• För att erhålla en god inkörning av maskinen rekom-
menderas det att börja använda den i intervaller i
ungefär en halvtimme. Denna drift skall upprepas
två eller tre gånger, efter det kan maskinen användas
oavbrutet.
• Innan start av varje sågningsmoment, tillförsäkra
Dig att arbetsstycket är fasthållet i skruvstycket och
att änden har ett passande stöd.
• Använd inte kapklingor av andra storlekar än de
angivna i maskinens förteckning.
• Om kapklingan fastnar vid sågning, lösgör drift-
knappen omedelbart, slå av maskinen, öppna skruv-
stycket sakta, ta bort arbetsstycket och kontrollera
kapklingan eller kapklingans tänder inte är skadade.
Om de är skadade, byt ut kapklingan.
• Innan utförande av reparationer på maskinen, kon-
sultera Din handlare.
4
1. Olycksförebyggande bestämmelser för
maskinen
Denna maskin har konstruerats för att användas
enligt de nationella och samhälleliga olycksförebyg-
gande bestämmelserna. Olämpligt användande, och/
eller manipulerande med säkerhetsanordningarna är
utanför tillverkarens ansvar.
1.1 Råd till operatören
• Kontrollera att spänningen på maskinskylten, i regel
fäst på maskinens motor, är densamma som nätspän-
ningen.
• Kontrollera prestandan i din el-försörjning och
ditt jordningssystem; anslut maskinens el-kabel till
elhandske eller arbetsströmbrytare.
• När kaphuvudet är i vilande position (upphöjt), kap-
klingan måste vara stationär.
• Det är förbjudet att arbeta med maskinen utan
skydd.
• Koppla alltid ur maskinen från el-uttaget innan byte
av kapklinga eller vid utförande av underhållsarbe-
ten, även om maskinens funktion är avvikande.
• Använd alltid passande ögonskydd.
• Lägg aldrig dina händer eller armar i sågningsområ-
det medan maskinen är i drift.
• Flytta inte maskinen under tiden den sågar.
• Använd inte lösa kläder eller långärmade tröjor som
är för långa, handskar som är för stora, armband,
kedjor eller några andra föremål som kan fastna i
maskinen under driften; knyt upp långt hår.
• Håll arbetsplatsen fri från utrustning, verktyg eller
andra föremål.
• Utför endast ett moment åt gången och ha aldrig
flera föremål i dina händer på samma gång. Håll
dina händer så rena som möjligt.
• Alla inre och/eller invändiga moment, underhåll
eller reparationer, måste utföras i ett väl upplyst
område eller där det finns tillräckligt ljus från ytter-
liggare källa för att undvika även obetydliga olycks-
fall.
1.2 Säkerhetsanordningar
• Metallskydd fastskruvat på klinghuvudet.
• Självreglerande rörligt plastskydd, utrustat med
koaxialt fixerat skydd
1.3 Elektrisk utrustning
• Den elektriska utrustningen tillförsäkrar skydd mot
elektrisk chock som ett resultat av direkt eller indi-
rekt kontakt. De aktiva delarna av denna utrustning
är placerade i en kopplingslåda till vilken tillträdet
är begränsat av skruvar som endast kan tas bort med
ett speciellt verktyg; elkomponenterna matas med
växelström vid låg spänning. Utrustningen är skyd-
dad mot stänk av vatten och damm.
• Skydd av systemet mot kortslutning försäkrar en
snabb säkring och jordning: vid överbelastning av
motorn finns en värmesond som skydd.
• Vid händelse av strömavbrott måste 0-spännings-
skyddet återställas.
1.4 Nödsituation
• I händelse av felaktig funktion eller farliga för-
hållanden, skall maskinen omedelbart stängas av,
genom att trycka på den röda stoppknappen.
Beakta: För att återställa maskinens funktion efter
varje utfört nödstopp reaktivera den speciella åter-
startsknappen.
