3
75036062 - KJ 29 – rev 00- ( 03-2013 )
RIVETTATRICE MANUALE PER L'UTILIZZO DI INSERTI FILETTATI CON FILETTATURA DA M3 A M10.
Prima dell'utilizzo accertarsi che la coppia tirante - testina montata sulla rivettatrice sia adeguata alla filettatura dell'inserto che si vuole
serrare,in caso contrario occorre procedere al cambio di formato.
Attenzione: Solitamente la coppia tirante/testina montata sulla rivettarice in confezione corrisponde ad una filettatura di M5.
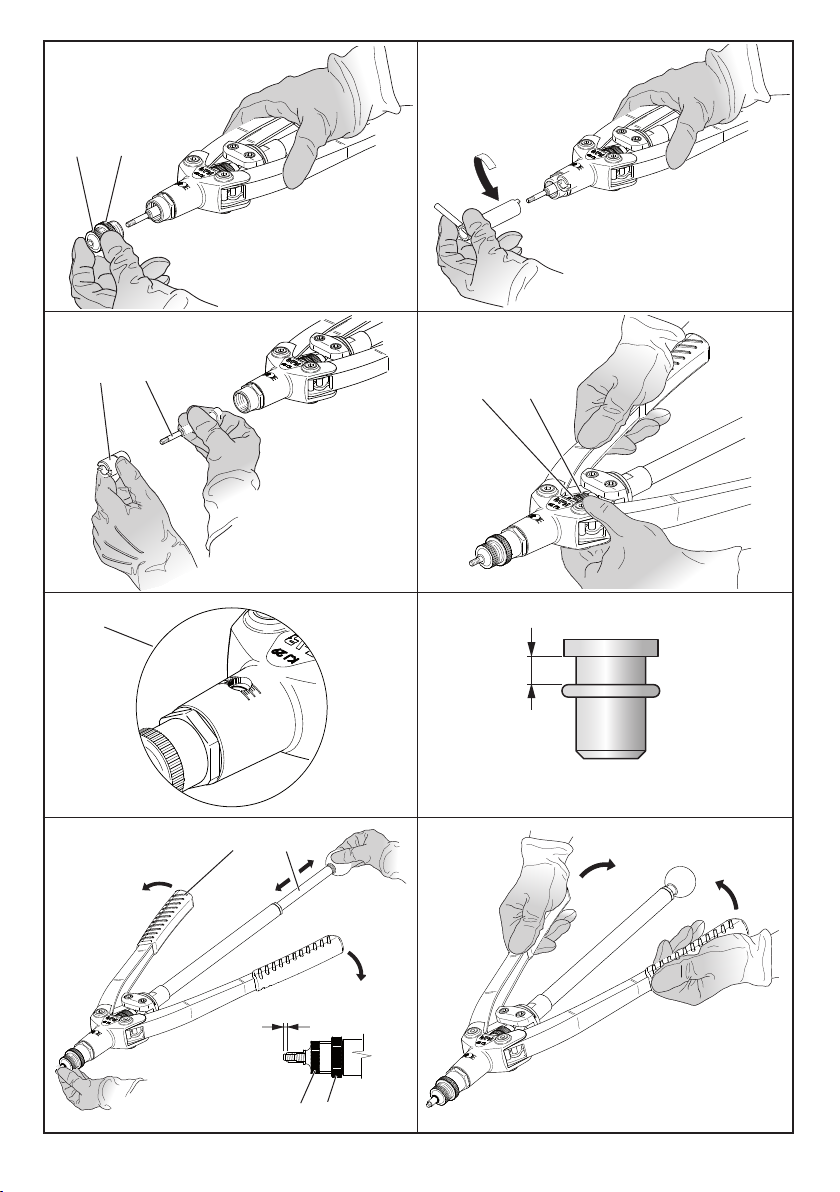
