ELECTRICAL REQUIREMENTS
• Customer supplied DC Power: 300mA at 24VDC
• All inputs to Smart Prox are sinking.
• All outputs from Smart Prox are sourcing.
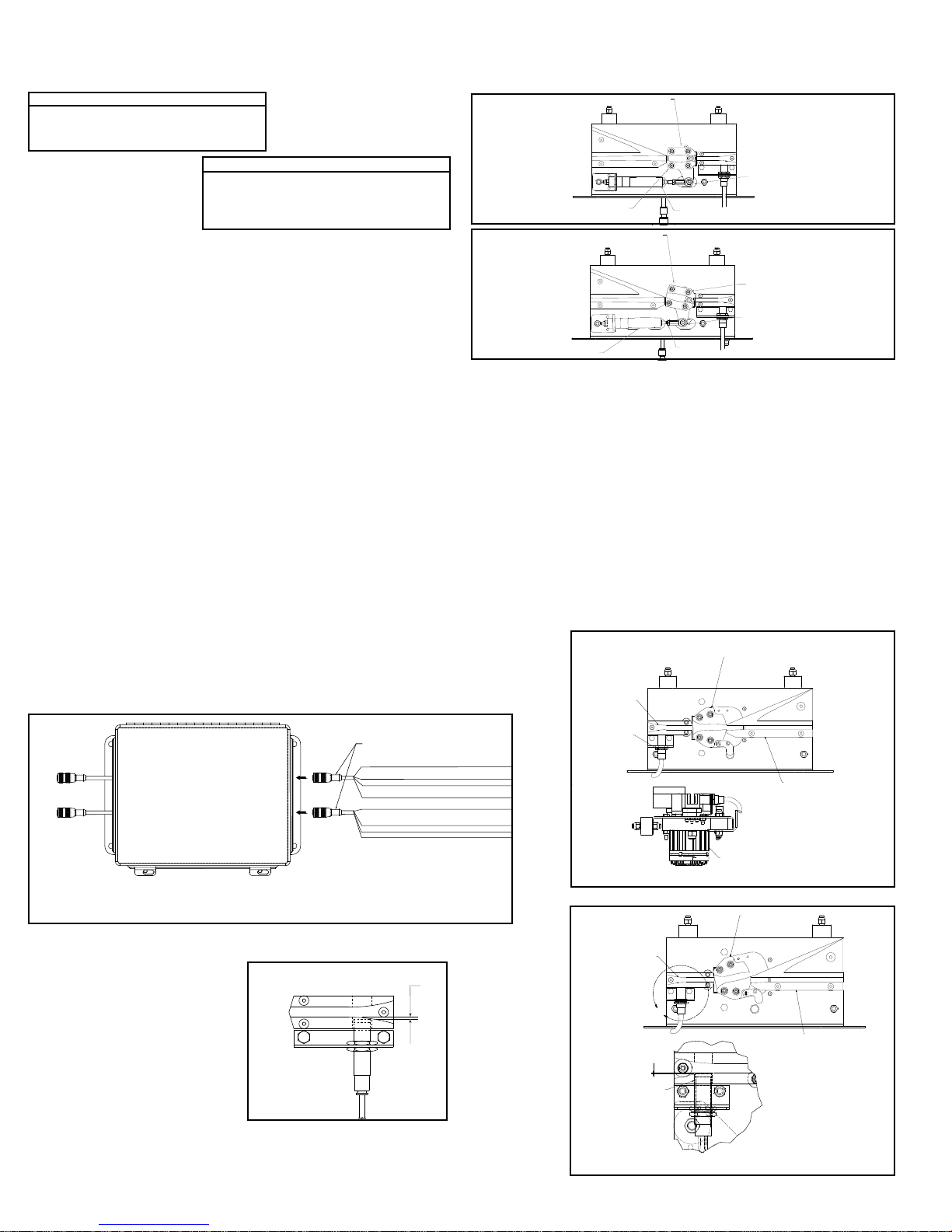
HIGH-SPEED SOLENOID AIR VALVE
The solenoid air valve is used to receive the smart prox output signal and provide
air to the proper end of the divert switch cylinder to move and hold the switch in
either the “home” or “divert” positions. The valve used is specially designed for the
high speed operation necessary for proper divert switch timing.
