Version March 2015 EN 9
HÜRNER HWT 160–M User’s Manual
HÜRNER Schweisstechnik GmbH
Nieder-Ohmener Str. 26
35325 Mücke,
Germany
Continue turning the hand wheel until the
force indicator on the right-hand side of the
machine indicates the force level valid for
F1. Then engage the locking bar next to the
hand wheel to lock the movable carriage of
the machine in this position.
The bead build-up stage is completed when
the weld bead that is forming reaches the
height, which depends upon the wall thick-
ness (S), indicated below F1on the tag next
to the hand wheel (see photograph below)
or in the tables in the appendix.
5.5 Heating Stage
At the end of the bead build-up stage, the force must be reduced
to F2, as previously computed according to the formula on the tag
next to the hand wheel (see photograph above) or looked up in the
appendix. To do this, unlock the locking bar next to the hand wheel,
turn the wheel in the opposite direction, and re-engage the locking
bar to block the carriage in this position.
The force thus set has to be constantly applied in the heating stage. The
heating stage is completed after the duration that is indicated below F2
on the tag or in the appendix.
Important
Despite the reduced force, the contact of the components
and the heating element must be ensured throughout this
stage. It must not be lost anywhere on the compoment cir-
cumference.
5.6 Change-over and Jointing
When the heating stage is completed, loosen the locking bar, turn
the hand wheel back to remove the components to be joined from
the heating element, tilt the heating element away from in-between
them and bring the components in contact with each other using the
hand wheel.
The longest acceptable duration for this process is the one indicated
in the column between F2and F5on the tag next to the hand wheel
or in the tables in the appendix.
Immediately after contact is established between the component butts,
the jointing force has to be reached. Building this force, by continuing
to turn the hand wheel until the force indicator shows the value for
F5, has to be done as a consistent and linear increase. F5is the same
as F1. Accordingly, it is computed, depending on the diameter and
wall thickness, with the help of the same formula given on the tag or
looked up in the tables in the appendix.
The force increase, to reach the jointing force, must not take longer
than indicated below F5on the tag or in the appendix.
5.7 Cooling Stage
When the jointing force is reached, block the movable carriage of the
machine at its position using the locking bar, in order for this force to
be kept. It must continue to be applied, while the joint cools down,
for as many minutes as indicated in the rightmost column of the tag
next to the hand wheel or in the appendix. Like all other durations,
it depends on the wall thickness.
Version March 2015
10 EN HÜRNER HWT 160–M User’s Manual
HÜRNER Schweisstechnik GmbH
Nieder-Ohmener Str. 26
35325 Mücke,
Germany
During this stage, no external forces must affect the new joint.
5.8 End of Welding
When the duration for the cooling stage is completed, loosen the
locking bar, open the pipe clamps, and take the newly assembled
joint out of them.
Important
If any problem was apparent in the course of the welding
process, any of the maximum durations was exceeded or any
of the previously computed force levels was not consistently
maintained, the required quality of the weld is uncertain and
the welding process has to be repeated.
