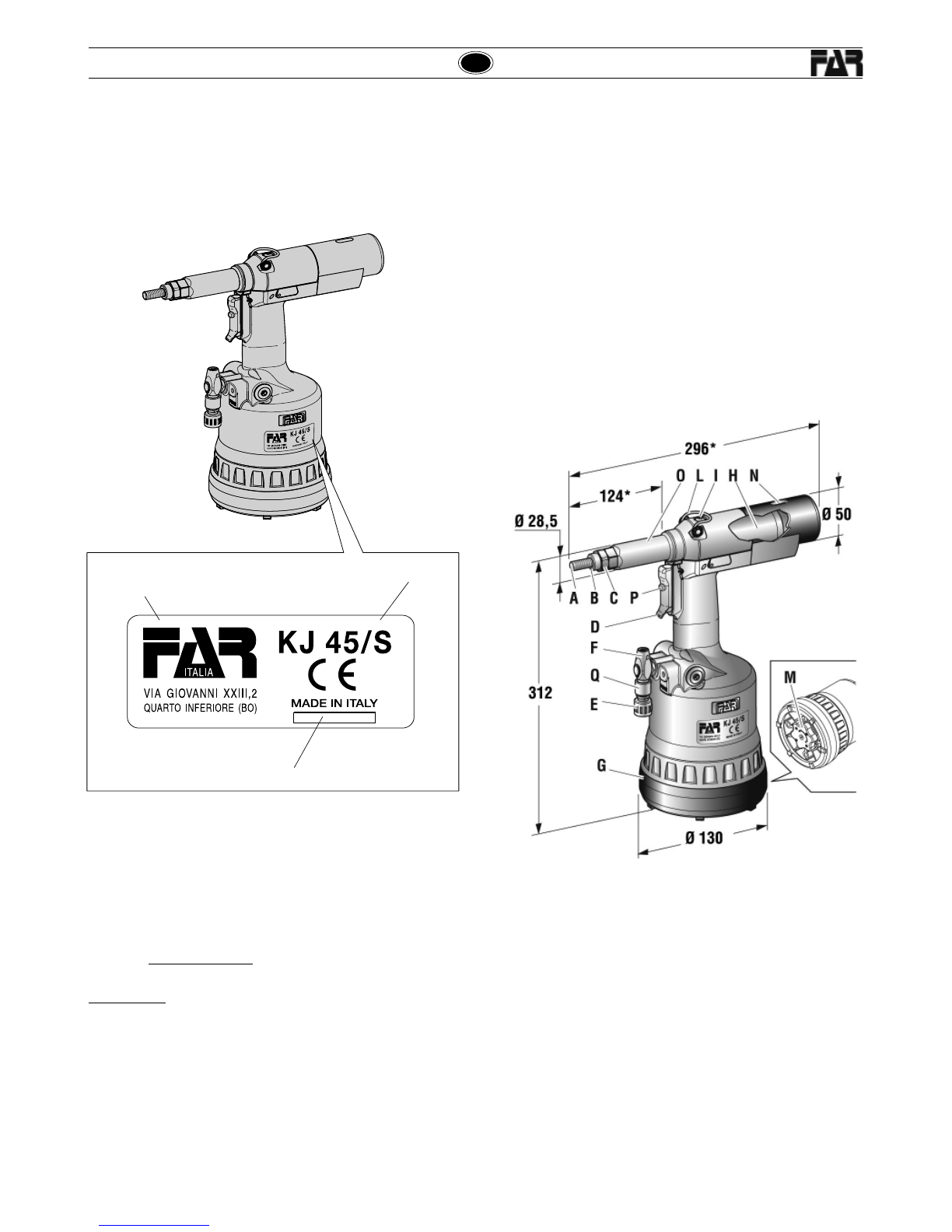
KJ 45/S
Far S.r.l. - Giacomo Generali
(Presidente del Consiglio di Amministrazione)
(Chairman of the Board of Directors)
(Président du Conseil d’Administration)
(Vorsitzender des Verwaltungsrates)
(Presidente del Consejo de Administración)
(Prezes Zarzadu)
(Председатель Административного Совета)
.............................................
La sottoscritta Far S.r.l., con sede in Quarto Inferiore (BO)
alla via Giovanni XXIII n° 2,
DICHIARA
sotto la propria esclusiva responsabilità che la rivettatrice
Modello: KJ 45/S - Rivettatrice oleopneumatica Utilizzo:
per inserti filettati M4-M12 alla quale questa dichiarazione
si riferisce è conforme ai requisiti essenziali di sicurezza
previsti dal D. Lgs. 17/2010 di recepimento della Direttiva
Macchine 2006/42/CE e successive modificazioni ed
integrazioni. La persona autorizzata a costituire il fascicolo
tecnico risponde al nome di Giacomo Generali, presso
la Far S.r.l., con sede in Quarto Inferiore (BO) alla via
Giovanni XXIII n° 2.
