbindungsächen der zu
schweißenden Teile am Heizelement unter Druck angeglichen, anschließend
mit reduziertem Druck auf Schweißtemperatur erwärmt und nach Entfernung
des Heizelementes unter Druck zusammengefügt (Fig. 6) und damit geschweißt.
3.2. VorbereitungenzumSchweißen
Wird im Freien gearbeitet, so ist sicherzustellen, dass die Schweißung nicht
durch ungünstige Umgebungseinüsse nachteilig beeinusst wird. Bei schlechter
Witterung oder bei starker Sonneneinstrahlung ist die Schweißstelle abzudecken,
gegebenenfalls ist ein Schweißzelt aufzustellen. Um unkontrollierte Abkühlung
der Schweißstelle durch Luftzug zu vermeiden, sind die der Schweißstelle
entgegengesetzten Rohrenden zu verschließen. Unrunde Rohrenden sind vor
dem Schweißen z.B. durch vorsichtiges Anwärmen mit einem Warmluftgerät
zu richten. Nur Rohre bzw. Rohre und Formstücke gleichen Werkstoffes und
gleicher Wanddicke schweißen. Die Rohre werden mit dem Rohrabschneider
REMS RAS (Zubehör, siehe 1.2.) oder mit Rohrtrennmaschine REMS Cento/
REMS DueCento getrennt.
3.3. SpannenderRohre
Entsprechend dem Rohrdurchmesser sind die 4 Spanneinsätze (27) in die
Spannvorrichtungen (19) so einzusetzen, dass die gekröpfte Seite der Spann-
einsätze zur Schweißstelle zeigt. Die Spanneinsätze werden mit den Sechs-
kantschrauben mittels mitgeliefertem Schlüssel geklemmt. Ebenso sind die 2
Rohrauageneinsätze (29) auf die Rohrauage (30) zu montieren und mit
Sechskantschrauben (28) zu klemmen. Die Rohre bzw. Rohrleitungsteile sind
vor dem Einspannen in die Spannvorrichtung auszurichten. Gegebenenfalls
sind lange Rohre mit dem REMS Herkules 3B (Zubehör, siehe 1.2.) abzustützen.
Zur Auage kurzer Rohrstücke werden die Rohrauagen (30) verschoben bzw.
um 180° gedreht. Hierzu Klemmgriff (31) lösen und Rohrauage verschieben
bzw. den Zugknopf (32) anheben und die Rohrauage um die Achse des
Klemmgriffes (31) drehen. Die Rohrenden sollen 10 bis 20 mm über die Spann-
einsätze bzw. die Spannvorrichtungen zur Mitte überstehen, damit gehobelt
werden kann.
Die Rohre bzw. Formstücke sind so auszurichten, dass die Flächen planparallel
zueinander stehen, d.h. die Rohrwandungen müssen im Fügebereich überein-
stimmen. Gegebenenfalls sind die Rohre bei geöffneter Spannung neu auszu-
richten und dabei auch zu drehen (unrundes Rohr?). Gelingt die Korrektur trotz
mehrmaliger Versuche nicht, ist eine Justierung der Spannvorrichtungen (19)
erforderlich. Hierzu werden die Spannschrauben (33) beider Spannvorrichtungen
gelöst und es wird ein Rohr in beiden Spannvorrichtungen gespannt. Liegt das
Rohr nicht in den Spannvorrichtungen und auf den Rohrauagen an, sind die
Spannvorrichtungen durch seitliches Klopfen zu zentrieren. Anschließend sind
die Spannschrauben (33) bei noch eingespanntem Rohr wieder anzuziehen.
Die Spannvorrichtungen müssen die Rohrenden fest umschließen. Gegebe-
nenfalls muss die Spannmutter (34) unter dem Spannexzenter (35) solange
nachgestellt werden,bis der Spannhebel (36) mit Kraftaufwand geschlossen
werden muss.
3.4. HobelnderRohrenden
Unmittelbar vor dem Schweißen sind die zu schweißenden Rohrenden planzu-
hobeln. Hierzu wird der elektrische Hobel (6) in den Arbeitsbereich eingeschwenkt
und kann durch Betätigen des Tippschalters im Griff (20) eingeschaltet werden.
