TRONXY XY-3 User manual

Instructions
Model name:XY-3
SHENZHEN TRONXY TECHNOLOGE CO.,LTD

Notice
Before using this machine, please carefully read this notice and
the following notes:
1. Children should stay away from the machine when using the
machine. Children are forbidden to touch the machine in use.
2. Please put the machine on a stable surface before using the
machine.
3. Please keep this notice for future reference.
4. The open hole of the housing is strictly prohibited to be
covered for ventilation and heat dissipation of the machine to
avoid overheating.
5. Please pay attention to the notice and warning posted on the
machine to avoid danger or injury.
6. It is strictly forbidden to use the machine in the environment
of inflammable and explosive substances.
7. It is strictly prohibited to pour any liquid or dust into the
machine, or it will damage the machine or even cause a
dangerous accident.
8. Please do not disassemble and repair the machine without
permission. In addition to normal quick assembly steps and
common problems, please ask a professional to deal with them.
9. Do not use the machine under high temperature (above 85 °C)
environment, otherwise may damage to the machine.
10. It is recommended not to run the printer when unattended.
11. The machine is not covered by warranty as follows:
A. Product damage caused by abnormal external force (such as falling, extrusion,
knock, collision);
B. product damage caused by violation of product operation manual;
C. Product damage caused by use of materials that are not compatible with or
have not been recognized by relevant national standards;
D. beyond use under the conditions of use (such as the mainboard working
environment for 5 to 40 ℃, customers in the above 40 ℃or below 5 ℃when used
under the condition of damage).
E. damage caused by privately modifying firmware and appearance structure.
F. Damage caused by improper storage (such as dampness, mildew, etc.).
G. Damage caused by irresistible external factors.
H. Use parts normally, such as printing baseplate, nozzle and other accessories.
I. pure artificial condition damage.
J. If the warranty period is exceeded or the valid documents for the warranty
period are not available.

Catalogue
1、Introduction to basic parameters………… 4
2、Packing list ………………………… 5
3、Introduction to machine structure …… 6
4、Installation instructions……………… 7
5、Connection ………………………… 8
6、Product debugging …………………… 9
7、Print operation………………………… 10
8、Fault cause analysis………………………21
Print size
310*310*330mm
Power inpout
110V/220V AC,50/60Hz
Positioning
accuracy
X/Y0.0125mm,Z0.02mm
Power output
DC 12V 30A
Print speed
20-100mm/s(advs 60mm/s)
Connection
USB interface.SD card
Nozzel size
0.4mm optional
Hotbed
temperature
Support
print color
single color
Nozzle
temperature
≤260°C
Materials
support
PLA.ABS.HIPS.WOOD.PC.PVC
environmental
temperature
8-40°C
print thickness
0.1mm-0.4mm optional
Environmental
humidity
20-80%
Machine
materials
Aluminium and sheet metal
Slicing software
TRONXY exclusive slice software
Machine weight
9.5kg
File format
STL.OBJ.DAE.AMF.G-Code
Packing weight
≈ 11kg
Operate
software
Repetier-Host.Cura
Packing size
630*552*195mm
Operate system
WinXP/Win7/MacOS
Machine size
588*544*529mm
Power failure
resume print
Support
Display
3.5 inches full color touch screen
Certificates
CE FCC
filament runout
detector
optional
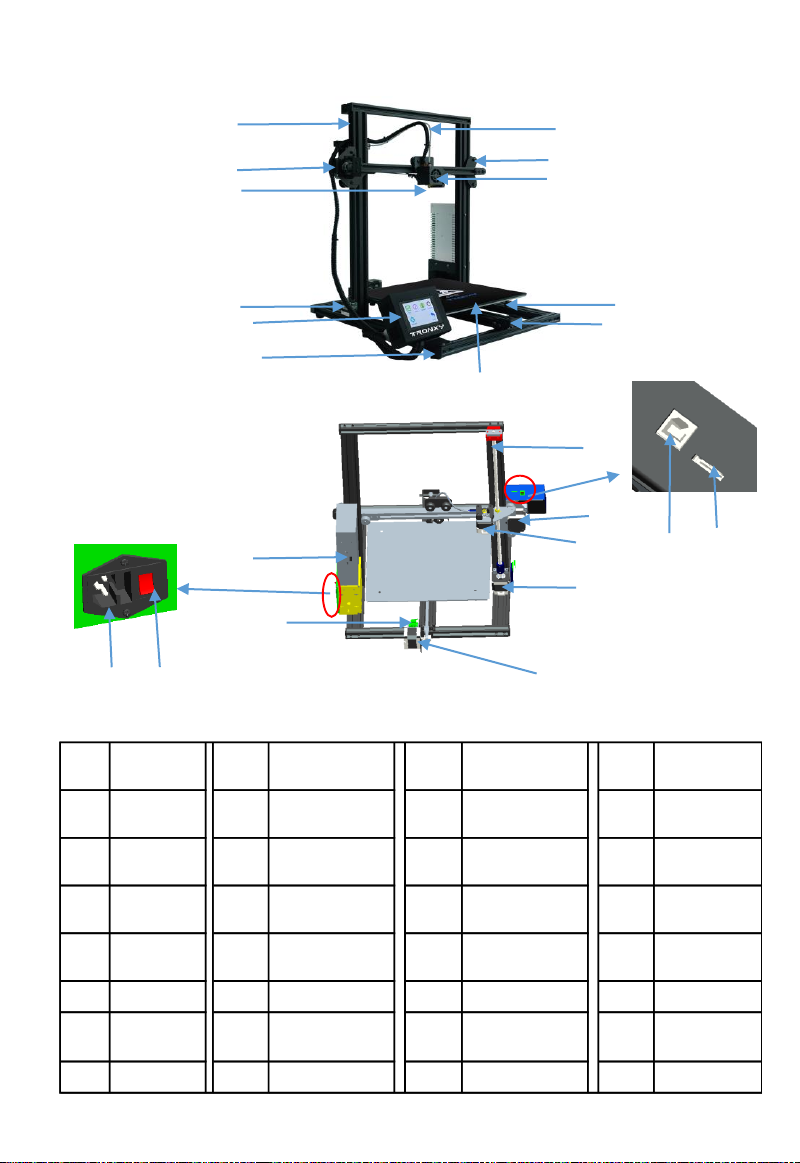
1、Machine parameter