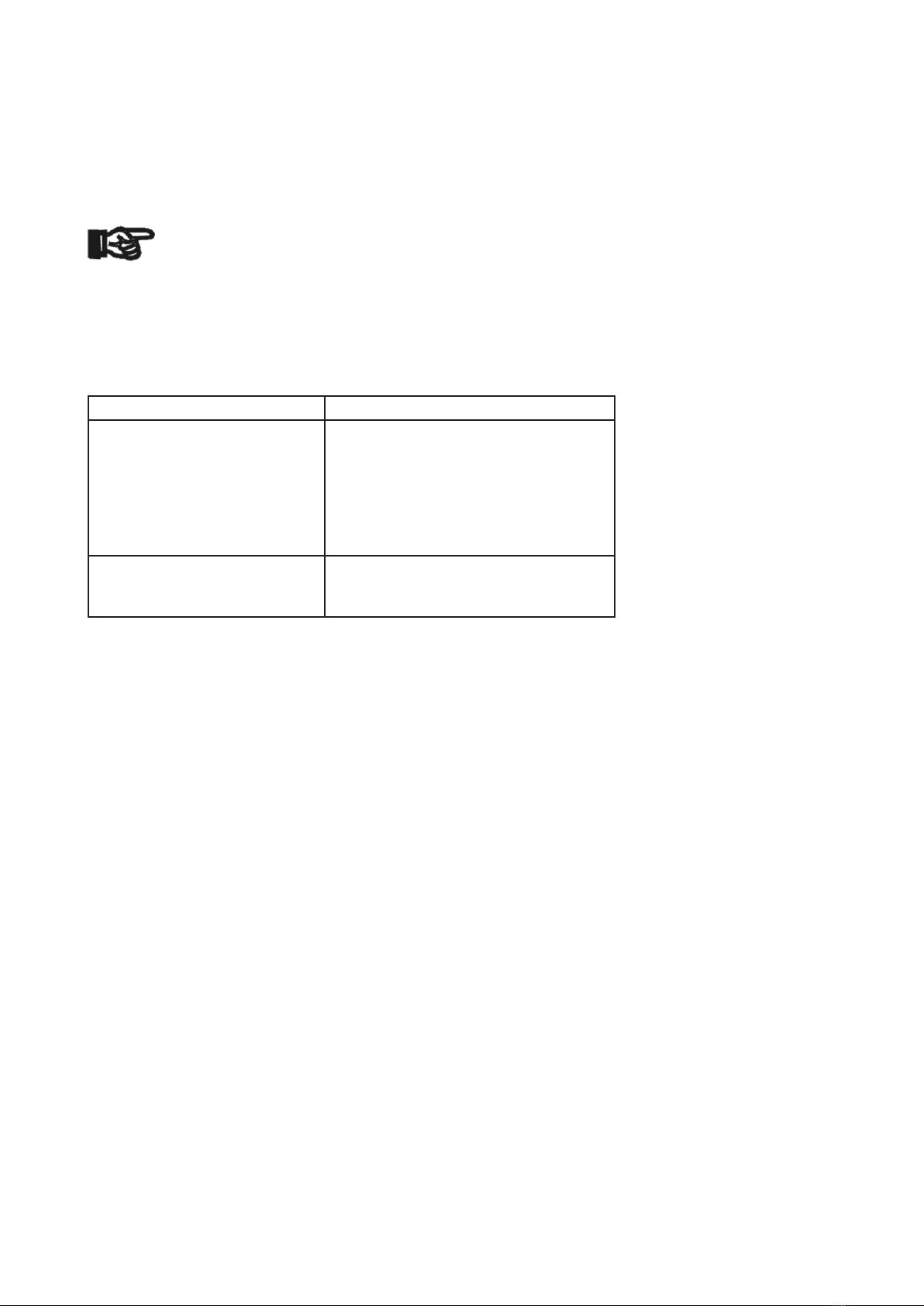
6 Troubleshooting
Issue Correction
The electrical facing tool
does not operate.
1. The tool must be connected to
a power supply, and the supply
must meet the requirements
posed by the facing tool.
2. The facing tool must fully rest
on the movement shafts (thus
actuating the micro-switch).
The facing process does not
yield an outcome of the de-
sired/required quality.
The facing blades must be
sharp and the rotating blade
supports, in a good condition.
7 Service and Maintenance
•Clean the machine completely at the end of every job, especially
if it is going to be stored for a prolonged period of time.
•Check that the shafts along which the movable parts move are
always clean and lubricated.
•Check the clamps and their locking/tightening mechanism for
proper operation.
•Check the PTFE coating of the heating element. Its surfaces
should be homogeneous and without scratches. If the material
homogeneity is compromised or the piece is damaged, it should
be replaced.
•Check the facing tool for proper condition, in particular the blades
must be sharp. The blades can be turned once and work can go
on with their second sharp edge. When both edges are worn, the
blades must be replaced. Do not attempt to sharpen the blades
on your own, as such sharpened blades tend to be a hazard for
the workers and cannot ensure a proper facing outcome.
8 Service and Repair Contact
Hürner Schweisstechnik
Nieder-Ohmener Str. 26 Tel.: +49 (0)6401 9127 0
35325 Mücke, Germany Fax: +49 (0)6401 9127 39
Web: www.huerner.de E-mail: info@huerner.de