Während der Hobel läuft, sind die Rohrenden mit dem Andrückhebel (7) mäßig
gegen die Hobelscheiben zu drücken. Es ist solange zu hobeln, bis sich auf
beiden Seiten ein ununterbrochener Span bildet. Nun ist bei weiterhin einge-
schaltetem Hobel der Andrückhebel (7) langsam zu lösen, damit kein Spanansatz
an den Rohrenden zurückbleibt. Nach dem Ausschwenken des Hobels werden
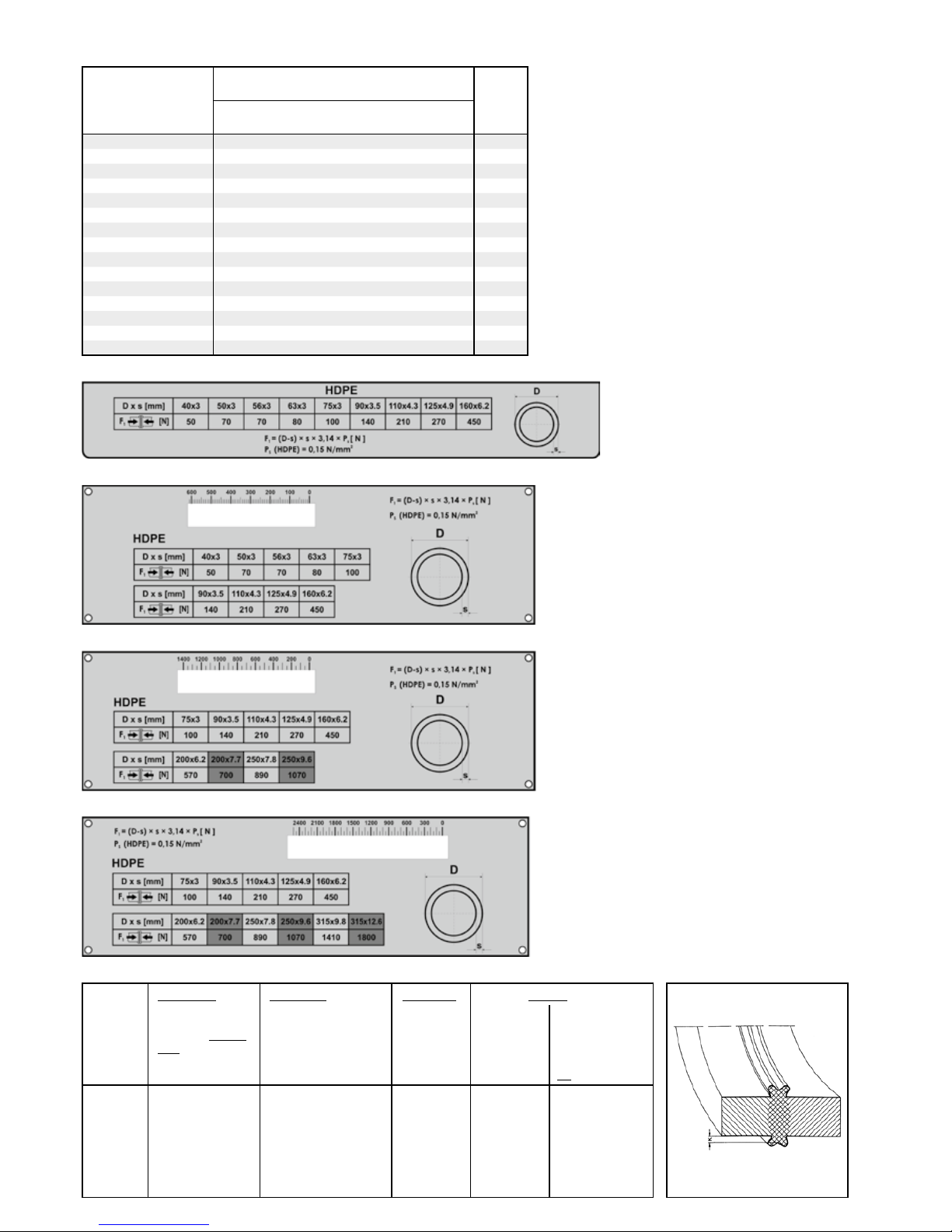
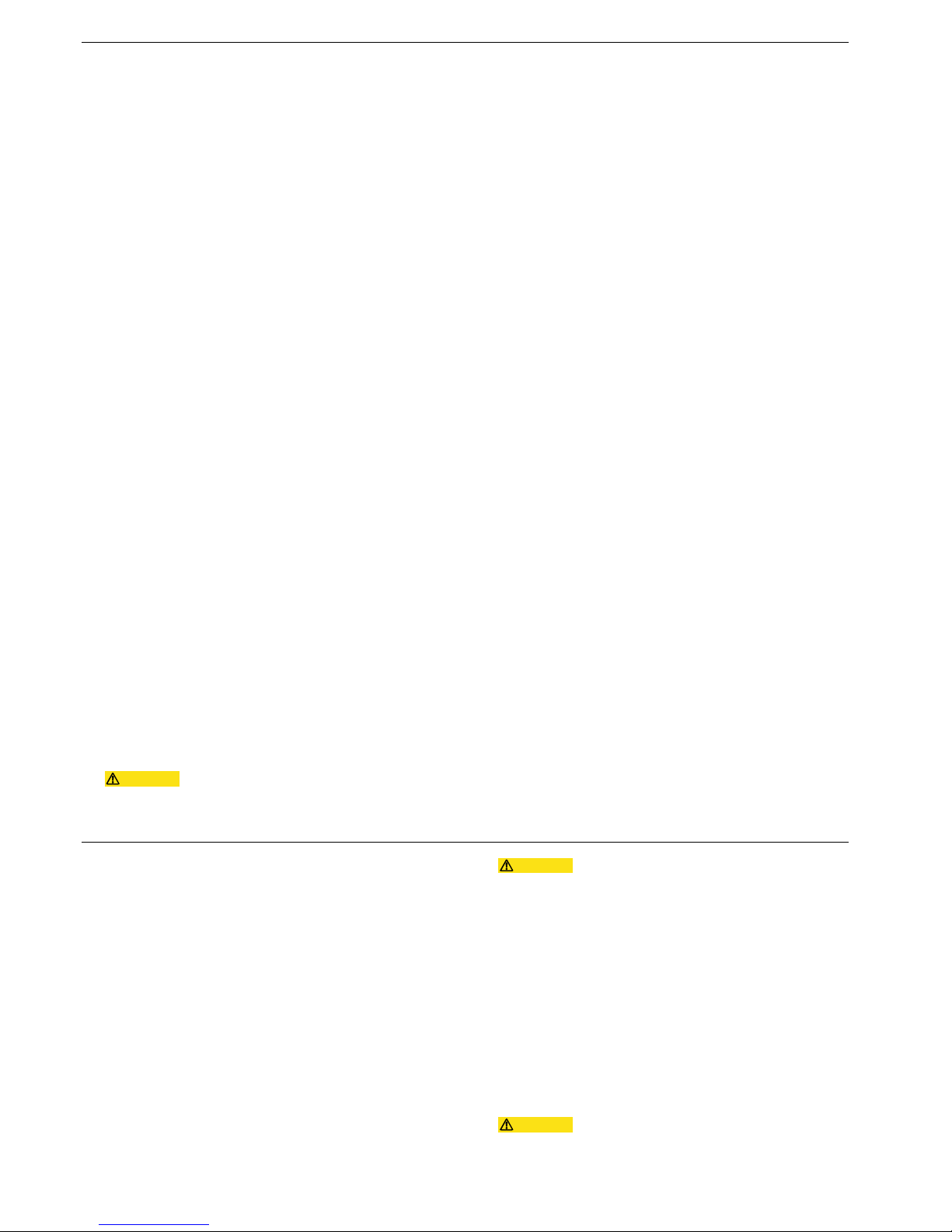
die gehobelten Rohrenden probeweise zusammengefügt um deren Planparal-
lelität und axialen Versatz zu überprüfen. Die Planparallelität darf unter Angleich-
druck die in Fig. 7 angegebene Spaltbreite nicht übersteigen, der Versatz an der
Rohraußenseite darf maximal 10% der Wanddicke betragen. Die gehobelten
Schweißächen dürfen vor dem Schweißen nicht mehr berührt werden.
Soll das Rohr oder Formstück auf einer Seite nicht weiter oder überhaupt nicht
gehobelt werden, jedoch auf der anderen Seite nach gehobelt werden müssen, 9