Upper rack Base Power
supply
Power lines
Reader
(incl SD
card)
printer head
XY-3
Control box
ilament rack
HM5*25
4PCS PM4*25
2PCS
quick coupling
M6
Filament
USB cable Hotbed
sticker Tie
screwdriver
Scrabble
knife
Hexagonal
wrench
Specification
reinforced p
late
2、Packing list
2
17 18
22 23
Serial
number
Name
Serial
number
Name
Serial
number
Name
Serial
number
Name
1 Upper rack 8
right slider
assembly
15 feeding motor 22
power
interface
2
Left slider
assembly
9 print head parts 16 Z moto 23
voltage
change-over
3 extruder 10 leveling nuts 17 USB interface 24
4Z-Endstop 11 Y axis wheel 18
SD card
interface
25
5 control box 12 hotbed 19 Y axis motor 26
6
bottom
frame
13 lead screw 20 Z-Endstop 27
7 teflon tube 14 X axis moto 21 Power switch 28
1
3
4
5
6
7
8
9
10
11
12
13
15
14
16
19
20
21
3、Introduction to machine structure
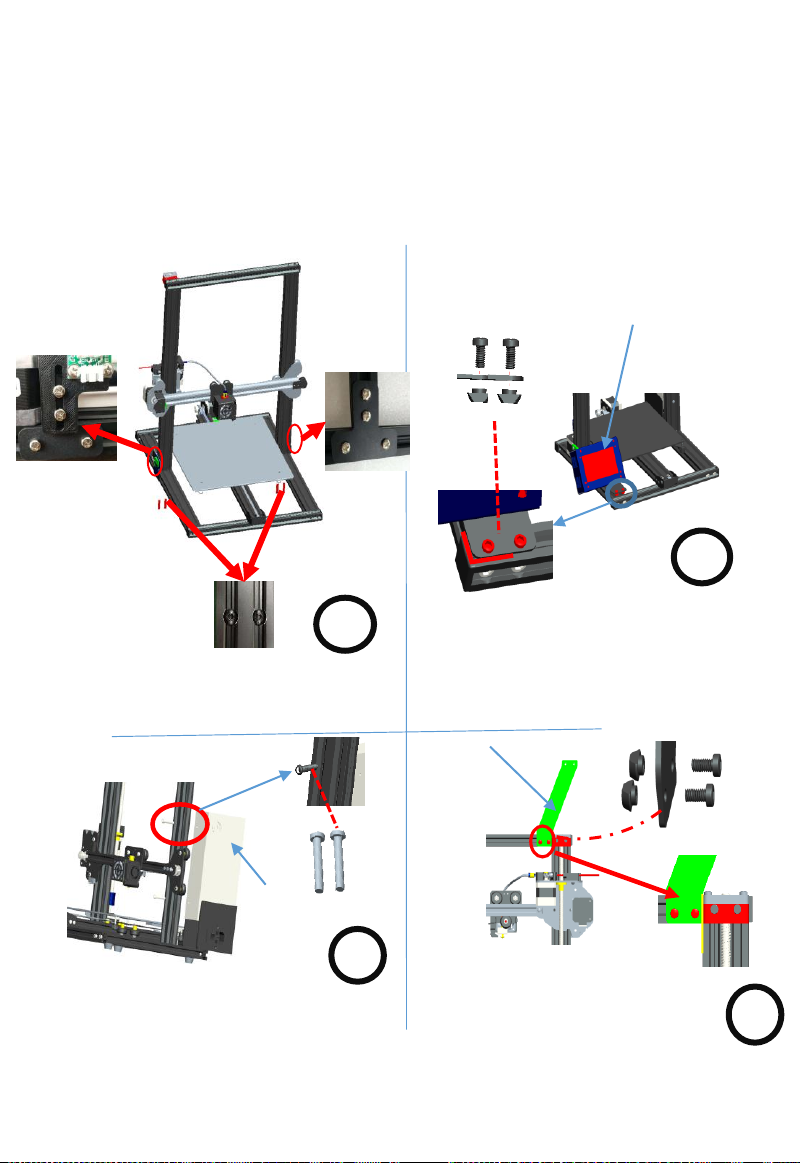
4、Installation instructions
1
Run 2PCS M4*25 screws through the
front z-axis profile and lock the power
on the back of the profile.
Take out the material rack, lock
the boat nut with the screw knife,
and fix the material rack on the
upper beam.
Put the four holes on the base, and lock the four
holes on the base with four PM5*25 screws.
Take left and right reinforced plate, Install on the pr
inter as shown
3
4
Power
supply
Control box
Tighten the boat nuts with a
screwdriver,Fix the control box on
the aluminum of the base.
Pay attention: The control box must be fixed
on the beam, otherwise its easy to hit the
print head.
2
M4*25
Filament rack
left right