2. Rekommendationer och råd för
användning
2.1 Rekommendationer och råd innan använd-
ning av maskinen
• Maskinen har konstruerats för sågning i material av
metall, med olika former och profiler, användning i
verkstad och allmänna mekaniska konstruktionsar-
beten.
• Endast en handhavare behövs för att kunna använda
maskinen.
3
SVENSK
INNEHÅLL
Innehåll.......................................................................................3
Beställning av reservdelar ...................................................3
Garanti ........................................................................................3
Maskincertifikat och identifikationsnummer ................3
Kapitel 1
Olycksförebyggande bestämmelser för maskin ...........4
1.1 Råd till operatören ..................................................... 4
1.2 Säkerhetsanordningar ..................................................4
1.3 Elektrisk utrustning enligt Europeisk
standard CENELEC EN 60204-1 (1992) ............ 4
1.4 Nödsituation enligt Europeisk
standard CENELEC EN 60204-1 (1992) ............ 4
Kapitel 2
Rekommendationer och råd för användning .................4
2.1 Rekommendationer och råd innan
användning av maskinen ......................................... 4
Kapitel 3
Tekniska beskrivningar
3.1 Tabell för sågningskapacitet och tekniska
detaljer ..............................................................................5
Kapitel 4
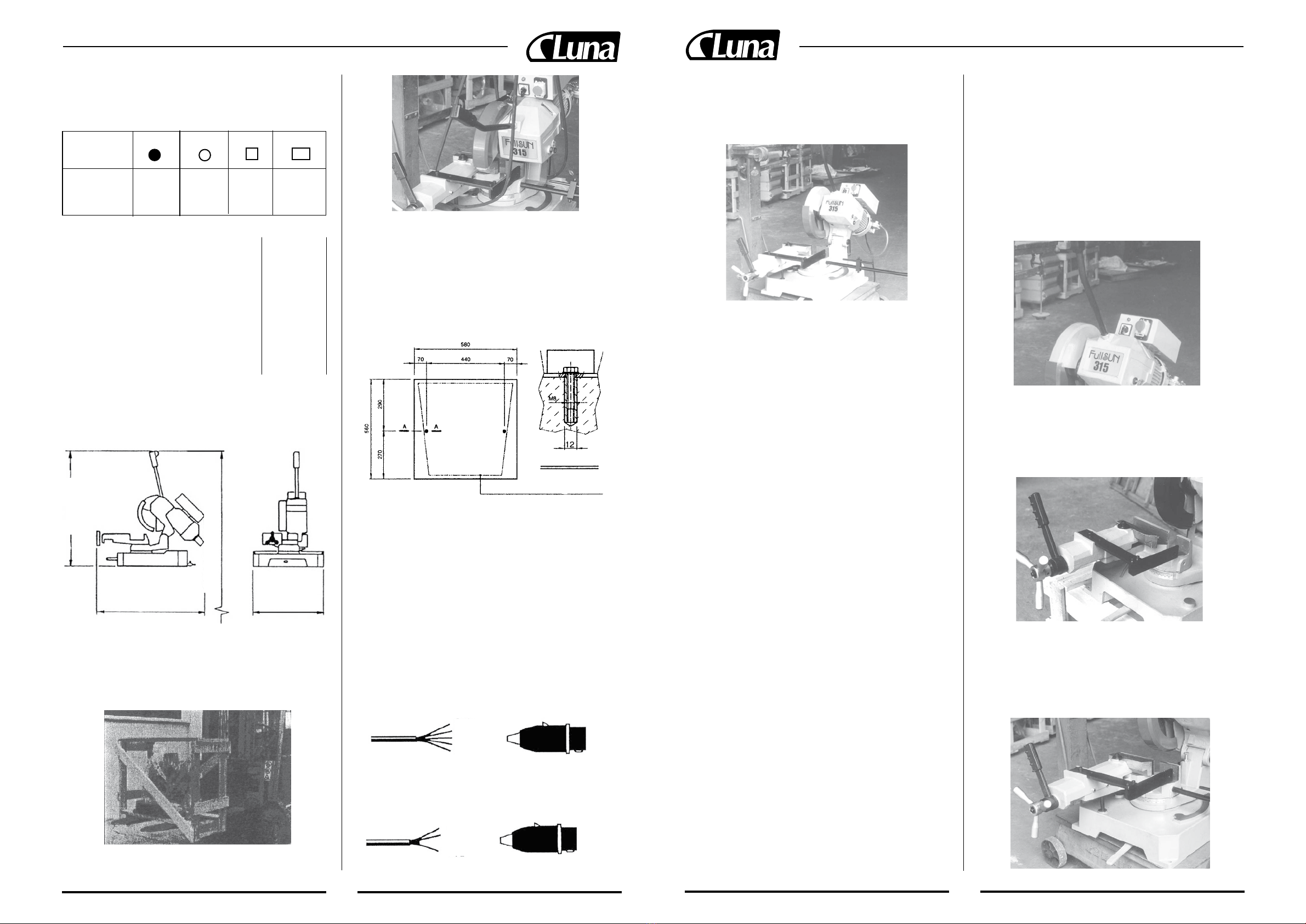
Maskindimensioner – Transport,
Installation och Nedmontering ...........................................5
4.1 Maskindimensioner ......................................................5