The two inputs of the solenoid are non-polarized, allowing either lead to be used
as input or ground for the valve. The solenoid requires 24VDC, 6W to operate.
The solenoid air valve is controlled directly by the smart prox. Direct control of this
valve by the controls package is not required or advised.
Other Control Components Supplied with the Conveyor
VARIABLE FREQUENCY DRIVE CONTROLLER
The variable frequency drive (VFD) is a motor controller that has three functions:
1. It provides a smooth acceleration of the drive motor, allowing the sorter to slowly
“ramp up” to full speed. This protects the sorter components from the stress of a
full-speed start up.
2. It allows the speed of the sorter to be adjusted to match speed requirements of
the system. Also, it allows the sorter to be operated at a very slow speed during
installation “Debugging” and when certain mechanical components are checked
after servicing.
3. It allows the sorter to be operated at a slower speed during “off-peak” seasons,
reducing energy consumption, noise, and wear.
Refer to the VFD manufacturer’s installation manual, provided with the sorter, for
wiring and adjustment instructions.
AIR PRESSURE SWITCH
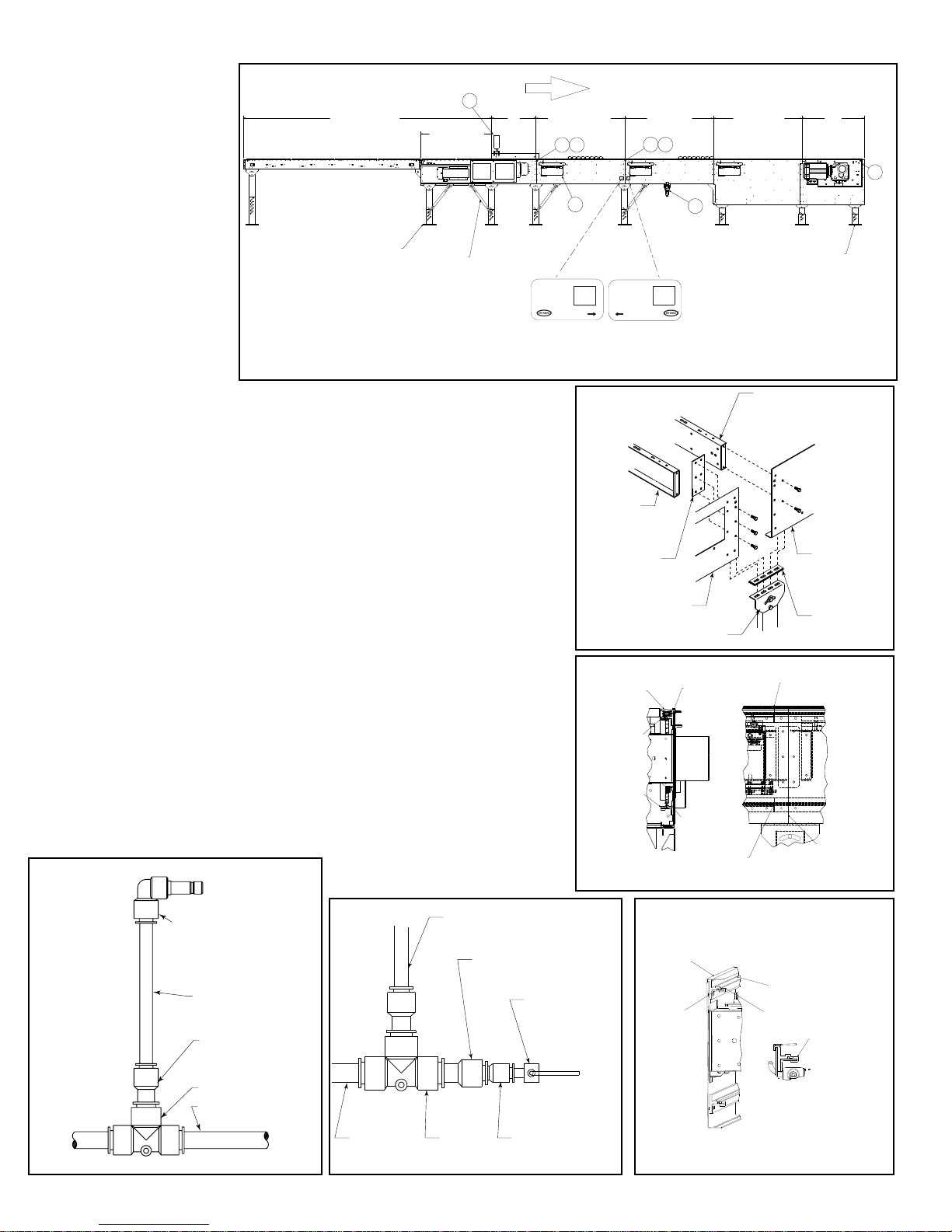
The air pressure switch (Fig. 4E) is used to detect low operating air pressure.