Y-motor
Y-Endstop Heat-bed
Power
Z-motor X-motor
Extr-motor
X-motor
Y-motor
Z-motor
E-motor
Endstop
Heat-bed
Power
Connection
AC:110V-220V
Z-Endstop
X-Endstop
Thermal line
Thermal line
Fault detectionr
Fault detectionr

2PS M3*10
screws
Z-Endstop 2PS M4*8
screws
Due to transportation reasons, the Z axis wire rod may not move smoothly or get stuck, the belt is
loose, and so on. The following steps can be used to fine-tune the product.
1. Z-axis screw debugging:
When the machine is not moving smoothly in the direction of the Z axis or is stuck, please loosen 2
M3 fixing screws of the motor components of the right and left Z axis or 4 M3*8 fixing screws of
the screw nut. Manually rotate the X-axis assembly to the highest point, then lock the 4 M3*8
screws in the screw nut. Also, manually turn the X axis component to the minimum, and then lock
the power unit 2 M3*8 screws (4 M3*8 screws of proper screw rod screws can be unscrewed if
there is any problem. The power will not be switched until the X-axis component is returned
smoothly.
X axis assembly
2. Belt adjustment:
If the belt is too loose or too tight, loosen the M4*8 screw slightly, and then drag it back or move
it forward. The elastic degree of the belt can be adjusted, and the screw can be locked after
being adjusted
2PS M4*8
screws
4PS M4*8
acrews
X- axis belt
Y- axis belt
6、Production debugging
7、Print operation
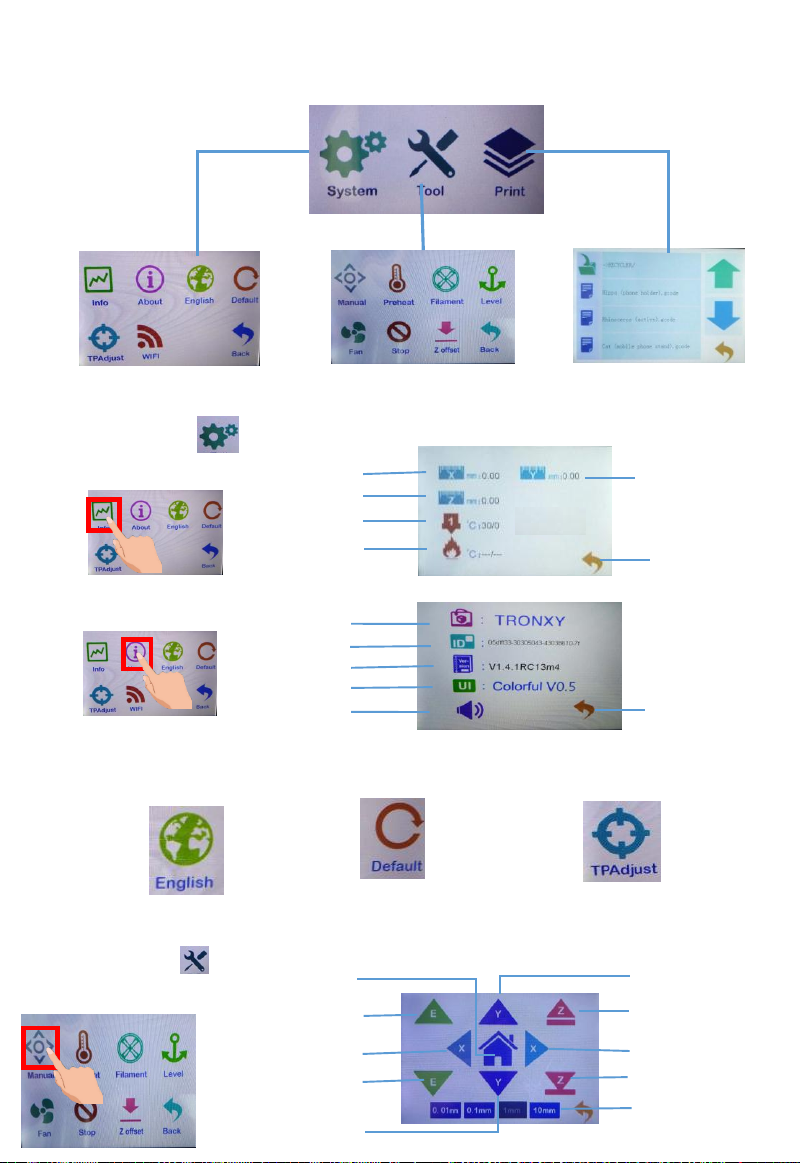
1. Operation interface introduction:
Print files
information menu
System information
menu
Tools menu
(1)、System menu
1. State
Hot bed
current temperature
Nozzle current
temperature
Z axis speed
X axis speed Y axis speed
Return
2.Machine details Company
LOOG
Software version
ID code
Display style
Speaker
volume
3. Language selection
English/Chinese switch
4. Factory Settings
factory data reset screen test
5. Screen correction
(2)、Tools menu
1. manual Z axis turn up
X axis turn right
Z axis turn down
displacement
distance
Y axis go forward
Y axis turn back
X axis turn left
The extrusion motor
sends out filaments
Zero place
Extrusion motor
delivering filaments
Return
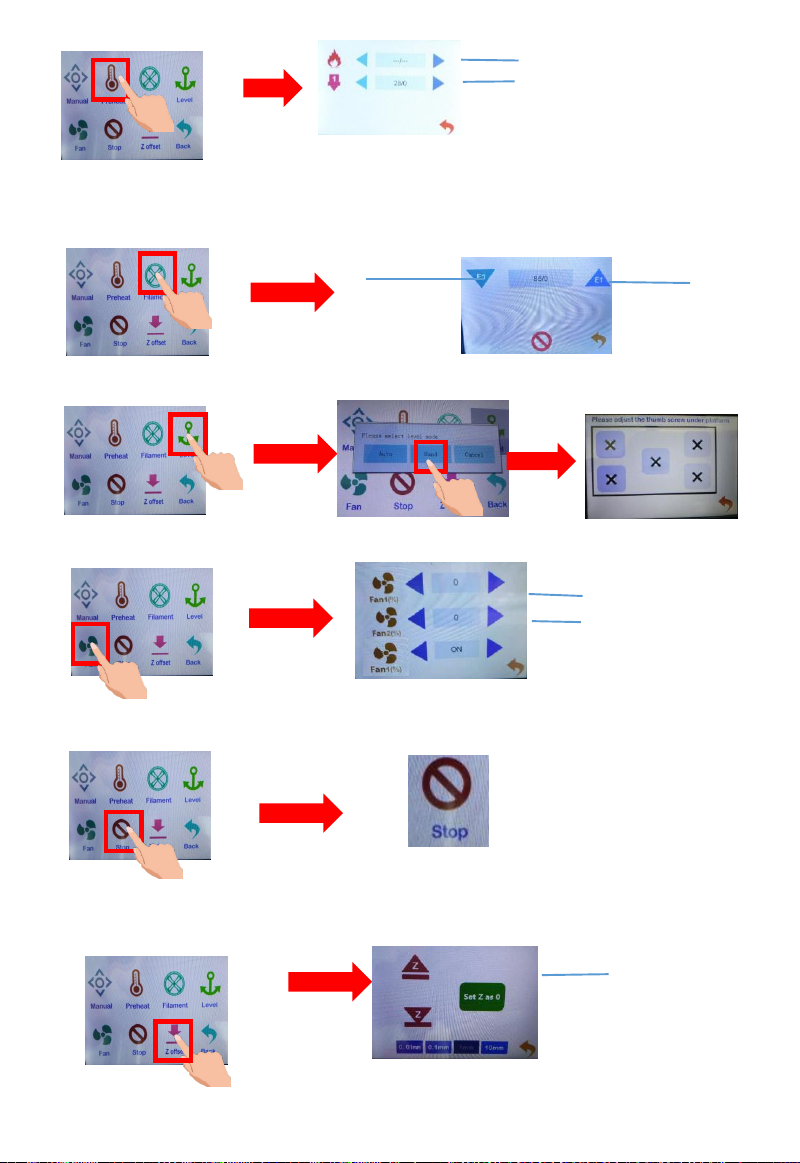