CAMBIO DI FORMATO:
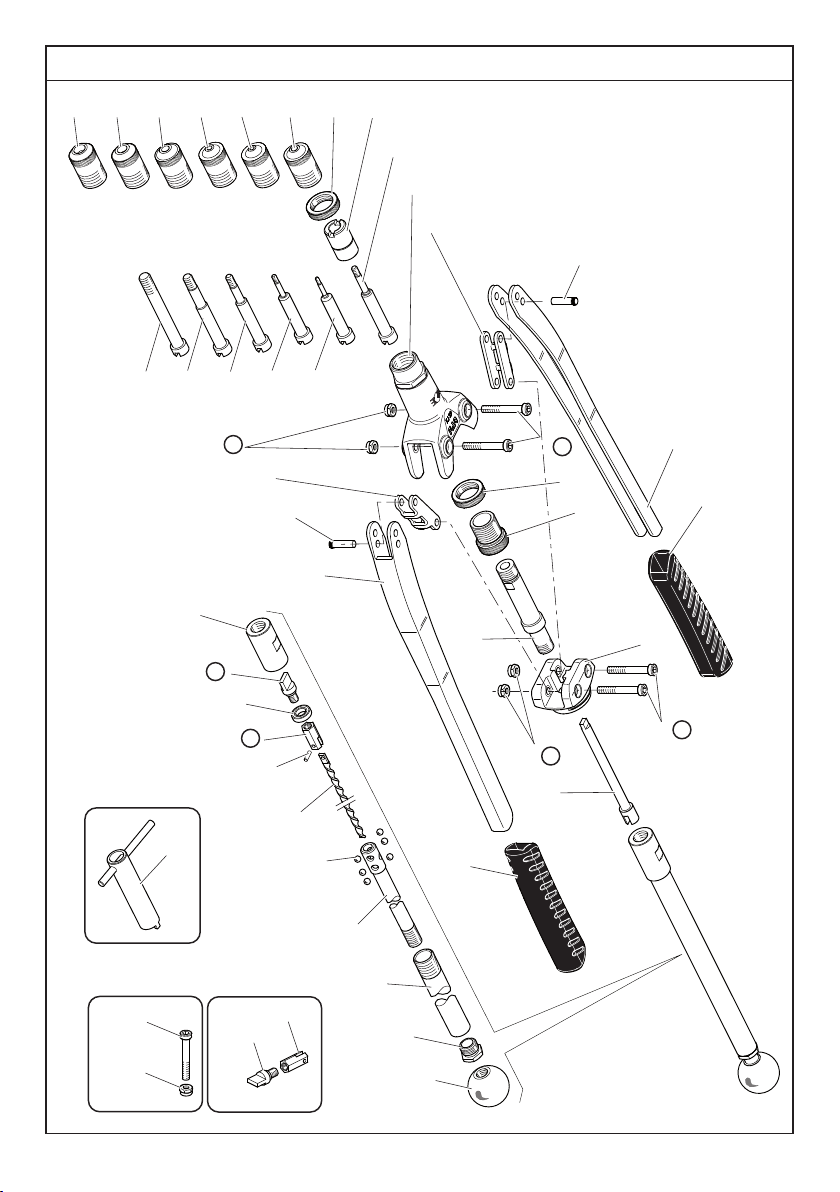
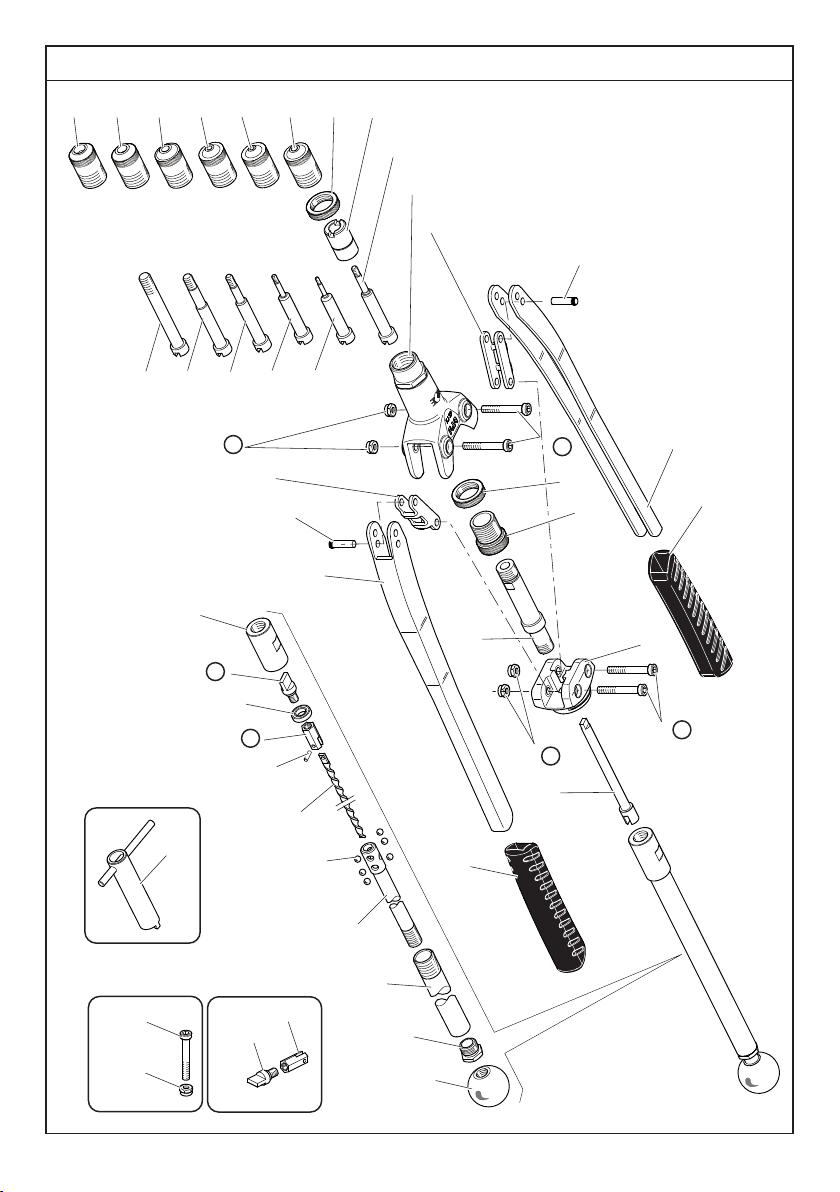
Svitare e togliere la testina ( 1) e la ghiera ( 2). Sbloccare tramite la chiave in dotazione la coppia tirante( 3) ghiera ( 4) ed estrarla dalla
rivettatrice; estrarre il tirante dalla ghiera e sostituirlo scegliendo dal kit di corredo la misura necessaria.Ogni rivettatrice è corredata
di un tirante ed una testina per ogni formato di inserto, le ghiere ( 2 ) e ( 4 ) vengono invece utilizzate con tutti i formati.