Operation of the sorter at air pressures under 50 PSI can cause erratic switching
and potential switch damage. If air pressure falls below this level, the sorter must
be shut down until the cause of the pressure drop has been found and remedied.
The pressure switch provides a contact-type output which closes at pressures at
or above about 48 PSI and opens below that air pressure. The system controls
provider should use this switch to monitor air pressure at the sorter and should
shut down the sorter if an open (low) output is detected from the pressure switch.
Refer to the pressure switch manufacturer’s installation manual, provided with the
sorter, for wiring instructions.
SAFETY PROXIMITY SWITCHES
There are safety switch devices located at various locations in the sorter to indicate
when a divert shoe is out of place, an obstruction has entered the sorter, or when
some other event has occurred that could cause damage to the sorter or danger to
personnel. These safety switches use normal inductive proximity switches as the
electrical interface to the system controls.
There are two types of safety switches in the sorter:
1. Shoe position safety switches are switch mechanisms inside the sorter that trip
if a divert shoe passes them that is not in its proper track. They are also used to
detect foreign objects that might fall between the slats and enter the interior of the
sorter. They are made to detect problems on both the upper and return portions
of the sorter.
There is one shoe position safety switch located at the infeed end and one at the
discharge end of the sorter. There are additional switches included for every 30 feet
of sorter length after the first 30 feet. For example, a sorter 50 feet long will have a
total of 3 switches, a sorter 80 feet long will have a total of 4 switches and so on.
These additional switches are spaced evenly along the sorter’s length.
2. The transition safety switch is used to detect when the transition assembly on
the discharge end of the sorter is pushed out of position if a stray divert shoe or a
foreign object makes contact with them.
The normal state of the output of the safety proximity switch is”on” (high). If a switch
detects a problem the signal is changed to “off” (low). The system controls must be
configured to go to an “emergency stop” condition and shut down the sorter and
related equipment when a problem is detected. Restart must not be possible until
the problem is corrected and the safety switch that detected the problem is again
“on” (high).
Refer to the proximity switch manufacturer’s installation manual, provided with the
sorter, for wiring instructions.
CATENARY TAKE-UP PHOTO EYE
The catenary take-up photo-eye monitors the amount of chain sag occurring in
the drive’s catenary area. The photo-eye is a retro-reflective, light-operated type,
positioned in the catenary so that if the carrying chains allow the slats to sag below
a certain level, the beam of the eye is blocked.
The system controls must be configured to stop the sorter when the photo-eye
beam is continuously blocked (photo-eye output is “off” or “low”) and provide an
indication to the sorter operator that the chains must be taken up or shortened
before operating the sorter further.
Refer to the photo-eye manufacturer’s installation manual, provided with the sorter,
for wiring instructions.
ENCODER
An encoder is included with the sorter to provide a pulse signal to be used for
product tracking. The encoder provides a square-wave pulse signal of 30 pulses
per revolution of the sorter infeed shaft. This equates to one pulse for every 1.301
inches of sorter travel.