Hot bed current temperature/target
temperature
Nozzle current temperature/target
temperature
27/45
27/200
2. preheating
4. Automatic leveling
6. Z axis set zero (this function
only automatically leveling before
it takes effect)
3.Unload
filaments Extrusion motor
delivering
filaments
Extrusion
motor sent out
filaments
5.Fan
Fan 1 switch
Fan 2 switch
6. Emergency stop
Emergency
stop task
Set Z to 0
3
(3)、print upturn
Turn down
return
folder
Print files
1.Print file
information menu
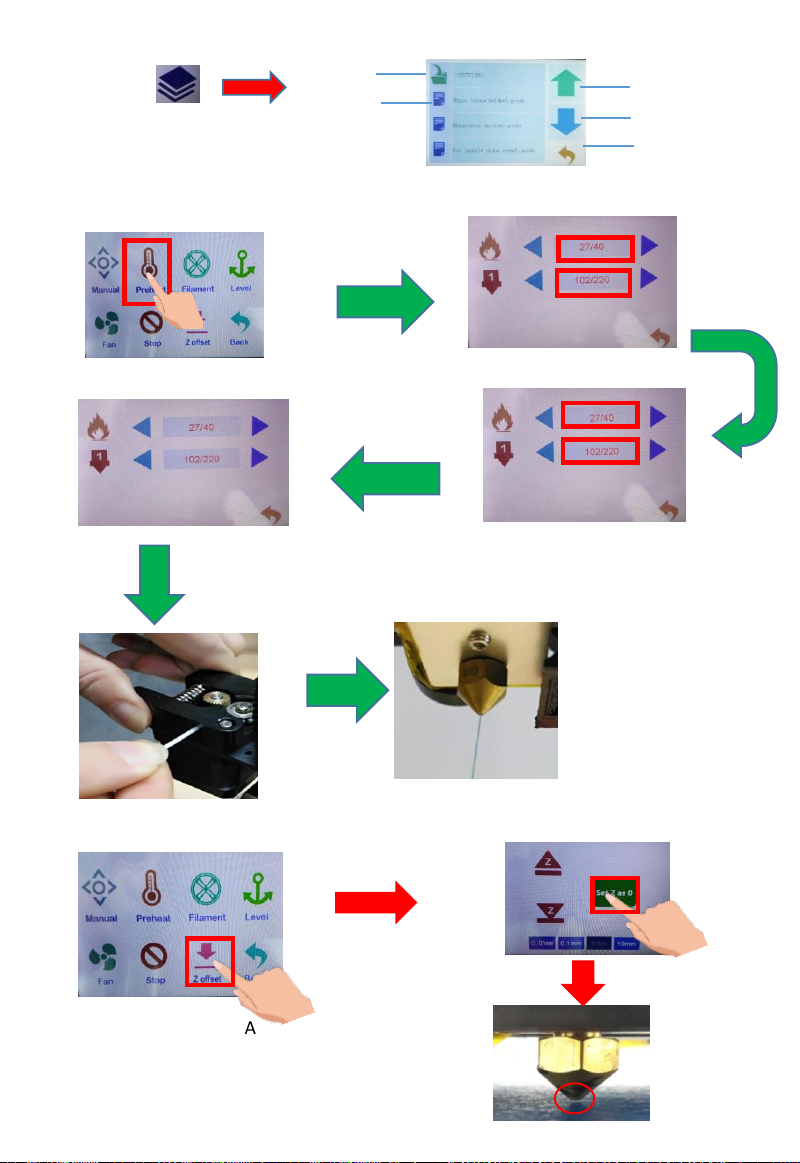
3.Unload filaments:
Click on the red
area to start
heating
The temperature
reaches the target
temperature
Click preheating
Straightening the front end
of the filaments, press the
extruder clip with your
hand, insert the filaments
into the hole of the
extruder until the nozzle is
in position. When the
filaments flow out of the
nozzle, the filaments have
been loaded
select “Z offset”. put one A4 paper between
the nozzle and platform, pulling the paper
backwards and forwards, if it happens to have
a little bit of resistance, that is well
spaced.Then click "Set Z to 0". (Observe distance)