REGOLAZIONE DELLA CORSA:
Questa operazione deve essere eseguita prima della messa in opera dell'inserto, in funzione dello spessore del materiale da serrare.
La regolazione si ottiene sbloccando la ghiera ( 5 ) intervenendo poi sul registro ( 6 ) avvitandolo per aumentare la corsa e svitandolo
per diminuirla,avvalendosi dell’indicatore di corsa fig ( 9).Aumentando la corsa si ottiene una maggiore deformazione dell'inserto
con conseguente diminuzione della distanza ( h ). Eseguita la prima regolazione di massima fissare l'inserto sul materiale e rifinire la
regolazione della corsa in base alla stretta che l'inserto opera sul materiale. La corsa ottimale è quella che permette un saldo, ma non
esasperato, serraggio dell'inserto sul materiale: in caso di corsa ridotta si rischia il non perfetto bloccaggio, in caso opposto, cioè
corsa troppo "ampia", si rischia la deformazione del filetto.
REGOLAZIONE DELLA TESTINA:
Una volta definita la corsa regolare la testina ( 1 ) in modo che il tirante faccia presa su tutti i filetti dell'inserto.
Avvitare sul tirante l'inserto filettato in modo che la sua testa vada a battuta con la testina della rivettatrice.
Verificare che il tirante fuoriesca di circa 0,5 mm dall'inserto ,in caso contrario sbloccare la ghiera( 2 ) e registrare la posizione della
testina:avvitandolaaumenteràlasporgenzadeltirante,svitandolalasporgenzadeltirantediminuirà;adoperazioneultimataribloccare
la ghiera ( 2 ). Le operazioni di regolazione descritte devono essere sempre ripetute quando avviene il cambio di formato.
SERRAGGIO DELL'INSERTO:
Portare l'avvitatore ( 7 ) verso l'esterno ed aprire le leve ( 8 ). Avvitare l'inserto sul tirante portando verso l'interno l'avvitatore ( 7 ),
posizionarel'insertonel foropraticatosulmaterialeeserrarlotramitel'azionedelleleve(8).Adoperazioneultimataportarel'avvitatore
verso l'esterno per svitare il tirante dall'inserto ormai serrato.
HAND TOOL FOR BLIND RIVET NUTS FROM M3 TO M10.
Before using it, make sure that the stay bolt and the head assembled on the tool are suitable for the thread of the insert to be used;
otherwise it will be necessary to change the stay bolt and the head size.
Warning: The standard stay bolt and head supplied with the tool is usually M5.
SIZE CHANGE:
Unscrew and take out the head ( 1) and the ring nut ( 2). By the supplied key, unlock the stay bolt ( 3) and the ring nut ( 4); take out
those pieces from the tool, replace the stay bolt choising the correct size from the kit.
Each tool is equipped with a stay bolt and a head for each size; the ring nut ( 2) and ( 4) can be fitted with any insert size.
STROKE ADJUSTMENT:
Adjust stroke before operating the tool, with reference to the thickness of the material to clamp.
Stroke adjustment will be obtained by loosing the ring nut ( 5); screwing the adjusting screw ( 6) the stroke will increase while
unscrewing it, the stroke will be reduced; stroke indicator will help during the adjustment ( 9).
By increasing the stroke, the insert deformation will be wider and therefore, the ( h) distance will be reduced.
By reducing the stroke, the ( h) distance will increase because of the smaller deformation.
When the preliminary adjustment has been made, the insert can be fixed on the material to clamp; complete the stroke adjustment
in accordance with the pressure that the insert exerts on the material. Adjust stroke to obtain steady but not extreme clamp.
In case of reduced stroke, the insert will not be properly locked, otherwise, in case of wider stroke, the thread will be deformed.
HEAD ADJUSTMENT:
After having set the stroke, it is necessary to adjust the head ( 1).
Put the threaded insert on the stay bolt: it is very important that the head of the insert is fully located.
The stay bolt must come out by 0,5 mm from the insert, if this doesn't happen, it is necessary to unlock the ring nut ( 2) and adjust
the head position: by screwing it, the extention of the stay bolt will increase; by unscrewing it, the extention of the stay bolt will be
reduced. After that you can lock again the ring nut ( 2). Every time the insert size is changed this adjustment is always necessary.
INSERT OPERATION:
Move the screwer ( 7) outward and open the levers ( 8), put the insert on the stay bolt moving inward the screwer ( 7). Put the insert
in the hole of the material and pull the insert by the levers ( 8). After that move the levers outward in order to unscrew the stay bolt
from the clamped insert.
I
GB