The encoder requires 24VDC power, and provides a 24VDC pulse output.
Refer to the encoder manufacturer’s installation manual provided with the sorter,
for wiring instructions.
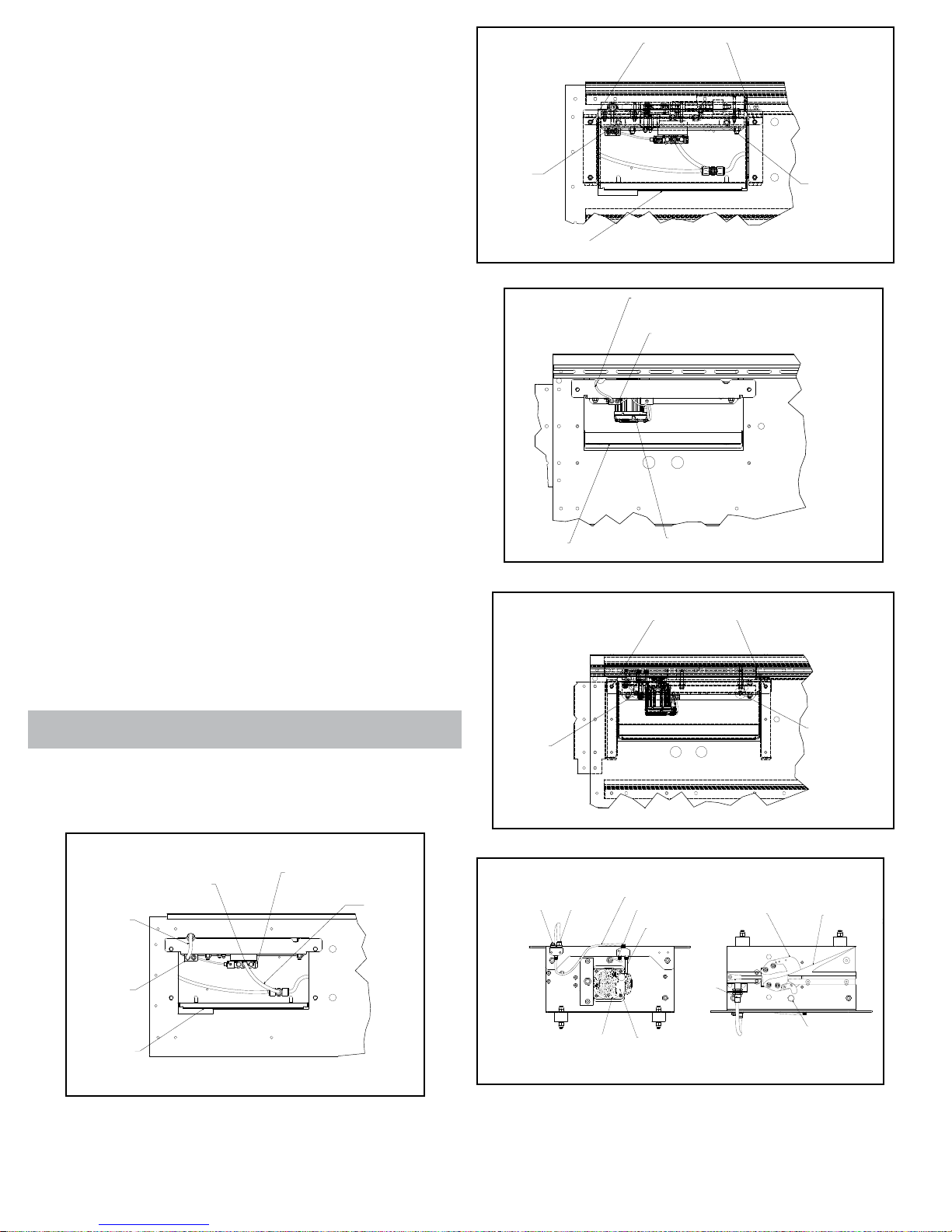
CHAIN OILER SOLENOID
The chain oiler is used to provide automatic lubrication of the carrying chains
during sorter operation. When the oiler solenoid valve is energized, oil is allowed
to gravity feed from the oiler reservoir, through metering valves, to brushes located
above the return chains in the sorter.