4.Unload filaments:
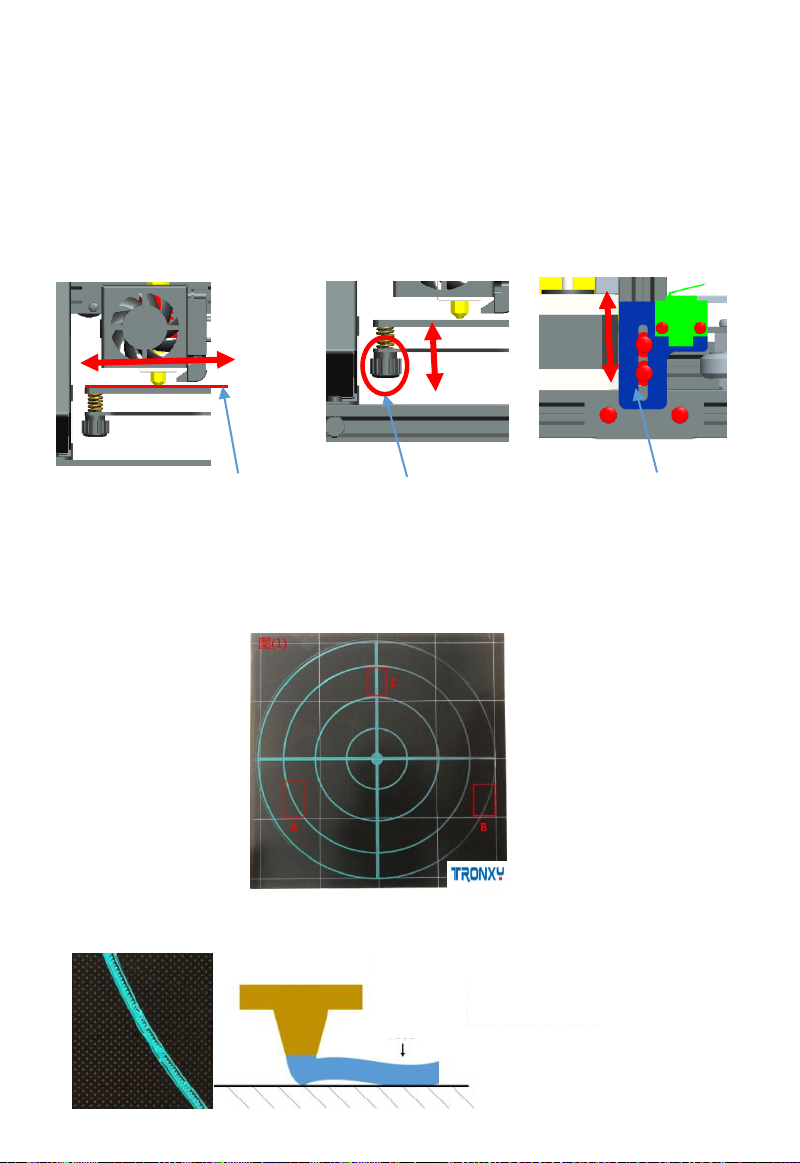
Step 1: move the printing head to the nearest boundary point of the platform by
hand, as shown in FIG. (1). Then place an A4 paper between the nozzle and the
platform (2).Then move the printing head to another boundary point of the
platform, and repeat the above operation to adjust the leveling, until the four
points around the platform and the middle of the platform have been leveling
completed (if leveling nut adjustment fails to meet leveling, it can be adjusted via
upper and lower adjustment of z-axis adjusting block, and then fine-tuning with
leveling nut until the platform leveling).
(1)A4paper (2)leveling nuts (3)Z-Endstop
Attention!!!If the platform is uneven, the first layer of printing may be as follows :(1)
too high (partial/integral) (2) too low (partial/integral) (3) moderate ; As shown in the
following figure
AB
C
4. Verify platform flatness and print test:
too high
Filament
A phenomenon: the gap
between extruded
consumables is too large to
even touch the platform