4.2 Transport och skötsel av maskinen ........................5
4.3 Minimikrav för lokalen till maskinen ...................5
4.4 Stöd för maskinen ........................................................5
4.5 Instruktioner för elektriska anslutningar ..............5
4.6 Instruktioner för montering av
lösa delar och tillbehör ...............................................6
4.7 Avställning av maskinen ............................................6
4.8 Skrotning .........................................................................6
Kapitel 5
Maskinens funktionella delar .............................................6
5.1 Maskinhuvud ..................................................................6
5.2 Skruvstycke ....................................................................6
5.3 Fundament ......................................................................6
Kapitel 6
Beskrivning av operatörsföljden .......................................7
6.1 Uppstartning och sågföljd .........................................7
Kapitel 7
Reglering av maskinen .........................................................7
7.1 Kaphuvud ........................................................................7
7.2 Skruvstycke ....................................................................7
7.3 Kaphuvudslåsning ........................................................7
7.4 Byte av kapklinga .........................................................7
7.5 Byte av kylsmörjningstankens pump.....................8
Kapitel 8
Rutin och speciella underhåll .............................................8
8.1 Dagligt underhåll ..........................................................8
8.2 Veckounderhåll .............................................................8
8.3 Månadsunderhåll...........................................................8
8.4 Sex månaders underhåll .............................................8
8.5 Olja för smörjande kylvätska ...................................8
8.6 Deponering av olja .......................................................8
8.7 Speciella underhåll .......................................................8
Kapitel 9
Material klassificering och val av kapklingor ..............8
9.1 Definitioner av material .............................................8
9.2 Val av kapklinga ...........................................................8
9.3 Tandavstånd ...................................................................9
9.4 Såghastighet ...................................................................9
9.5 Drift av kapklinga ........................................................9
9.6 Kapklingans struktur ................................................ 10
9.7 Typ av kapklingor ..................................................... 10
Tändernas form .......................................................... 10
Tändernas sågningsvinkel ...................................... 10
9.7.1 Rekommenderade sågparametrar ............. 11
9.7.2 Tabell av såghastigheten enligt
kapklingans diameter ................................... 11
Kapitel 10
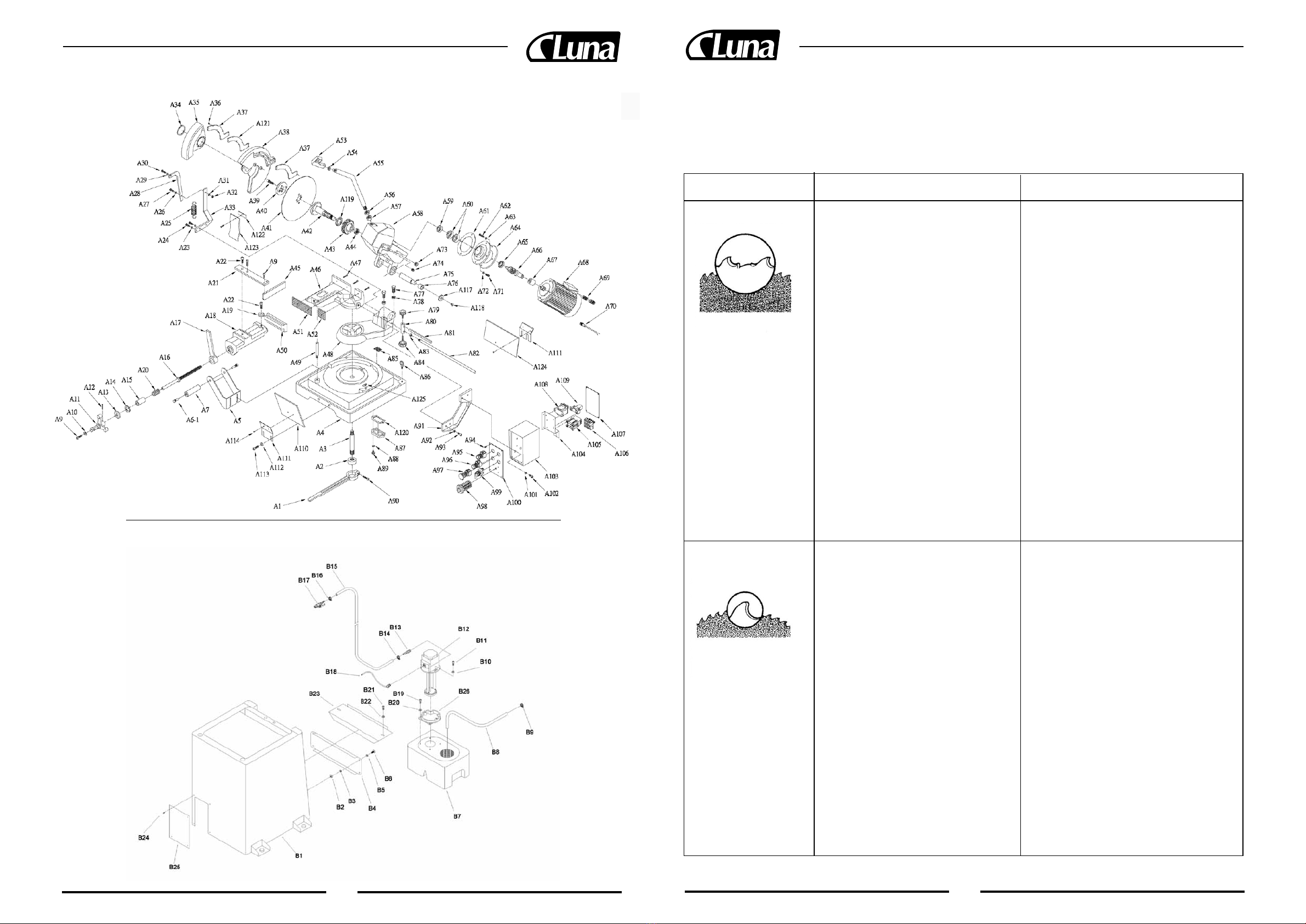
Maskinkomponenter ........................................................... 12
10.1 - Reservdelslista .............................................................