The system controls should be configured to activate the chain oiler solenoid for a
duration equal to one complete revolution of the carrying chains about every forty
hours of operation. The actual amount of oil applied to the chains is controlled by
the metering screws (see “Conveyor Set-up” section of this manual). The chain
oiler solenoid requires 24VDC power to operate.
LOST BEARING DETECTION
The missing bearing block is used to detect a bearing missing from a divert shoe.
A divert shoe that does not have a bearing on the bottom can cause damage to
the sorter. The missing bearing block uses two proximity switches located in the
return section of the sorter to detect the presence of a bearing on the shoe. If one
prox detects a bearing being present but the other does not, the block removes its
output to indicate a missing bearing was detected. Missing bearing prox is located
in the bottom of the discharge divert section. The missing bearing detector has a
normally high signal that will output 24 Volts DC as long as no missing bearings/
pins are detected. If a missing bearing/pin is detected then the signal will go low
and the PLC should stop the sorter. Prior to restarting the sorter, the PLC should
pulse 24VDC to the RESET ERROR input on the missing bearing detector. Doing
this will reset the detector so that the output turns back to on.
The missing bearing detector also has the optional feature of testing for the
proper function of the prox sensors used by the detector. The detector has a
second output (BROKEN PROX ERROR) that is normally high (24 VDC) while
the sensors are functioning normally. This output is activated by a SORTER
RUNNING INPUT to the detector. If a signal (24 VDC) is supplied to that input
while the sorter VFD is enabled it will activate the test to detect a malfunctioning
prox sensor. The SORTER RUNNING INPUT must remain energized for the
BROKEN PROX ERROR OUTPUT to be energized as well as to continue testing
the prox sensors. If a malfunctioning prox sensor is detected then the prox
sensors and all connections to the sensors should be inspected and repaired or
replaced. The BROKEN PROX ERROR should be reset in the same manor to that
of the missing bearing error.
The power to operate the missing bearing detector, the prox sensors, and the
signals going back to the PLC are all from a customer supplied 24 VDC source.
The 24VDC, 200 mA power required is to be provided through the M12 connector
labeled ‘INPUT’.
Control Components Not Supplied with the Conveyor
In addition to the control components supplied with the ProSort sorter, there are
several components that must be supplied by the system control provider. Hytrol
recommends the following control components be used to protect the sorter from
damage due to product jams or other problems.
ADJUSTABLE INSTANTANEOUS MOTOR OVERLOADS
Instantaneous overloads provide protection against sorter “hang-ups” by turning
off the drive if a sudden increase in motor current is detected. By adjusting the
overload limit to slightly above the power required to operate the sorter, any
extra load on the motor, such as would be caused by a product jam or switch
malfunction, would cause the sorter to stop, possibly before significant damage is
done to the equipment.
The instantaneous overloads should be installed in the control panel for the sorter
and sized for the proper power requirements.
PHOTO-EYES
Photo-eyes are common components in systems controls. Hytrol recommends that
photo-eyes be installed at the following locations to perform listed functions. These
are, of course, in addition to other photo-eyes needed in the system.
Induction Photo-eye—A photo-eye mounted at the infeed point of the sorter. This
eye is used to perform the following functions:
1. Signal the system controls that a particular package has entered the sorter.
From this point forward, the package must be tracked using the encoder pulses to
determine when it reaches the proper divert location.
2. Measure the length of the package so that the system controls may assign the
proper number of divert shoes to the package for diverting. Note: Shoes are to be
assigned for the entire length of the package plus one extra shoe is to be assigned
to the trailing end of the package.
3. Check for the proper gap between packages for safe sorting. It is important to
check for the proper gap here, even if it has been set prior to this point, to insure
7