The undersigned Far S.r.l., having its office in Quarto
Inferiore (BO), Via Giovanni XXIII No. 2, herewith
DECLARES
on its sole responsability that the riveting machine
Type: KJ 45/S - Hydropneumatic tool
Application: for threaded inserts M4-M12
which is the object of this declaration complies with the
basic safety requirements estabilished in the law decree
Leg.D. 17/2010 of the Machinery Directive 2006/42/
CE acknowledge and subsequent amendments and
integrations.
The person who is authorized to create the technical
brochure is Giacomo Generali, c/o Far S.r.l., head office in
Quarto Inferiore (BO), via Giovanni XXIII n. 2.
LasociétéFarS.r.l.soussignéeavecsiègeàQuartoInferiore
(BO), Via Giovanni XXIII n° 2,
DECLARE
sous sa seule responsabilité que la riveteuse
Modèle: KJ 45/S - Machine à sertir oléopneumatique
Utilisation: pour inserts filetés M4-M12
à laquelle cette déclaration se rapporte est conforme aux
conditions essentielles de sécurité requises par la loi
17/2010 d'acceptation de la Directive Machines 2006/42/
CE et modifications et intégrations successives.
La personne autorisée à constituer le dossier technique
est Giacomo Generali chez FAR S.r.l., avec siège à Quarto
Inferiore (BO) – Via Giovanni XXIII. n.2.
DieUnterzeichnete,Fa.FarS.r.l.,mitSitzinQuartoInferiore
(BO), Via Giovanni XXIII Nr. 2,
ERKLÄRT
hiermit auf ihre alleinige Verantwortung, daß die
Nietmaschine
Typ: KJ 45/S - Hydraulisch-pneumatisches Nietwerkzeug
Anwendung: für Blindnietmuttern M4-M12
auf das sich diese Erklärung bezieht, den wesentlichen
Sicherheitsanforderungen des Gesetzesdekrets 17/2010
von Umsetzung der Maschinenrichtlinie 2006/42/CE
und den nachfolgenden Änderungen und Anfügungen
entspricht.
Der Berechtigte zur Bildung der technische Broschüre ist
GiacomoGenerali,beiderFirmaFarS.r.l.,mitSitzin Quarto
Inferiore (BO), via Giovanni XXIII Nr. 2.
LafirmatariaFarS.r.l.,domiciliada enQuartoInferiore (BO)
en via Giovanni XXIII n° 2,
DECLARA
bajo su exclusiva responsabilidad que la remachadora
Modelo: KJ 45/S - Remachadora oleoneumática
Empleo: para remaches roscados M4-M12
a la cual la presente declaración se refiere corresponde
a los requisitos esenciales de seguridad previstos por
el D.Lay 17/2010 de recepción de laDirectiva Maquinas
2006/42/CE y sucesivas modificaciones e integraciones.
La persona autirizada a constituir el fasciculo tecnico es
Giacomo Generali, cerca FAR S.r.l., con sede a Quarto
Inferiore (BO) – Via Giovanni XXIII n.2.
Firma FAR S.r.l z siedzibą w Quarto Inferiore (Włochy), Via Giovanni
XXIII,2
DEKLARUJE
na wlasna i wylaczna odpowiedzialnosc, ze nitownica
Model: KJ 45/S - Nitownica oleopneumatyczna
Zastosowanie: do nitonakretek gwintowanych M4-M12
do której odnosi sie niniejsza deklaracja, jest zgodna z wymogami
bezpieczenstwa przewidzianymi przez dekret legislacyjny 17/2010
implementujacy Dyrektywe Maszynowa 2006/42/WE wraz z
pózniejszymi zmianami i uzupelnieniami.
“Osoba upoważniona do utworzenia dokumentacji technicznej to
GiacomoGeneraliz rmy Far S.r.l.mającejsiedzibę wQuartoInferiore
(BO), via Giovanni XXIII nr 2.”
Нижеподписавшeeся Far S.r.l., с местонахождением в Quarto
Inferiore (BO) ул. Giovanni XXIII, 2,
ЗАЯВЛЯЕТ
под свою собственную исключительную ответственность, что
заклёпывающий аппарат
Модель: KJ 45/S – Масляно – пневматический заклёпывающий
аппарат
Использование:длявставоксрезьбойM4-M12ккоторомуотносится
настоящая декларация соответствует основным требованиям
безопасности, предусмотренными Законодательным декретом
17/2010 транспонирования Директивы по машинам 2006/42/CE
и последующими модификациями и дополнениями.
Уполномоченнымлицомдлясозданиятехническойдокументации
является господин Джакомо Дженерали (Giacomo Generali), в
головномофисекомпанииFarS.r.l.,которыйрасположенпоадресу:
Италия, Куарто Инфериоре (Болонья), ул Джованни XXIII, д. 2.
Quarto Inferiore, 23-03-2010
I
GB
F
E
D
PL
RUS