Step 2: click "tool"→ "manual" →"return to zero”, then the three axis will automatically
return to the origin, and then click" emergency stop "to close the motor.
Finally, plug in the SD card and click “print”.(attention direction )The model has
been sliced and attached to the card. Choose one of them to print, such as "Cat (mobile
phone stand)“, After waiting for the temperature to reach the target temperature, it will
automatically start printing.
Filament
Filament
too low
moderate
B phenomenon:
inadequate extrusion
consumables, or even
scraping the platform
C phenomenon: extrusion
consumables uniform,
just to the platform

How to connect computer printing
1、Connection
2、Driver setup
1、The SD card has the installation program of USB driver 2, click
"Software" 3, and click "CH340G USB Drive" 4. According to the computer
system, select decompress 5 and get the installation driver after
decompress
1
23
45
13
2
1、Connect power2、Connect the USB cable to the computer3、
Connect the USB cable to the motherboard

There are 2 modes of 3D printing: offline printing
and online printing
Offline
printing
Insert the card into the
machine for printing Select model print
Online
printing
Computer connect
computer
After the drive is
installed, the printer is
controlled by computer
Print
mode
The on-line printing signal is transmitted by the computer through the data
line, and the unstable factors such as signal interference are very easy to
exist. Therefore, it is recommended that customers use offline printing as
much as possible
Install
67
Connect the computer with data cable, it is not possible to install the driver
automatically when you first connect to the computer, so to check
whether the driver is installed successfully, right-click on the computer and
select "my computer", click properties and select "equipment manager". If
the exclamation mark as shown in the figure below, you need to manually
install the printer driver to the computer
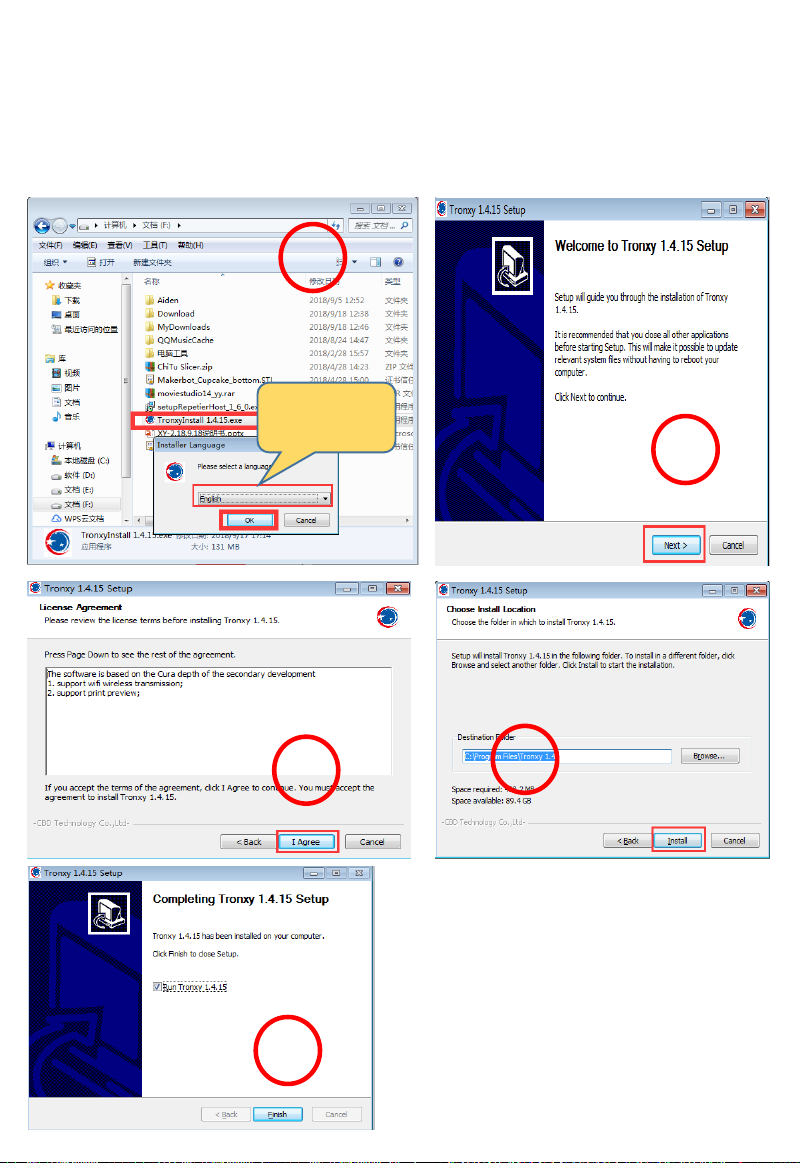
Slice software
1、Slice software
installation
1)install file → click “TRONXY” → choose langrage → OK → next → accept→ install
→ complete
3
1
1
2
3
2
4
5
Chinese and
English options