Kapitel 11
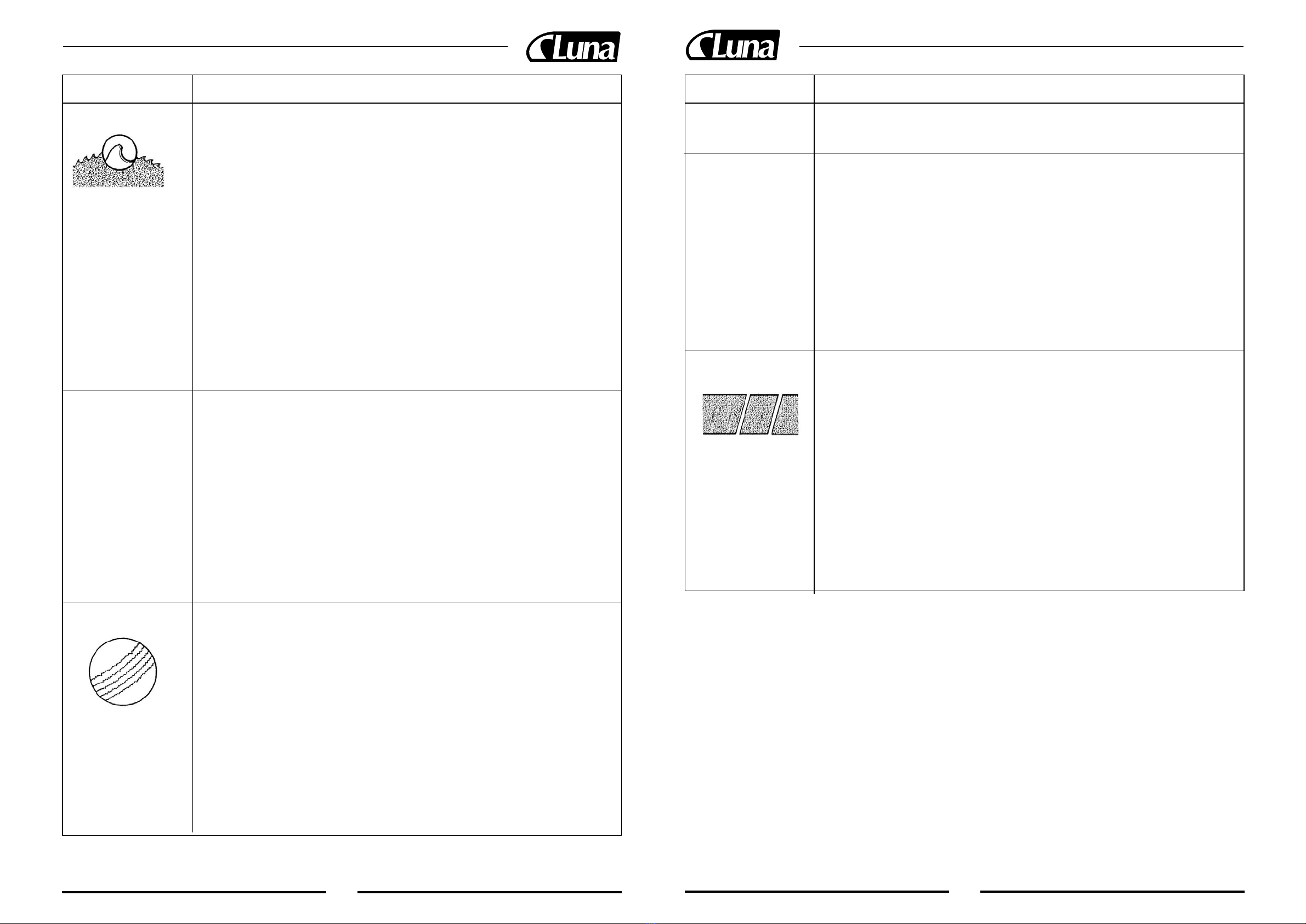
Felsökning .............................................................................. 14
11.1 Kaplinga och sågdiagnos ....................................... 14
11.2 Elektrisk komponentdiagnos ................................. 17
Beställning av reservdelar
• Vid beställning av reservdelar måste detta anges:
MASKINENS MODELL
SERIENUMRET
DELENS HÄNVISNINGSNUMMER
Utan dessa referenser KOMMER VI INTE ATT
LEVERERA reservdelar. Se punkt 10.1 – listan för
reservdelar.