2. Use of slicing software
1. The user can double-click the slicing software of "TRONXY" installed on the desktop
to launch it to the following interface and conduct the module slicing.
Title bar
Menu bar
Open folder
Documents
sent
Parameter
setting
Model
preview
Observati
on Angle
of view
Move
model
Scaling
model
Rotate
model
Model
mirror
Estimated
usage time
speed
Model size
2. Model operation: file -- select model -- move/zoom/rotate/mirror.
1
2
After selecting
the model,
you can
move/scale/ro
tate/mirror
Other operations:
1) right click on the blank part of the model to rotate the model.
2) click the left mouse button on the blank part of the model to move the model.
3) scroll the scroll wheel in the middle of the mouse to zoom the perspective.
4) right click the blank of the model, and the dialog box can be operated accordingly.

3、Model parameter Settings: file - select
model.
1
3
Move your mouse
over here to
comment
2
Optional
recommendation
or customization
Parameter
setting
Thickness:Important parameters that determine the print quality, typically
0.4 nozzle is set to 0.2
Print temperature:PLA 200 ℃,ABS 240 ℃,Other filaments can be
consulted
Platform temperature:PLA:45 ℃; ABS:80 ℃,Other filaments can be
consulted
Adhere type:Increase the adhesion of the first layer of the platform model
and reduce the edge sticking or peeling when the model is printed
Filament diameter: filament diameter is 1.75mm
Nozzle size:The nozzle diameter is usually 0.4mm
Print speed:advs 60mm/s,Do not set too fast, too fast will affect printing
accuracy
Some parameters are set for reference

4、Menu bar Settings - preferences - printers - printer Settings
The first line of
code setting
(no changes are
required in general)
The last line of
code setting
(no changes are
required in general)
Filament and
nozzle diameter
Model size
setting
Print typesetting
Table of contents
Other TRONXY 3D Printer manuals

TRONXY
TRONXY D01 User manual

TRONXY
TRONXY X6D User manual

TRONXY
TRONXY X5S 2E User manual

TRONXY
TRONXY X5S User manual

TRONXY
TRONXY X3A User manual

TRONXY
TRONXY XY-3 PRO V2 User manual

TRONXY
TRONXY Ultrabot User manual

TRONXY
TRONXY X3A User manual

TRONXY
TRONXY X5SA-500-2E User manual

TRONXY
TRONXY X5SA User manual

TRONXY
TRONXY X5SA-500 User manual

TRONXY
TRONXY XY-2 PRO User manual

TRONXY
TRONXY X3A User manual

TRONXY
TRONXY X1 User manual

TRONXY
TRONXY P802M User manual

TRONXY
TRONXY VEHO600 User manual

TRONXY
TRONXY XY-2 PRO User manual

TRONXY
TRONXY X6-2E User manual

TRONXY
TRONXY X5SA-400-PRO User manual

TRONXY
TRONXY VEHO 600-2E User manual





















